刷子修整设备以及用于修整刷子的方法与流程
- 国知局
- 2024-07-11 17:06:00
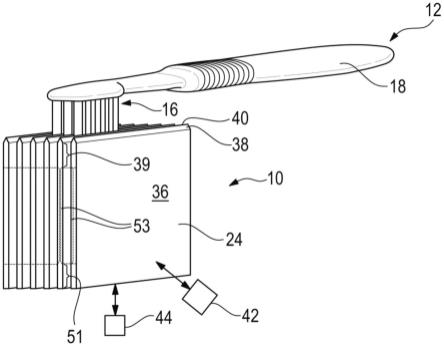
1.本发明涉及用于从刷毛联合部中去除突出的刷毛的刷子修整设备,该刷毛联合部的刷毛紧固在刷毛载体上并且这些刷毛与该刷毛载体共同形成刷子的至少一部分,其中该刷毛联合部具有自由端部。2.此外,本发明涉及用于从刷子的刷毛联合部中去除突出的刷毛的方法。背景技术:3.有不同方法可将刷毛或者全部的刷毛束紧固在刷毛载体上。这可以借助于锚固器或者结来实现,锚固器被压入到刷毛载体内开口的壁部或底部中,或者不使用锚固器。如果采用无锚固方法,则刷毛例如在其紧固端被包覆成型,或者被穿插过刷毛载体内的开口之后,被焊接或熔合在背面。另一个方法则是,将刷毛或者刷毛束加厚的紧固端部插入盲孔中,并且通过刷毛载体的变形而使该紧固端部在边缘区域内在前侧变窄。所提出的该关于无锚定紧固的方法仅是举例,而且对本发明不构成限制。不能排除,一个或更多个刷毛的自由端部相对于刷毛联合部伸出得太远,这对于所有该些制造刷子的方法都适用。刷毛联合部不在一个平面上终止或者比如在一个锯齿状或是曲面轮廓中刚好终止,事实上这在很多情况下是理想的,因为刷毛端部的位置存在一定程度的不一致会使刷子的功能性更好。比如发梳,通过刷毛联合部端部一定程度上的“不平坦”,即某些故意突出的刷毛,能更容易地进入头发中。在牙刷中,刷毛联合部在端部具有较大柔韧性,如果大量刷毛相对于其它刷毛刻意突出,则可以保护牙龈。因而对于很多刷子,刷毛联合部内部的刷毛在理想的情况下是终止于一定的公差阈值内,而没有完全正好地处于一个平面上。所有端部终止于一个平面内,这在技术上也是无法实现的,因为总会有制造公差。这又特别与借助于锚固器或者结来紧固刷毛束有关,因为必须通过锚固器或者结将多个刷毛折叠,并且经常会出现这种情况,即各刷毛不会被锚固器或者结分成相等长度的两半。4.因此,刷子制造商设定了一定的公差,刷毛联合部的刷毛端部应当或者被允许在该公差范围内终止。5.在现有技术中,如何修整突出太远的刷毛或者带有此类刷毛的刷子,已有多个不同方法。一个方法是,切断突出的刷毛。但是这些刷毛就不再是圆角的,而是边缘锋利的。仅当其它刷毛也未倒角的情况下,才能接受此种情况。如果刷毛是尖的,则将各刷毛齐平地切断同样也是不可接受的。因为后续切断的刷毛处于刷毛联合部中,不可能再使切割后的刷毛变尖。6.对于已倒角的和已做尖的相对于刷毛联合部伸出得太远的刷毛,则因此采取一个方法,即手动将该突出的刷毛从刷毛联合部中拔出来。7.从de 37 42 771 a中已知一个方法,例如通过首先使一块止动板移动靠近刷毛联合部,然后用刀将侧向突出的刷毛压向止动板并在此切断,由此切断突出的刷毛。如果边缘处的刷毛向外弯曲并且侧向伸出时,尤其适用该方法。另一个方法则在于,两个夹紧件在刷毛联合部端部区域内相对移动,从而就像镊子般夹住突出的刷毛。然而重要的是,该两个夹紧件要极其贴近突出的刷毛会合到一起,否则夹不住该突出的刷毛,而是该突出的刷毛仅能由两个夹紧件中的一个推开并且压弯。技术实现要素:8.因此本发明的目的是,找到一种刷子修整设备和用于修整刷子的方法,它们使得手动修整变得多余并且通过它们能够从刷毛联合部中去除突出的刷毛。