在胶合板生产过程中用于将贴面板放置和对齐成贴面板堆叠的设备和方法与流程
- 国知局
- 2024-07-11 15:13:20
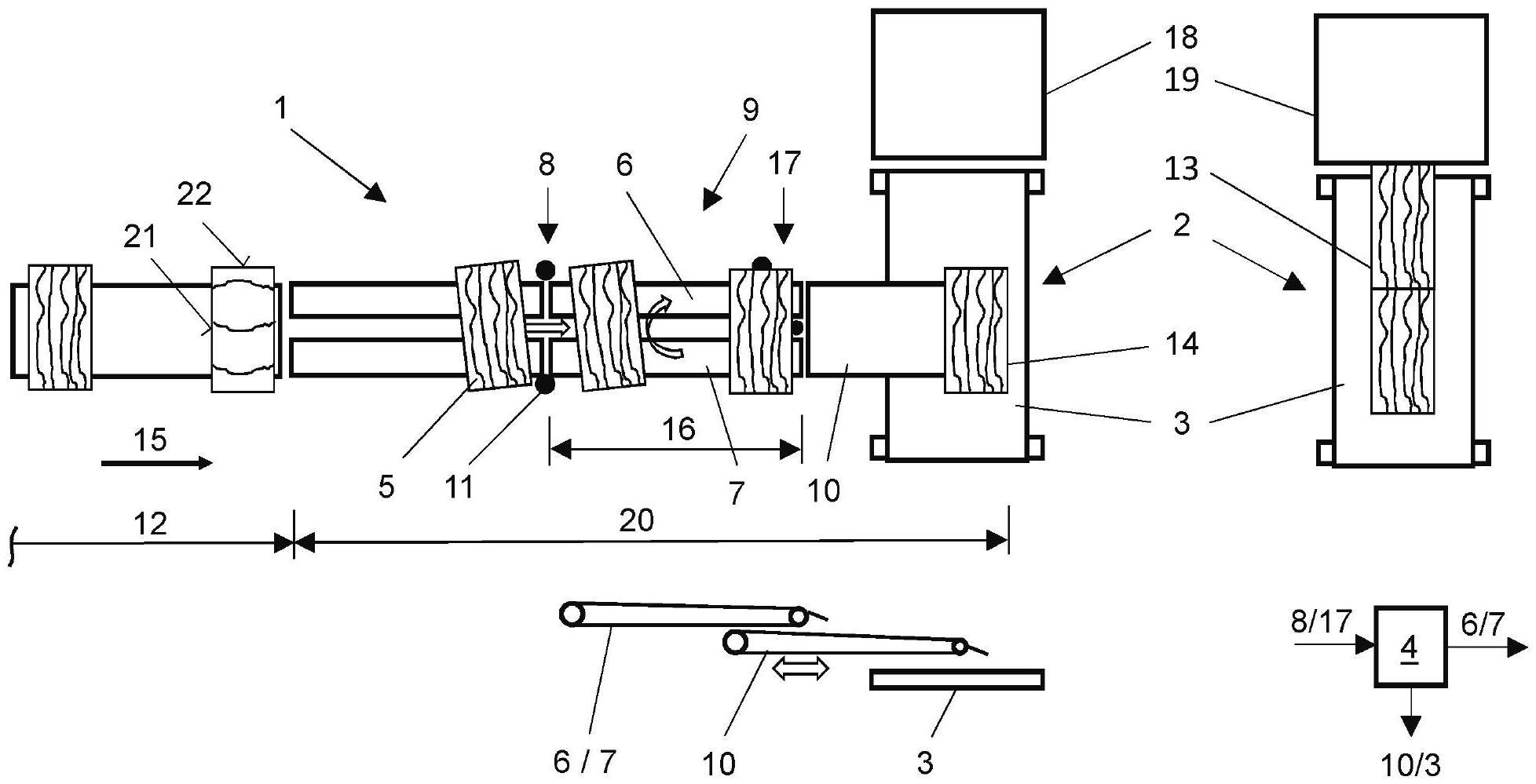
在胶合板生产过程中用于将贴面板放置和对齐成贴面板堆叠的设备和方法1.本发明涉及一种根据专利权利要求1的特征的用于在压力机中生产胶合板(装饰板)的过程中将贴面板放置(铺放)并对齐(定位)成贴面板堆叠(贴面板组件)的设备。2.本发明还涉及一种根据权利要求8的特征的用于在压力机中生产胶合板(furnierplatte)的过程中将贴面板放置并对齐成贴面板堆叠(贴面板组件)的方法。3.从de 198 82 772 c2已知一种用于将贴面板堆叠收集在一起并馈送到贴面板压力机的方法和设备,在压力机中,通过抵靠止挡件(相对于止挡件)运输来将贴面板对齐并堆叠。有时候该方法和设备必须人工支持。此外,该设备非常复杂,并实施成有多级,以便确保贴面板的堆叠(捆束)整齐。4.历史上随后随着de 10 2009 021 364 a1、de 10 2009 021 365 a1、de 10 2009 021 367 a1和de 10 2009 021 368 a1的公开,公开了以更高的速度传送产生贴面板堆叠的设备和方法。这些可能性的缺点是:贴面板边缘在快速输送和止挡件(挡板)处的对应的力的影响下受损或甚至折断。纤维方向对系统的设计也是决定性的,并且需要复杂的构造,以供在贴面板堆叠中纤维方向的多层的直径放置(径向铺放)。5.此外,由de 10 2012 209 929 a1公开了一种设备,在该设备中,借助相机对贴面板进行测量,并借助抓取系统对贴面板进行操纵和对齐。该设备的在其构造方面符合现有技术的高度下的相机测量和相应的协调抓取机器人的当前的技术要求,但是其特点是容易受到影响,且技术成本高。可以设想的是贴面板的定向与纤维方向无关。然而,由于贴面板越来越薄的趋势,抓取装置已不再能操纵这些贴面板,或者折断的贴面板部分引起的误差频率是无法接受的。该方法对于经涂胶的贴面板是不可能的。6.除了通常的为了生产贴面板堆叠而在循环压力机中进行压制的可能性以外,还可以由彼此相继地铺放的贴面板或贴面板堆叠形成贴面板串(贴面板条块),如de 35 40 567 a1或de 196 27 024 a1所示。7.原则上,在这些公开物中没有提供在没有止挡件的情况下对贴面板进行单独的对齐。如上文的批评中所解释的,贴面板越来越薄,越来越敏感。然而,即使没有相应的预先规定,目标也是要构造出一种平缓(保护性好的)且同时自动的处理方式,使得具有对齐功能的运输装置能够按照预先规定对齐贴面板,而不管贴面板的纤维方向如何。同时,还应避免由于外部引入的弯曲力导致贴面板内部形成起伏或张力,起伏或张力在生产过程中会导致贴面板在与工艺技术和方法技术相关的缺口(节孔(树眼)、缺陷等)处的部分损坏或分离。8.本发明的目的在于提出一种设备和方法,借助该设备和方法,贴面板能更平缓(保护性更好地)且可更自动地在运输路径上对齐,以便随后将贴面板受控地铺放到放置位置上,以形成贴面板堆叠或贴面板串(贴面板条块)。9.在该目的的扩展中,应开发出一种用于对齐贴面板的设备和方法,该设备和方法能够将贴面板的位置与输送装置对齐,并针对性地铺放,而与贴面板的纤维走向的定向无关。10.这目的也特别适用于无法或难以从上方操纵的经涂胶的贴面板。11.