一种增强型无醛刨花板的连续制备工艺的制作方法
- 国知局
- 2024-07-11 15:13:15
本发明涉及木材加工领域,涉及一种人造板提质增效的生产技术,具体涉及一种增强型无醛刨花板的连续制备工艺。
背景技术:
1、刨花板是充分利用木质资源的一种原木替代品,采用枝丫材、加工剩余物、回收木材等原料具有重要的环保意义。刨花板产业近10年发展迅猛,2022年我国刨花板产量已超4000万m3,并大量应用于家具、家居、装修、包装等领域。轻质、高强、环保安全是下游企业和消费者对刨花板等木基材料的使用需求。
2、刨花板作为一种木质复合材料,不同原料、结构和配比可达到不同的性能。目前国内外普通刨花板主要为三层结构,形态较大的刨花作为板材芯层提供强度,细小刨花作为表层有利于后继贴面、涂饰等加工。普通三层刨花板产品的密度在低于0.64g/cm3时,如若满足家具型(p2)板甚至承载型(p3型)板性能要求,需选用小径材或者原木等形态优良的原料,加工出突出宽厚比或长厚比的大片刨花作为芯层原料才能实现,如市场上出现的细表面(又称可饰面)定向刨花板。但生产中有个共性问题亟待解决:即包含过长和过宽片的混合形态刨花存在施胶均匀性差、铺装均匀性差的问题,定向铺装还导致刨花板性能存在明显的方向差异性,顺向和横向力学性能差异可达30%以上,容易造成性能的浪费。
3、如若不加工成大片刨花,而是将木质原料切长条木片再刨片,采用较大的筛网筛选出包含大量较大形态(和常规刨花板相比)的刨花,这种大刨花做芯层制备的三层结构“超级刨花板”也是实现提升强度的一种方案,但该方法在同等条件下对性能的提升幅度和生产成本控制方面效果不明显。
4、刨花板用于室内的环保性能主要指甲醛释放量,胶黏剂是无醛添加符合消费者需求。异氰酸酯胶黏剂现已成为制备无醛添加刨花板的最主要胶种,异氰酸酯胶刨花板甲醛释放量可达enf级。但采用异氰酸酯胶制备的刨花板经调质处理后含水率最多能达6%,比改性脲醛胶刨花板含水率低约2%。行业目前认为8%左右含水率的刨花板最适宜,而工业生产中原料含水率高容易造成板材鼓泡的缺陷,异氰酸酯胶会与水分反应生成气体生产更是难控制。
5、为此,开发一种性能优良、甲醛释放合格的环保刨花板成为亟待解决的问题。
技术实现思路
1、为了解决上述问题,本发明的目的在于提供一种增强型无醛刨花板的连续制备工艺,该工艺避免了普通刨花板芯层刨花形态差异过大导致的施胶不均和施胶量较大的问题以及成品含水率过低的问题,同等原料、同等密度条件下制备的刨花板具有更高的物理力学性能。
2、为了实现上述目的,本发明提供了一种增强型无醛刨花板的连续制备工艺,该工艺包括如下步骤:
3、1)规格刨花制备:
4、将木质原料经削片、刨片、干燥和筛选得到薄片大刨花、中等刨花和细小刨花三种形态刨花;
5、其中,薄片大刨花长度20~50mm,宽度5~40mm,厚度0.4~1.0mm;中等刨花长度10~30mm,宽度1~5mm,厚度小于1.2mm的占比大于85%;细小刨花长度1~10mm,厚度和宽度小于0.8mm占比大于80%;薄片大刨花混合重量占比1~20%的幅面尺寸接近的片状热塑性塑料薄膜;