9.所述目的通过用于从刷毛联合部中去除突出的刷毛的刷子修整设备得以实现,该刷毛联合部的刷毛紧固在刷毛载体上,并且与该刷毛载体共同形成刷子的至少一部分,其中该刷毛联合部具有自由端部。根据本发明的刷子修整设备包括至少三个平行的、特别是板状的夹紧件,这些夹紧件具有朝向自由端部的末端边缘,其中该末端边缘以楔形形状在朝着刷毛联合部端部的方向上聚拢地延伸,并且所述刷子修整设备具有驱动装置,该驱动装置使夹紧件彼此间隔开并且能够使所述夹紧件的夹紧侧面彼此相对移动,以便在所述夹紧侧面之间夹紧突出的刷毛。驱动装置还可以使移向彼此的夹紧件从刷毛载体移开,以便从该刷毛载体中拔出突出的刷毛。10.根据本发明的刷子修整设备将刷毛联合部细分成许多段,这意味着,因为至少三个板状夹紧件而分成至少两段。由此确保,当整个刷毛联合部的刷毛最后移动到其所属的两个夹紧件之间并被夹紧在那里时,几乎不弯曲或者完全没有变曲。重要的还有楔形的末端边缘,因为该末端边缘确保了,刷毛联合部被分成这些不同的段并且没有刷毛贴靠在夹紧件平坦的端侧上并在那里弯曲。更确切地,刷毛平行或者几乎平行地、没有明显弯曲地进入夹紧件之间的区域。刷毛联合部的自由端部则由该刷毛联合部的刷毛的自由端部确定。11.在与突出的刷毛的接触区域内,可以对夹紧侧面优选地,进行平直且彼此平行的定向。闭合方向优选地垂直于夹紧侧面或平直的接触区域。12.或者,夹紧件可以在优选平直的、横向于拉出方向的接触区域内具有凹槽,然后严重突出的刷毛在其弹性变形中被部分地压入该凹槽中,使得当该突出的刷毛必须被拔出的时候,不会再相对于夹紧件滑掉。因此可以提高夹持力,而不存在突出的刷毛折断的风险。13.另一种替代方法则规定,在接触区域和另一端之间,夹紧件在夹紧侧面上有凹口。这具有的好处是,在存在凹口的中间区域内,相邻的夹紧件之间没有接触,并且始终确保在接触区域中夹住突出的刷毛。尤其是作用力在中间区域内施加到板状夹紧件上。14.楔形形状优选地在板体的整个纵向边缘上延伸,并且可以向边棱逐渐变细。15.楔形末端边缘可以可选地向刷毛载体的方向具有高度,该高度大于2mm。这足以深入刷毛联合部中并将其分开。16.夹紧件具有比如最多2mm的最大厚度。17.为了更容易地生产根据本发明的刷子修整设备,所有的夹紧件可以有相同的几何结构,但至少也要在末端边缘区域内有相同的几何结构。18.刷毛载体总是具有面对其刷毛联合部自由端部的前侧,该刷毛联合部从刷毛载体中伸出来。根据本发明的一个变型,夹紧件垂直于前侧延伸,准确地说,垂直于前侧区域延伸,该夹紧件位于该前侧区域内并且理论上可以在该前侧区域内拔出突出的刷毛。根据本发明的刷子修整设备实际上也可以用于圆形刷或者带有弧形刷毛载体的刷子。在这种情况下,前侧不是平直的,使得夹紧件通过在几个周期内在要加工的区段中拔出突出的刷毛而可以在几个周期内优化刷毛联合部。然后,在各周期之间比如将刷毛载体旋转(对于圆形刷)或者续进(weitertakten),例如针对弧形发刷。19.刷毛载体可以具有长形延伸的刷毛区域,例如像牙刷或者发刷那样。夹紧件在此种情形下优选在刷毛区域的纵向方向上延伸,这样相对较少的夹紧件就足够了,并且同时夹紧件彼此之间的距离(只要它们没有彼此接近)很小。