该目的从装置方面通过布置有一种设备来解决,该设备包括:[0012]-放置区域,该放置区域有固定的或可移动的底座(支架,底板),用于接纳贴面板,并用于将彼此叠置的多块贴面板堆叠形成贴面板堆叠或贴面板串(贴面板条段),[0013]-运输装置,用于将单独的贴面板运输到该放置区域,[0014]-对齐区域,其具有在运输装置的区域中的对齐单元,用于对贴面板进行预先给到的定位,[0015]其中,至少在该对齐区域中,在贴面板下方布置有彼此间隔开地布置且可单独控制的对齐带,[0016]至少一个用于位置识别的装置,用于沿运输方向在对齐区域之前或在对齐区域中对在运输装置上的贴面板的位置识别,以及[0017]控制装置,用于在对齐区域中对贴面板进行预先给定的定位,其中,该控制装置[0018]-适于处理用于贴面板的位置识别的装置的测量结果,并且[0019]-适于在对齐区域中对单独的对齐带进行差异化控制。[0020]在进一步的改进中,可以在用于位置识别的装置中布置有传感器,优选是非接触式传感器和/或光学传感器,其特别适于确定贴面板的纵向边缘和/或横向边缘的位置。也可设想3d扫描仪或相机系统,其适于感测贴面板的定位或位置。[0021]替代地或附加地,也可以在运输装置和/或对齐(定向)单元中布置有至少一个装置,用于通过逐点的、线状的和/或面状的力引入来提高贴面板在该运输装置处的摩擦。这些装置用于确保贴面板在运送带上的运输,并且可以从与运送带相对而置的表面侧,即从上面,将它们的力引入到贴面板中,或在贴面板下面通过带或是直接地将负压施加到贴面板处。[0022]由此,例如,可以在运输装置和/或对齐单元中布置有负压箱、负压带、球体、辊子或滚动体(滚轮),以对贴面板施加力。[0023]在一个替代的实施形式中,控制装置可以适于通过评估测量结果,生成和/或给出关于贴面板质量的说明,优选是关于纵向边缘相对于横向边缘的成角度的说明。[0024]替代地或附加地,控制装置可以与运输装置下游的至少一个操纵装置或输送装置有效连接,例如用于将贴面板铺放到底座(底板、基底)上的放置带,或用于传输测量结果和/或关于贴面板的说明。这些信息还可以被传输给整个生产系统的上级数据库或控制装置。[0025]优选地,用于将力引入到贴面板中,彼此间隔开的至少两个装置,优选是负压装置和/或轧压机(碾压机)可以布置为使得:通过装置的间隔能够调整贴面板的旋转角度,例如,在对齐带以相对于彼此不同的相对速度作业以使贴面板旋转时。[0026]该任务以用于在压力机中生产胶合板的过程中将贴面板对齐并放置成贴面板堆叠的方法解决,该方法具有以下步骤:[0027]-将贴面板置于运输装置上地(将置于运输装置上的贴面板)馈送到带有固定或可动的底座的放置区域,以由叠放在彼此之上的多块贴面板形成贴面板堆叠或贴面板串(贴面板条段/条块),[0028]-贴面板在运输装置的运输区域中通过对齐区域,以便借助对齐单元来对齐各贴面板,对齐单元由可分开控制的、在运输方向上无限循环的至少两条对齐带组成,[0029]-借助用于位置识别的装置,在对齐区域之前或在对齐区域中、在运输装置中对贴面板进行测量,以及[0030]-在对贴面板的位置进行测量之后,借助控制装置对测量结果进行处理,并以不同的速度设置来控制各对齐带及置于其上的贴面板,直到在对齐带上的贴面板达到预先给定的定位。[0031]优选地,对贴面板的位置的测量在运输移动期间进行。[0032]替代地或附加地,在运输移动减速期间和/或在贴面板的相对静止的状态时,在定位运动之外,执行将贴面板定位到预先给定的位置中。