6、片状塑料薄膜主要起补充胶合与提高防水性的作用,因为大片刨花施胶均匀性较差,幅面尺寸接近有助于混合均匀。
7、2)刨花分别施胶:
8、对薄片大刨花、中等刨花和细小刨花分别拌胶;
9、其中,薄片大刨花先调节薄片大刨花含水率至3~6%,再施加1~4%重量比的异氰酸酯胶黏剂;中等刨花先调节中等刨花含水率至6~12%,再施加2~10%重量比的混合型可发泡胶黏剂;细小刨花施加2~5%重量比的热塑性胶黏剂和2~5%重量比的异氰酸酯胶黏剂,并调节细小刨花含水率至12~20%;
10、3)板坯精准组装:
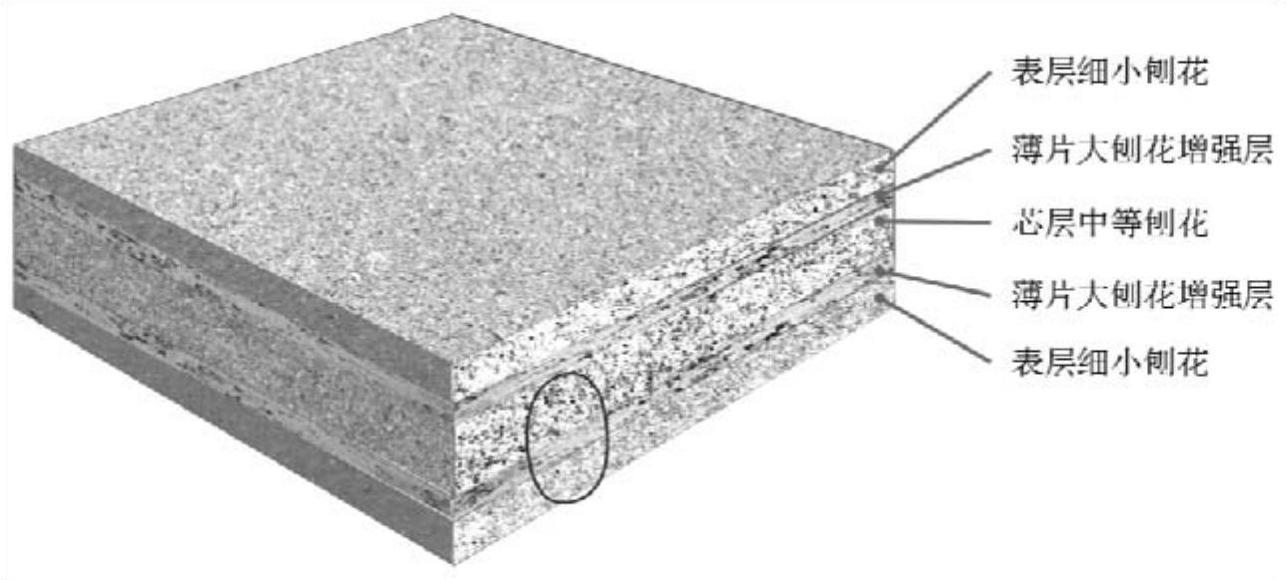
11、按照上下表层为细小刨花,芯层为中等刨花,在上下表层细小刨花和芯层中等刨花之间的上下次表层铺设薄片大刨花作为增强层的形式组装上下对称的板坯;各单层均为渐变结构;
12、4)板坯热压-冷压联动成型:
13、板坯经预热后送入连续热压机内快速热压-冷压固定成型;
14、压机在长度方向分2~5段进行热压参数控制,热压时间3~15s/mm,前1~4段加热温度160~230℃,板面压力1.0~2.0mpa,最后1段采用20~60℃降温导热油,板面压力0.5~1.2mpa恒压至出板。
15、如上所述地,步骤1)所述的木质原料为枝丫材、小径材、木材加工剩余物或回收木质材料,削片前原料通过喷水、浸泡使其含水率控制在20~40%。
16、如上所述地,步骤1)所述的削片、刨片和干燥过程具体为:木质原料经削片机削片后在传送设备运输过程中分选出长度30~70mm的大木片和长度10~30mm的小木片,再将大木片输送到制备大片薄刨花的刨片机中刨切大片状刨花,将小木片输送到制备窄平刨花的刨片机中刨切较小刨花,然后将大片状刨花采用带式干燥机干燥至含水率3~6%、较小刨花采用滚筒干燥机干燥至含水率3~6%。
17、步骤1)中分选采用4层不同孔径的筛网的刨花筛分机进一步筛分精选,筛网孔径根据刨花尺寸进行调整,精选出薄片大刨花、中等刨花和细小刨花三个类别;其中,第一层筛网(6~8)×(30~50)mm,第二层筛网(4~6)×(4~6)mm,第三层筛网(1~2)×(1~2)mm,第四层筛网(0.3~0.5)×(0.3~0.5)mm;过大的刨花再次粉碎后使用,过细的刨花送入燃料区。
18、如上所述地,步骤1)所述的片状热塑性塑料薄膜为熔点低于200℃的低密度聚乙烯、聚丙烯或聚氯乙烯的回收热塑性塑料薄膜,薄膜厚度0.05~0.2mm,用粉碎设备加工成幅面小于等于50×50mm的薄片。
19、如上所述地,步骤2)所述的混合型可发泡胶黏剂由主剂和助剂组成,其中,主剂为异氰酸酯胶黏剂;助剂为聚醚多元醇、表面活性剂、延迟催化剂的混合物,其中,按重量比计,聚醚多元醇:表面活性剂:延迟催化剂=100:(1~4):(0.05~2.0);在喷胶前主剂加入10~40%重量比的助剂混合均匀后在拌胶机内喷洒到中等刨花表面;其中,催化剂为锡类发泡催化剂或酸性延迟发泡剂。
