一种封边设备及家具封边工艺的制作方法
- 国知局
- 2024-07-11 15:23:14
本申请涉及家具封边,特别涉及一种封边设备及家具封边工艺。
背景技术:
1、现有的封边设备使用时,通过涂胶轮上的粘胶涂在封边带上,利用压带轮将封边带压在所需要的地方,但这种封边工艺容易出现反弹开胶的问题,常规工艺中封边材料与板件的压合完全依靠人工操作,而且需要工人二次压合,存在浪费时间以及质量的缺陷风险。
技术实现思路
1、本申请的目的在于至少解决现有技术中存在的技术问题之一。为此,本申请提出一种封边设备,能够提高产品质量和延长使用寿命,有效解决现有封边工艺存在的问题。
2、本申请还提出一种家具封边工艺。
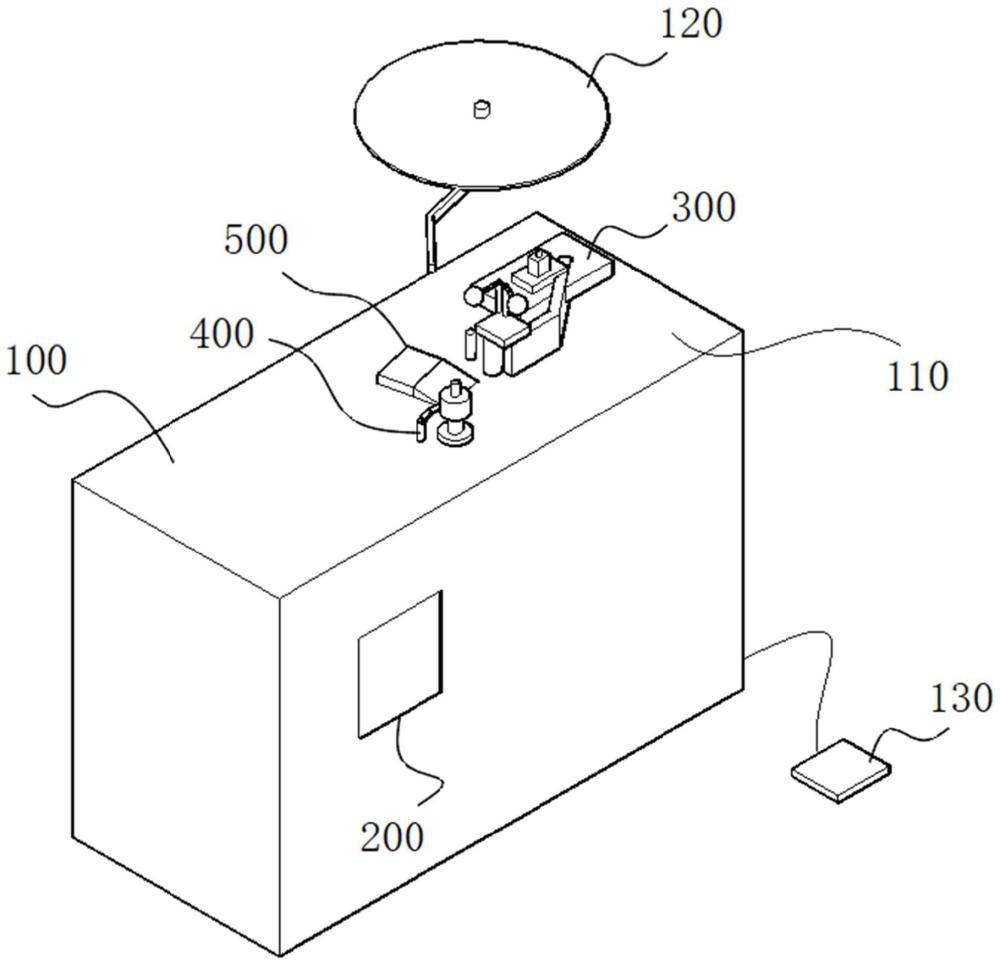
3、根据本申请第一方面实施例的封边设备,包括:
4、机架,具有操作平台;
5、供胶装置,设置在所述机架内,所述供胶装置包括储胶容器、第一加热部件和供胶管道,所述第一加热部件设置在所述储胶容器内并用于加热胶粘剂,所述供胶管道用于输出所述储胶容器内的胶粘剂;
6、封边装置,设置在所述操作平台上,所述封边装置包括涂胶组件和压带组件,所述供胶管道与所述涂胶组件连接,以使所述涂胶组件适于执行涂胶动作,所述压带组件配合所述涂胶组件设置,以使所述压带组件适于执行封边动作;
7、压轮部件,设置在所述操作平台上,所述压轮部件与所述封边装置配合设置,以使所述压轮部件适于执行压合动作。
8、根据本申请的第一方面实施例的封边设备,至少具有如下有益效果:通过在封边装置的基础上配合设置压轮部件,可以使得封边过程中有持续的压力可以施加在封边材料上,实现了封边材料与板件的复压动作,解决了封边材料与板件易出现的反弹开胶问题。
9、根据本申请的第一方面实施例所述的封边设备,所述封边装置还包括进胶部、胶流管道和胶量调节部件,所述供胶管道与所述进胶部密封连接,所述进胶部通过所述胶流管道与所述涂胶组件密封连接,所述胶量调节部件作用于所述胶流管道上,以使所述胶量调节部件适于调节所述涂胶组件的胶粘剂输出量。
10、根据本申请的第一方面实施例所述的封边设备,所述压轮部件包括定位组件和压合组件,所述定位组件置在所述操作平台上,所述压合组件可活动地设置在所述定位组件上并用于执行压合动作。
11、根据本申请的第一方面实施例所述的封边设备,所述压轮部件还包括偏心杆和弹力件,所述偏心杆的一端与所述定位组件活动连接,所述偏心杆的另一端设有所述压合组件,所述弹力件作用于所述偏心杆,以使所述压合组件具有维持压合动作的趋势。
12、根据本申请的第一方面实施例所述的封边设备,所述封边设备还包括设置在所述操作平台上的第二加热部件,所述第二加热部件与所述压轮部件配合设置,以使所述第二加热部件适于在所述压轮部件执行压合动作时调节胶粘剂的温度。