[0033]特别优选地,对贴面板的定位通过第二个用于位置识别的装置进行监控,必要时进行调控(调节)。[0034]替代地或附加地,用于位置识别的装置可以包括非接触式传感器,优选是光学传感器,这些传感器尤其可以用于贴面板的纵向边缘和/或横向边缘的位置识别。[0035]替代地或附加地,在运输装置中,贴面板至少可以有时借助负压被压到相应的用于运输的装置处,以提高静摩擦,优选借助在负压箱上方行进并可透过负压的运输带/对齐带。[0036]替代地或附加地,可以在对齐单元中使用至少一个装置,优选是滚动体、辊子或球体,用于优选地逐点地和/或线状地将力引入到贴面板中。通过从上方引入力,贴面板可以沿着一个点旋转。[0037]特别优选地,在对齐区域中,对贴面板横向于运输方向的定位进行移位或调整。[0038]替代地或附加地,用于位置识别的第一装置和/或第二装置的测量值可用于检查贴面板的质量,优选是检查纵向边缘与横向边缘的角度。当然,在此过程中也可设想借助相机系统来检查表面。[0039]对齐单元可以用于将贴面板交到放置区域处,或者由对齐单元将贴面板转送到合适的装置处,优选是到放置带处,以将贴面板铺放到放置区域中的底座上。[0040]替代地或附加地,可以将第一和/或第二位置识别的测量值传送给运输装置下游的操纵装置或输送装置处。[0041]替代地或附加的,可以使用彼此隔开的至少两个装置,优选是负压装置和/或轧压机,用于将力引入到贴面板中,其中,通过装置的间隔调整贴面板在定位过程中的旋转角度。[0042]在一个特定的实施例中,可以布置有多个用于引入力的装置,它们由控制装置根据定位的需要、或根据检测到的贴面板位置、或为了调整贴面板的旋转角度而进行控制。在此,在运输方向上的横向定位和/或纵向定位可以更容易地示出和实施。[0043]在这种情况下,可能特别优选的是,这些用于引入力的装置相对于水平和/或垂直方向可动地布置,以便灵活地或根据需要布置旋转点。例如,从上面压下的一个滚动体(滚筒/滚轮)或从下面靠在贴面板和/或对齐带处的抽吸装置可以将力引入贴面板中,以供固定。“固定”不仅是指绝对的静态的固定,而是在本发明的意义上它是指,力的引入足以进行测量,以影响由于对齐带而产生的位置变化。[0044]特别是,在力从上方引入的情况下,可以规定,将该装置实施成一个或多个钉状销。在多个销的情况下,应在水平面中或平行于贴面板的位置变化的平面上提供一自由度,例如,通过旋转接头,由此使得贴面板不会由于对齐带的操纵受损。[0045]控制装置也可实施为调控装置,优选是基于计算机系统的调控装置。具体地规定,在控制装置中布置有计算机程序产品,用于执行所述方法。[0046]基于现有的或提供的测量技术和已安装的可控制的设备(马达、机械手、驱动器、光栅、....),可以规定从该设备向控制装置提供从必要到广泛的信息数据,以便优化工艺流程和/或设备。[0047]特别是,用于对齐的装置可以与用于在放置(铺放)区域中的底座(底板、基底)上优化地且位置正确地铺放贴面板的设备有效连接,在此在本示例中,该设备是(可逆的)放置带。在本发明的意义内,用于对齐的装置还包括铺放的方面。这就说明了,控制装置也与单独的放置带和/或如有可能的话可动的底座、或者是与它们的控制装置和/或驱动器有效连接。这也应包括这一领域中的任何传感器技术。由此,该设备,特别也是控制装置,不仅适于用于对齐,而且也适于将贴面板在底座上或已铺放的贴面板上最佳地定位,该已铺放的贴面板已经放置在了底座上。