由于夹紧件之间的间距很小,可以夹紧刷毛的精确度提高了。当夹紧件彼此接近并且伸出太远的刷毛的自由端部进入所述夹紧件的夹紧范围内时,处于两个仍未彼此抵靠的夹紧件之间的空隙边缘上的刷毛,实际上只弯曲了一点。20.之前提到过,为了拔出突出的刷毛,在夹紧之后从刷毛载体上移开夹紧件,这自然意味着在夹紧件和刷毛载体之间的一种相对运动。当然,板体一样可以保持静止状态,而刷毛载体相对于所述夹紧件从其移开。21.可能会有多个依次进行修整工作的夹紧件组,其中第一组的夹紧件相对于要进行修整的刷毛载体的定向不同于第二组的夹紧件。第二组的夹紧件特别地与第一组的夹紧件成直角定向。22.此外,本发明还涉及一种用于从刷子的刷毛联合部中去除突出的刷毛的方法,其中该刷毛联合部具有自由端部。该方法的特征在于下列步骤:23.至少三个平行的、彼此间隔开的夹紧件朝着刷毛联合部的自由端部移动,其中,这些夹紧件具有朝向自由端部的末端边缘,该末端边缘以楔形聚拢地延伸至其端部,使得该刷毛联合部在至少三个夹紧件之间被划分,其中夹紧件保持与刷毛载体间隔开,使得仅突出的刷毛进入夹紧件的夹紧侧面区域,24.夹紧件彼此相对移动,使得突出的刷毛被夹紧在相邻夹紧件的夹紧侧面之间,并且25.从刷毛载体上移开夹紧件,从而从刷毛载体上拔出突出的刷毛。26.如之前参照根据本发明的刷子修整设备所解释的,刷毛联合部可以具有参考自由端部而言的纵向方向并且夹紧件然后可以在纵向方向上定向。27.优选地,夹紧件在平坦侧面的范围内彼此间隔开地向着刷毛联合部移动,这不应理解为限制。28.该运动在此可以朝向自由端部进行,即夹紧件基本上在刷毛的纵向方向上朝刷毛联合部移动,或者侧向在端部区域中移入刷毛联合部中。29.夹紧件至刷毛载体的间距选择为,使得准确就位的刷毛端部伸入楔形末端边缘区域,而不进入夹紧侧面区域。这种定位确保了夹紧件将刷毛联合部细分成几个部分。30.刷毛联合部的刷毛端部优选是做尖的,此处或是化学方法和(或)是机械方法做尖。31.楔形的末端边缘和夹紧件的数量可以与刷毛端部匹配为,使得准确就位的刷毛端部,即,那些没有过分突出的刷毛端部不会在末端边缘之间被夹紧而被夹紧件拔出。这意味着,实际上很容易将刷毛端部夹紧在相邻夹紧件的楔形末端边缘之间,然而随后当从刷毛载体上移走夹紧件时,准确就位的刷毛则从末端边缘之间的区域内滑出来,而不被拉出刷毛联合部。32.可选地,楔形末端边缘和夹紧件的数量与刷毛端部匹配并且夹紧件以如下距离移动进入刷毛联合部,即使得准确就位的刷毛端部在末端边缘之间终止。夹紧件因此将刷毛联合部划分成段。33.可以使用与需要以一道工序来加工的刷毛联合部的宽度有关的如此多的夹紧件,使得该刷毛联合部被细分成两个、三个、四个、五个或者六个甚至更多个区段,即,三个、四个、五个、六个、七个或者更多个夹紧件。34.本发明的另一特点是,采用根据本发明的刷子修整设备和根据本发明的方法,夹紧件的几何结构没有必要一定适配刷毛联合部的图案,该图案也被称为孔图型。通过两个相邻的、彼此间仍有一定间距的夹紧件之间的较小宽度形成刷毛联合部,无所谓是否是多个圆形刷毛束、或是多个长形延伸的彼此交错或者彼此平行伸展的刷毛区域、或是其它的束毛模式。35.