一种木质餐具的生产方法
- 国知局
- 2024-07-11 15:23:18
本发明涉及餐具生产领域,具体涉及一次性木质餐具的生产工艺。
背景技术:
1、一次性餐具,如一次性筷子、一次性木质刀、叉、勺,目前被广泛使用。特别是在限塑要求的情况下,木质餐具逐步取代了塑料餐具。
2、在现有的一次性木质餐具生产技术中,烘干步骤往往在一次性筷子或木质刀叉成型之后,成型后的筷子和木质刀、叉、勺在烘干时会发生弯曲变形,特别是半成品的筷子为细长条形状,不能做到均匀烘干,极易弯曲变形,导致合格率降低,增加生产成本。
3、此外,现有技术生产的一次性筷子通常采用两端颠倒切割,形成双联式,在使用时需要掰开,掰开时容易产生毛刺、偏缝、断裂等问题。
技术实现思路
1、针对上述问题,本发明将烘干步骤移至产品成型之前,再确切地说,是在圆木被旋切或刨切成板材之后、板材在加工成各个小的独立餐具之前,进行整体大板材的烘干。本发明解决了一次性木质餐具生产过程中在成型后进行烘干所导致的容易变形的问题,提高了成品率。
2、为了达到上述目的,本发明提供一种木质餐具的生产方法,包括如下步骤:
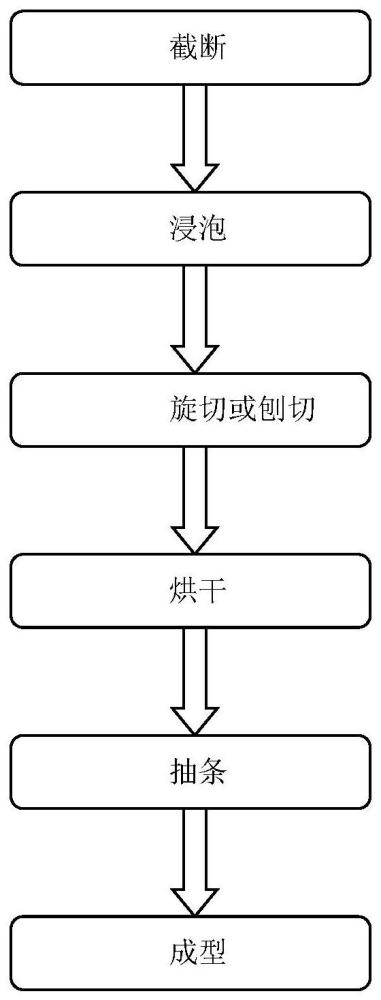
3、s1、截断:将树干原木按生产需要的长度截断成所需木段;
4、s2、保证木材含水率达标:当木材含水率小于60%时,用水浸泡木材,浸泡阶段,还需根据木材的密度不同选择是否需要升温软化木材,使含水率达到60%~80%;
5、s3、制板(坯、片):利用旋切或刨切机将木材制成板材,制备薄木板或薄木片;
6、s4、烘干:采用烘干窑或烘干机烘干板材,使板材含水率达到12%以下;
7、s5、产品定型:将板材制成所需的成品筷子或成品刀、叉、勺。
8、本发明所述木质餐具为成品筷子时,步骤s1所述长度为成品筷子长度的整数倍,步骤s3所述板材厚度能满足生产成品筷子所需的厚度,而步骤s5包括如下分步:
9、s5a1、抽条:用抽条机将步骤s4所得板材分切成条状,将条状原料截断为所需筷子长度;
10、s5a2、成型:使用成型机将截断后的筷子两端加工成所需形状。
11、优选方式下,步骤s5a2中成品筷子包括分切成独立两根的步骤,从而使一次性筷子成品为独立的两根,使用时不需要手动掰开,不会产生毛刺、偏缝、断裂问题。
12、此外,本发明所述木质餐具还可以是成品刀、叉、勺,此时,所述步骤s5包括如下分步:
13、s5b1、制坯:按照刀、叉、勺的制备需求生产出板材形式的刀、叉、勺毛坯件;
14、s5b2、成型:使用热压机(或铣床或磨床)将所述板材形式的刀、叉、勺毛坯件压制(或铣,磨)出刀、叉、勺成品形状;
15、s5b3、磨光:将通过步骤s5b2处理后的餐具打磨至表面光滑;
16、s5b4、喷浸食品级防水材料:在餐具表面喷浸食品级防水材料,喷浸食品级防水涂层的作用是防止餐具遇水曲面复原,同时防止木材吸水,增加了柔韧性;