[0048]在一个特别优选的实施形式中,如果控制装置基于贴面板的位置数据承担了贴面板堆叠或贴面板串的形成,并生成和传输必要的控制信号和/或调节(调控)信号,以便在底座上的预先设置的位置处铺放贴面板,那么借助用于对齐的装置的控制装置和在此现有的测量技术,放置区域中的系统底座/放置带在其自动化工作量方面就可以减少。[0049]然而,为了质量控制(质量检查),可能有意义的是,在放置区域中设置有传感器,用于检测和控制所铺放的贴面板,还以便产生可能的修正系数,该修正系数又流入(输入)控制装置。[0050]如所述的,放置(铺放)区域可以布置在循环运行式压力机或连续运行式压力机之前。关于贴面板堆叠的转运或关于贴面板串的产生(制备)的进一步的细节基本上已在现有技术中进行了描述。在循环式压力机中,可以控制可动的底座,使得部分存在的贴面板堆叠对于每块进入(到达)的贴面板、根据进入(到达)的贴面板的位置移动,以便实现最佳的铺放位置。在形成贴面板串时,可能需要首先放置具有阶梯状的定向的贴面板堆叠,然后通过适当的运输手段将该贴面板堆叠对应地放在进入连续运行式压力机的贴面板串(贴面板条段/条块)上。[0051]放置区域或其输送方向像在图示的实施例中那样与运输装置的运输方向横向地布置并不是绝对必要的。该放置区域也可以成一定角度地或平行地布置,且通常根据现场的可用的空间或其他标准来决定。[0052]即使根据附图的实施示例反映了设备和工艺流程(方法过程)的优选的实施形式,但是在支持本发明的各个方面,改进或替代的可能性在此都是可设想的,并且可以变化地相互组合。[0053]例如,对齐单元也可直接用作用于铺放的放置带。在运输区域或运输装置之前,贴面板堆可以布置在准备区域(供货区域)内,系统也可以按照优选地预先给定的顺序和定向来提供贴面板堆并将其交给运输区域。如果需要贴面板堆叠的分层的构造,其中的纤维方向有规律地交替,这是尤为有利的。在现有技术中,对于每个纤维方向都需要一个单独的运输装置。由于几乎无接触的对准(对齐)功能,可以省去止挡件和专门的运输装置。然而,这并不一定意味着这些装置不能支持性地按需使用。[0054]还要再次总结的是,本设备适于加工贴面板的不同的纤维方向。贴面板的纤维方向可以横向于或纵向于(沿着)运输装置的运输方向定向(对齐),然而贴面板平缓(保护性好地)且位置正确地被对齐。[0055]本发明的主题的其它有益措施和设计构造均在从属权利要求及以下借助附图的描述中加以阐释。附图说明[0056]在唯一的附图中示出了用于生产胶合板的系统或设备的多个方面。具体实施方式[0057]为此,贴面板5在准备区域12中沿运输方向15供应,并被交给运输装置1。运输装置1将对应的贴面板5沿着运输区域20运输到放置区域2,以在底座(支架、底板、基底)3上产生贴面板堆叠14。纯粹示意性地,在右侧平行地示出了另一个放置区域3,在该放置区域处可形成贴面板串(贴面板条块)13并将其连续送入连续运行式压力机19。与此相反,贴面板组件(贴面板堆叠)14被送入循环运行式压力机18。放置区域2的设计构造在此纯粹是示意性地并且是不完整地实施的,就像相应的压力机18/19一样。在压制贴面板堆叠14或贴面板串13之后,生产出胶合板(未示出)或可分割成胶合板的经压制的贴面板串(未示出)。[0058]运输装置1的运输区域20通常与整个系统的预先规定(规格)和生产胶合板的规格(工艺要求)相适应。