根据本发明的设备可以在所谓的填充筒(stopftrommel)处进行修整工作,该填充筒进一步将刷毛载体续进,或者根据本发明的设备可以在填充装置和填充筒的后面作为修整设备安装到填充站中。在此,刷子可以可选地保持在也承载着填充装置中的刷毛载体的同一支架上。36.另一变型规定,比如通过将刷毛载体紧固在旋转的填充筒上来进行修整工作。然后在填充筒的某个特定位置上执行填充工序。37.然后填充筒在填充后继续旋转,并且然后根据本发明的方法和根据本发明的刷子修整设备在该新位置上工作。38.可选地,当然可以将刷子从填充装置或从整个填充站取下,比如全自动地通过抓持器或者机器人/可编程多轴抓取装置,或者手动。其中可以将刷毛载体比如安装在支架上,所述支架位于链条上或者所谓的夹紧装置内,该夹紧装置将刷毛载体保持在填充站中。39.另一替代方案是,设置刷子修整设备作为工作站,该工作站直接位于填充站之后。附图说明40.从以下描述以及从所参考的附图中获悉本发明的其它特征和优势。附图中:41.图1示出了根据本发明的刷子修整设备在打开状态下的透视侧视图;42.图2示出了处于进给状态下的根据图1的刷子修整设备,在该进给状态中,该刷子修整设备容纳了刷毛联合部;43.图3示出了处于封闭,即夹紧状态下的根据图1的刷子修整设备;44.图4示出了拔出过于突出的刷毛后的根据图1的刷子修整设备;45.图5示出了在图1所示位置的状态下的刷子修整设备的前视图;46.图6示出了在图2所示位置中的刷子修整设备的前视图;47.图7示出了在图3所示位置中的刷子修整设备的前视图;48.图8示出了在图4所示位置中的刷子修整设备的前视图;49.图9示出了具有根据本发明的刷子修整设备的组合式的刷子填充设备。具体实施方式50.图1示出了刷子修整设备10,该刷子修整设备从刷毛联合部16中拔出刷毛联合部16的突出超过预定的公差阈值、即过于突出的刷毛14对已经完成的或者即将完成的刷子12进行修整。51.刷子12在此情况下是一个牙刷,这仅是举例。每种任意形式的刷子可以同样通过刷子修整设备10得到修整。刷子12包括刷毛载体18,多个刷毛束19插入到并且紧固在该刷毛载体中,以便做成刷毛联合部16。刷毛联合部16因此是所有被紧固的刷毛和刷毛束19的总和。刷毛载体可以是刷子主体(比如小板体)的一部分或者是整个刷子主体。在任何情况下,刷毛载体都将成为成品刷子的一部分。52.刷毛束19不使用锚固器或者使用锚固器紧固在刷毛载体18中,正如本文开头所述。紧固方式对于刷子修整设备10的功能不是决定性的,因为在以任何方式将刷毛紧固在刷毛载体18上的情况下,该刷子修整设备都起作用。53.刷毛联合部16具有自由端部20,该自由端部由刷毛束19的所有刷毛的自由端部组成。自由端部即为那些并不紧固在刷毛载体18中的端部。54.刷毛的自由端部的位置不总是相同的,即,与刷毛载体18紧固着刷毛束19的所谓前侧22的间距是不相等的。制造过程存在一定的公差,刷毛的端部位于该公差内。刷毛的端部也不必位于一个平面上或者理想地形成一个平面,有时更多地故意期望所述末端可以与前侧22的距离略有不同地终止,以使所述末端单个地而不是作为总体、相对坚硬的单元在牙齿上或者牙龈上磨擦。由此,单个的、较为突出的刷毛更容易深入到齿缝中。55.