13、根据本申请的第一方面实施例所述的封边设备,所述操作平台上设有置料平台;
14、和/或所述操作平台上设有用于控制所述供胶装置的开关部件。
15、根据本申请第二方面实施例的家具封边工艺,使用如本申请的第一方面实施例所述的封边设备,包括以下步骤:
16、将胶粘剂倒入所述储胶容器内,将所述供胶管道与所述涂胶组件连接,通过所述第一加热部件将胶粘剂加热至第一温度区间范围内的温度确保胶粘剂能输送至所述封边装置;
17、调节所述第一加热部件,将胶粘剂加热至第二温度,通过所述涂胶组件执行涂胶动作,使胶粘剂覆盖在封边材料的表面上,通过所述压带组件将封边材料与家具板件边缘接触,使家具板件的边缘面与封边材料初步贴合;
18、调整所述压轮部件,使所述压轮部件将预设压力区间范围内的压力施加在初步贴合的封边材料上,使封边材料与家具板件边缘紧密结合;
19、根据胶粘剂固化的时间静置预设时间,完成封边工艺。
20、根据本申请的第二方面实施例所述的家具封边工艺,胶粘剂包括以下质量百分比的制备原料:
21、聚丙烯酸甲酯-60-70%;
22、二氧化硅-5-10%;
23、三羟甲基丙烷三丙烯酸酯-3-8%;
24、氨基丙基三乙氧基硅烷-2-5%;
25、二丁基羟基甲苯-0.5-1%;
26、二苯甲酮-2-5%;
27、聚二甲基硅氧烷-2-5%。
28、根据本申请的第二方面实施例所述的家具封边工艺,胶粘剂的制作方法包括以下步骤:
29、s1:按照胶粘剂的原料组成准备并称量原料,将聚丙烯酸甲酯、二氧化硅、三羟甲基丙烷三丙烯酸酯、氨基丙基三乙氧基硅烷、二丁基羟基甲苯加入反应釜中,在110-130℃真空下持续搅拌,形成均一的混合物溶液;
30、s2:向s1所得的混合物溶液中加入二苯甲酮,继续搅拌分散;
31、s3:向s2所得的混合物中加入聚二甲基硅氧烷,搅拌混合,得到初态的胶粘剂;
32、s4:将初态的胶粘剂保温到95-105℃,再进行负压真空处理,排泡后,得到所述胶粘剂。
33、根据本申请的第二方面实施例所述的家具封边工艺,所述第一温度区间为140-150℃,所述第二温度为160℃,所述预设压力区间为2.5-3mpa,所述预设时间为3-5min;
34、所述s1中,搅拌时间为10至20分钟;
35、所述s2或s3的至少之一中,搅拌时间至少为10分钟。
36、不难理解,本申请第二方面实施例中的家具封边工艺,具有如前所述第一方面实施例中的封边设备的技术效果,因而不再赘述。
37、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:1.一种封边设备,其特征在于,包括:
2.根据权利要求1所述的封边设备,其特征在于:所述封边装置还包括进胶部、胶流管道和胶量调节部件,所述供胶管道与所述进胶部密封连接,所述进胶部通过所述胶流管道与所述涂胶组件密封连接,所述胶量调节部件作用于所述胶流管道上,以使所述胶量调节部件适于调节所述涂胶组件的胶粘剂输出量。
3.根据权利要求1所述的封边设备,其特征在于:所述压轮部件包括定位组件和压合组件,所述定位组件置在所述操作平台上,所述压合组件可活动地设置在所述定位组件上并用于执行压合动作。
4.根据权利要求3所述的封边设备,其特征在于:所述压轮部件还包括偏心杆和弹力件,所述偏心杆的一端与所述定位组件活动连接,所述偏心杆的另一端设有所述压合组件,所述弹力件作用于所述偏心杆,以使所述压合组件具有维持压合动作的趋势。
5.根据权利要求1所述的封边设备,其特征在于:所述封边设备还包括设置在所述操作平台上的第二加热部件,所述第二加热部件与所述压轮部件配合设置,以使所述第二加热部件适于在所述压轮部件执行压合动作时调节胶粘剂的温度。
6.根据权利要求1所述的封边设备,其特征在于:所述操作平台上设有置料平台;
7.一种家具封边工艺,其特征在于,使用如权利要求1至6任一项所述的封边设备,包括以下步骤:
8.根据权利要求7所述的家具封边工艺,其特征在于:胶粘剂包括以下质量百分比的制备原料:
9.根据权利要求8所述的家具封边工艺,其特征在于:胶粘剂的制作方法包括以下步骤:
10.根据权利要求9所述的家具封边工艺,其特征在于:所述第一温度区间为140-150℃,所述第二温度为160℃,所述预设压力区间为2.5-3mpa,所述预设时间为3-5min;
技术总结本申请公开了一种封边设备及家具封边工艺,封边设备包括机架,具有操作平台;供胶装置设在机架内,供胶装置包括储胶容器、第一加热部件和供胶管道,第一加热部件设在储胶容器内并用于加热胶粘剂,供胶管道用于输出储胶容器内的胶粘剂;封边装置设在操作平台上,封边装置包括涂胶组件和压带组件,供胶管道与涂胶组件连接,涂胶组件适于执行涂胶动作,压带组件配合涂胶组件设置,以使压带组件适于执行封边动作;压轮部件设在操作平台上,压轮部件与封边装置配合设置,以使压轮部件适于执行压合动作。通过封边装置和压轮部件的配合设置,使得封边过程中有持续的压力可以施加在封边材料上,实现了封边材料与板件的复压动作,解决了反弹开胶的问题。技术研发人员:柯建生,郑智华,王群,叶平,阮君冰受保护的技术使用者:索菲亚家居股份有限公司技术研发日:技术公布日:2024/2/8本文地址:https://www.jishuxx.com/zhuanli/20240615/74342.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。