因此,运输装置1中存在有变量参数和设置可能性。不过,常见的是在对齐区域16中布置有对齐单元9,对齐区域16应是运输区域20的一个构成部分。运输区域通常沿运输方向15在开始处包括贴面板5被移交给的区域或贴面板5所到达的区域,并以贴面板5在放置区域2中铺放于底座3上来结束。运输区域1因此按需构造。特别优选的是,如在该实施例中所示,布置有优选地可逆的放置带10,其将贴面板位置正确地铺放在底座3上的预先给定的位置处。当然也可设想其它用于此的操纵手(操作器)。例如,如上所述,对齐单元9也可以承担放置带10的任务。然而,考虑到自动化的工作量,并不必然推荐这样做。[0059]从准备区域12到达的贴面板被交到运输区域20,并且在对齐区域16中由对齐单元9进行对齐(校准/定向)。为此,贴面板5借助用于位置识别的装置8的传感器11进行测量。测量值在控制装置4中进行处理,并且对齐带6和7以经计算的不同的速度值进行控制,以对齐贴面板5。对齐带6和7的不同的速度值保持不变,直到贴面板5根据预先规格(规定)对齐。优选地,在降低贴面板的速度的负加速斜坡期间进行该对齐(校准)。替代地,对齐带可将贴面板5制动至静止状态,并仅通过移动一根对齐带6或7来执行对齐。可以提供逐点的、线状的或(平)面状的力引入点,以便支持贴面板的对齐移动,或以便产生旋转点(支点)。[0060]在贴面板5对齐期间或之后,其他的传感器11或第二个用于位置识别的装置17可以测量贴面板5和/或确认贴面板5的对齐(定向)或位置。[0061]以有利的方式和方法,现在可以展现的是,通过过时的操纵手或甚至是人工地在准备区域12中提供贴面板,而贴面板5相对于贴面板堆叠(贴面板捆)14的对齐和铺放则可以自动化地展现。[0062]优选地,对齐单元9尽可能靠近放置区域2布置,因为每次过渡到另一条传送带又会导致相对于运输方向15的位置的改变。[0063]贴面板5通常为矩形,具有纵向边缘21和横向边缘22,其中,纵向边缘21优选地且基本上横向于运输装置1的运输方向15布置。图中示出,在对齐区域16中,通过用于位置识别的装置8及其传感器11对到达那里的倾斜的贴面板5进行测量,接着通过对齐带6/7进行旋转并对齐。在此,贴面板的位置在第二个用于位置识别的装置17中进行测量和控制,并且接着交给放置带10,且在放置区域2中铺放到底座3上。为了说明贴面板5的可能的顺序,在准备区域12中示出了具有横向延伸的纤维方向(示意性画出)的贴面板,而逆着运输方向15的贴面板又具有纵向延伸的纤维方向。[0064]附图标记列表:zp1022[0065]1.运输装置[0066]2.放置区域[0067]3.底座[0068]4.散布装置[0069]5.贴面板[0070]6.对齐带[0071]7.对齐带[0072]8.用于位置识别的装置9.对齐单元10.放置带(可逆)[0073]11.传感器[0074]12.准备区域[0075]13.贴面板串[0076]14.贴面板堆叠[0077]15.运输方向[0078]16.对齐区域17.用于位置识别的装置(第二)18.压力机19.压力机(连续式)[0079]20.运输区域[0080]21.纵向边缘22.横向边缘。
本文地址:https://www.jishuxx.com/zhuanli/20240615/73226.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表