由此存在一定的公差范围,刷毛的端部应当位于该公差范围内,与刷毛联合部末端应当形成何种形状无关,无论该形状是平面、锯齿状还是其它规则的或不规则的、然而是期望的轮廓表面。56.图1中示出了刷毛14,该刷毛明显地位于该公差范围之外并且相对刷毛联合部16的端部20突出,尤其是突出了多于1mm。这根独特的、过于突出的刷毛14会使刷子12成为残次品。57.通过刷子修整设备10,该独特的刷毛14被从刷毛联合部中松脱和拔出。58.刷子修整设备10包括多个薄的、尤其是最大厚度为1.5mm的夹紧件24-34,所述夹紧件具有相对的、平直的夹紧侧面36,所述夹紧侧面均彼此相对延伸。夹紧件24-34分别具有朝向自由端部20的末端边缘38,该末端边缘并非平直地在端侧终止,而是以楔形聚拢地延伸至端部,特别是向边棱40逐渐变细。59.所有夹紧件24-34优选具有楔形形状的这种末端边缘38。60.该楔形形状在整个顶部的、朝着刷子12的边缘上延伸。61.该楔形形状在整个纵向范围上,优选地也均匀地延伸。62.夹紧件24-34垂直于其夹紧侧面36可移动地支承,比如使用连续轨道或者螺栓。63.设置有具有至少一个第一驱动器42和第二驱动器44的驱动装置,其中驱动器42可以使夹紧件24-34相对于夹紧侧面36成直角地彼此相对和彼此远离地移动,并且驱动器44可以使夹紧件24-34优选地平行于夹紧侧面36以及在刷毛联合部16的刷毛的纵向方向(a方向)上,和/或平行于在将被修整的刷毛束19范围内的前侧22向前和在相反方向上返回(b方向)移动。64.当然,也可以提供驱动装置代替驱动器44,该驱动装置向其它方向移动。无论如何,末端边缘38必须能够向需要被修整的刷毛联合部16区域运动以及从其运动离开。65.在图1中所示的起始位置,夹紧件24-34都稍微彼此间隔开,因此在彼此相对的夹紧侧面36的范围内产生间隙46。可选地,所述间隙46可以是相同大小。66.在第一步骤中,带有夹紧件24-34的刷子修整设备通过驱动器44相对于刷毛联合部16前进,比如通过夹紧件24-34的运动或者通过刷毛载体18向夹紧件24-34方向的运动。其中,末端边缘38进入刷毛联合部16,正如图2和图6中所示的情形。但是选定进入深度,使得准确就位的刷毛的端部以及由此刷毛联合部的端部20总是处于两个相邻的夹紧件24-34之间的末端边缘38的范围内。即,夹紧件24-34将刷毛联合部16细分成不同的区段。这些不同的区段不必由单个的刷毛束19形成,更确切地,带有夹紧件24-34的刷子修整设备10也可以根据束19相对于夹紧件24-34的位置来决定将一个束19细分成几个区段。67.然而无论在何种情况下,突出的刷毛14处于两个夹紧件24-36的相邻夹紧侧面36之间,其中夹紧侧面36的端部处的与突出的刷毛12接触的区域是所谓的接触区域39,该接触区域39从末端边缘38的相应端部开始,参见图1和图2。68.在下一方法步骤中,其在图3和图7中示出,夹紧件24-34通过驱动器42彼此相对移动,即,垂直于夹紧侧面36。然后夹紧侧面36在预紧力下至少在相对的接触区域39上彼此贴靠。各个刷毛可在夹紧件24-34彼此接近的过程中,侧向穿过边棱40滑入相邻末端边缘38之间的邻近空隙中。