17、s5b5、干燥:烘干机烘干或自然晾干餐具表面的防水材料。
18、优选方式下,步骤s5b4中所述食品级防水材料为苯乙烯-丙烯酸酯、聚氨酯或聚乙烯,也可以选用其他符合国家标准要求的防水材料。
19、上述可知,木质餐具为成品刀、叉、勺时,多了一个步骤s5b5干燥的要求。此步骤与现有技术烘干或干燥的步骤不同,其目的仅用于将表面的防水材料固定干燥,并非主要针对木材中的含水情况进行干燥。
20、本发明中木质餐具在生产过程,仅需要在旋切或刨切步骤后进行烘干,后续过程不需要再进行烘干。本发明的有益效果在于:生产木质餐具时在旋切或刨切步骤后对板材进行烘干,不会导致板材变形,不合格的产品仅为木材本身的缺陷,合格率升高,降低生产成本,提高经济效益。此外,成品筷子不需要在使用时掰开,不会产生毛刺、偏缝、断裂问题,方便使用。传统掰开的筷子,如果一根筷子不良那么整双筷子便为不良,本发明的成品筷子为单独两根,如果一根筷子不合格,只需替换不合格的一根筷子即可,降低了一次性筷子的生产成本。
技术特征:1.一种木质餐具的生产方法,其特征在于,包括如下步骤:
2.根据权利要求1所述木质餐具的生产方法,其特征在于,所述木质餐具为成品筷子,所述步骤s5包括如下分步:
3.根据权利要求2所述木质餐具的生产方法,其特征在于,步骤s5a2中成品筷子包括分切成独立两根的步骤。
4.根据权利要求2所述木质餐具的生产方法,其特征在于:
5.根据权利要求1所述木质餐具的生产方法,其特征在于,所述木质餐具为成品刀、叉、勺,所述步骤s5包括如下分步:
6.根据权利要求5所述木质餐具的生产方法,其特征在于,步骤s5b4中所述食品级防水材料为苯乙烯-丙烯酸酯、聚氨酯或聚乙烯。
7.根据权利要求5所述木质餐具的生产方法,其特征在于步骤s3,利用旋切机将木材旋切成薄木板或薄木片,或者利用刨切工艺制备薄木板或薄木片。
技术总结本发明公开了一种木质餐具的生产方法,包括如下步骤:S1、截断:将树干原木按生产所需长度截断成所需木段;S2、保证木材含水率达标:当木材含水率小于60%时,用水浸泡木材,使其含水率达到60%~80%;S3、制板(坯、片):利用旋切机或刨切机将木材制成板材;S4、烘干:采用烘干窑或烘干机烘干板材,使板材含水率达到12%以下;S5、产品定型:将板材制成所需的成品筷子或成品刀、叉、勺。本发明将烘干步骤移至产品成型之前,确切地说,是在圆木被旋切或刨切成板材之后、板材在加工成各个小的独立餐具之前,进行整体大板材的烘干。本发明解决了一次性木质餐具生产过程中在成型后进行烘干所导致的容易变形的问题,提高了成品率。技术研发人员:胡伟,许可受保护的技术使用者:东北财经大学技术研发日:技术公布日:2024/2/8本文地址:https://www.jishuxx.com/zhuanli/20240615/74345.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表