20、上述混合型可发泡胶黏剂、异氰酸酯胶黏剂、聚醚多元醇、表面活性剂、延迟催化剂均为无甲醛试剂,从根源上避免了刨花板的甲醛释放问题。
21、如上所述地,步骤2)所述热塑性胶黏剂为聚乙烯醇(pva)、聚醋酸乙烯(pvac)、乙烯-醋酸乙烯共聚(eva)乳液中的一种或几种,施胶量占刨花重量比的2~5%;所述的热塑性胶黏剂和所述异氰酸酯胶黏剂通过不同管道分别喷洒到细小刨花表面。
22、如上所述地,步骤3)所述的板坯五层结构,板坯五层对称结构的原料重量比例分别为:上表层细小刨花:上次表层薄片大刨花:芯层中等刨花:下次表层薄片大刨花:下表层细小刨花=(1.5~2):(1~2):(2~5):(1~2):(1.5~2)。
23、如上所述地,步骤3)所述的渐变结构的制备方法为:
24、a)细小刨花的渐变结构的制备方法为:上下表层细小刨花采用气流铺装机进行铺装,通过风选形成表层最细内层较粗的单向渐变结构;
25、b)芯层中的中等刨花的渐变结构的制备方法为:采用中轴对称的机械铺装头进行铺装,刨花经对称抛撒形成外粗内细的对称渐变结构;
26、c)上下次表增强层大片薄刨花采用机械铺装头进行铺装,铺装头至上到下为三级结构,上级为2~5组出料辊,中间级为6~10组钻石辊铺装头,下级为4~6组同向旋转的鼠笼铺装头,大刨花经铺装头形成外层细内层粗的无定向单向渐变结构。
27、如上所述地,步骤4)所述板坯的预热采用喷蒸或微波设备加热,预热后芯层温度达到35~60℃。
28、本发明的特点在于:
29、1)本发明的制备方法制备出的增强型无醛刨花板以大片薄刨花为增强体置于板坯次表层,形成五层对称结构,辅以五个专用铺装设备实现每层无定向均匀渐变铺装,通过结构设计大幅提升刨花板物理力学性能。
30、2)本发明的制备方法制备出的增强型无醛刨花板按刨花形态和位置施加不同的异氰酸酯为主剂的胶黏剂,实现芯层提升刨花交互架构的连续性、次表层提升防水性和胶合强度、表层提升初黏性防止散坯的目的。
31、3)本发明的制备方法制备出的增强型无醛刨花板的成型采用热压-冷压联动方式,板坯可在较高含水率条件下快速成型而不鼓泡,保证产品含水率在适宜区间。同时,不同形态刨花分别施胶,刨花形态差异性小,避免了普通刨花板芯层刨花形态差异过大导致的施胶不均和施胶量较大的问题,同等原料、同等密度条件下制备的刨花板具有更高的物理力学性能。
32、4)本发明所选用试剂均为无甲醛试剂,从根源上避免了由于外部添加导致的刨花板的甲醛释放问题。
33、本发明的有益效果在于:
34、本发明提供一种增强型无醛刨花板的连续制备工艺,该制备工艺通过精分原料和结构精准控制,该工艺可以采用较高的板坯含水率进行生产,通过对刨花形态和铺装进行精准控制,优化刨花板产品的层次结构,实现了普通刨花板性能的大幅提升,实用性强,具有良好的市场竞争力。
本文地址:https://www.jishuxx.com/zhuanli/20240615/73213.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表