由于末端边缘38逐渐变细,没有刷毛通过被按压至一个(此处不存在的)平坦的端侧而弯曲,没有被夹紧在夹紧件24-34之间的可能性。所有刷毛可以基本上不受夹紧件24-34的影响,基本上以被内嵌和紧固在刷毛载体18中的方式分布。69.在突出的刷毛14进入夹紧侧面36之间以后,当夹紧件24-34挤压在一起时,该突出的刷毛被夹紧在接触区域39上,因为夹紧件24-34模块式地向一起移动,即,所述夹紧件24-34彼此平面接触,当然除了其间夹紧过于突出的刷毛14的夹紧件之外。70.接下来则进行参照图4和图8的刷毛载体18相对于刷子修整设备10的移位运动,比如借助于驱动器44移开该刷子修整设备10。由此突出的刷毛14从刷毛联合部16中以及从其紧固件中被松脱以及被拔出。之前尚示出为残次品的刷子12则由此没有了缺陷。71.在所图示的实施方式中,夹紧侧面36总是平直的。72.可选地,如图3中用虚线所标记的,夹紧侧面也可以具有一个或更多个横向于和平行于边棱40延伸的凹槽50。弹性、突出的刷毛14则被挤压并且然后伸展进入凹槽50中,以便更好地将该突出的刷毛保持在夹紧件之间。73.所以优选地,凹槽50相对于夹紧件24的平坦区域绝不尖锐,而是倒角的,目的是不割到刷毛14。74.一种替代方案规定,在接触区域39和相对的端部51之间的中间区域(参见图2中的区域)内,夹紧件24在夹紧侧面36中有凹口53,正如图2和图7中所图示。板状夹紧件24-34因此在中间区域稍微薄一些。这具有的好处是,在存在凹口53的中间区域内,相邻的夹紧件之间没有接触,并且始终确保在接触区域39中夹紧突出的刷毛。尤其是作用力f在中间区域内施加到板状夹紧件24-34上。75.优选地,这并不限于所图示的实施方式,而是普遍适用,接触区域39和端部51可以分别是平直的以及可选地也可以共处于一个平面上,。76.楔形末端边缘38优选地具有高度h(参见图8),该高度在1.5mm和3mm之间,优选大于2mm。由此涵盖了准确嵌入的刷毛的端部范围内的所有公差。77.当然,也可以通过刷子修整设备10去除过于突出的刷毛14,该刷毛比如嵌入到刷毛联合部16中,在该刷毛联合部中,刷毛束19相对彼此倾斜延伸,或者如在电动牙刷当中,是涡旋式延伸。78.在侧视图中呈锯齿状的刷毛联合部16中,夹紧件24-34自然具有边棱40和末端边缘38,该末端边缘再现所需的锯齿几何结构。79.如果刷子例如是圆形刷或者其它的带有凸起的、柱形前侧22的发刷,则修整工作以多个步骤进行。夹紧件24-34彼此相对移动,以加工牙刷的柱形段以及拔出在这个区域内突出的刷毛14,随后刷子修整设备又被重新打开,并且旋转刷子,以便能够修整相邻段。80.在该旋转过程中,不必一定要在刷子载体18的对面移走刷子修整设备10,因为通过逐渐变细的末端边缘38不存在以下风险,即当刷毛载体18旋转的时候,轻轻掠过的刷毛处于刷子修整设备10的范围之外或者过于突出的刷毛14不能在夹紧侧面36之间被夹紧。81.至于图7则着重强调,此处彼此抵靠的夹紧件24-34具有一个总宽度,该总宽度与刷毛联合部16的总宽度相一致。但是在此应注意,外部夹紧件24和34由于等腰三角形形状的楔形形状而分别在外侧上贴靠一些刷毛,所述刷毛不能被夹到。为了也能夹到这些位于极其外部(在图7中处于左边和右边)的刷毛以及拔出存在于那里的突出的刷毛,刷子修整设备可以例如在两个周期内进行修整。在第一个周期内,刷子修整设备相对图7中的位置稍微向右移动以及在之后的第二个周期内稍微向左,使得极其外部的刷毛也能够始终处于夹紧件24-34之间。82.如果无法在一个工序内拔出所有的突出的刷毛12,则可连续几次执行该方法,或者,为了能够保持高频率,可以给下游工作站设置第二组的夹紧件24-34(第二刷子修整设备10),该组夹紧件继续执行修整工作。如果相对于刷毛载体,彼此抵靠的夹紧件24-34与在之前的修整设备10中的位置不同,该位置如图9中所图示,则这是有利的。可选地,稍后的修整设备10的夹紧件可以相对于第一修整设备10的夹紧件比如斜着地定向,例如也可以是成直角的(参见图9中的两组修整设备10,该两组修整设备分别具有之前所阐述的夹紧件24-34)。此外比如可以规定,楔形末端边缘38不像在所示出的变型中那样在横截面上相对一条假想的中心线对称地延伸(等边三角形),而是至少对于极其外部的夹紧件24和34,平坦侧面36(在外部夹紧件24、34当中,分别朝外指向的平坦侧面36)延伸至锋利边棱40,并且然后从该锋利边棱开始斜面朝着相对的平坦侧面36延伸。83.为了将夹紧件24-34彼此轻松地松开,可以比如将延伸部70形成或紧固在夹紧件上(参见图8),该延伸部则稍微倾斜,以便在直接相邻的夹紧件24-34的延伸部之间设置弹性元件72,可以将该弹性元件一起挤压到足以使得夹紧侧面36能够彼此贴靠的地步,但之后在驱动器42的回程当中,该弹性元件引发夹紧件24-34自发的分离移动。或者,侧向突出的、成对彼此靠近的夹紧件本身也可以具有板簧式的延伸部70,该延伸部可以彼此贴靠。因而,在延伸部之间不必设置另外的弹性元件。84.在所示的实施方式中,在夹紧件24-34彼此相对移动之前,如所述的,夹紧件24-34基本上在所修整的刷毛联合部区域内垂直于前侧22移动。在纵向方向a上的此移动过程中,刷毛联合部的刷毛被挤压彼此分开。如果刷子修整设备10从一个参考图2侧向位移的位置,不是垂直于前侧22,而是在方向b上平行于该前侧移动,也可以达到相同的效果。比如,夹紧件24-34在初始位置参考图2进一步向右后方朝着刷毛载体18的后部末端移动。夹紧件24-34然后向前移动并且在此过程中将刷毛联合部16或者刷毛束19分段,直到到达图3中的位置。85.当然,也可以在刷子修整设备10和刷毛联合部16之间实现任何其它的进给方向或者进给运动。86.图9示出了一种刷子生产设备,该刷子生产设备带有围绕x轴转动的滚筒60,该滚筒在其周界上具有多个用于刷毛载体18的夹紧装置62。在滚筒60的一个位置上,此处是在3点钟位置,即在右边,刷毛载体18被填充。仅举例说明这种填充方法,实际上借助于传统的填充装置64,该填充装置采用活动的舌状物将刷毛束19和锚固器一起送入刷毛载体18的相应开口中并将刷毛束19折叠。在刷毛载体18中的所有开口得到填充之后,滚筒60沿箭头方向继续转动。在就填充站而言的另一面,此处是在9点钟位置,借助于刷子修整设备10对已填充好的刷子进行修整。87.可选地,可以存在另一组夹紧件,其夹紧件相对于刷子载体18的定向不同于图中9点钟位置下所示的夹紧件24-34的定向。该另一组的夹紧件在此在12点钟位置示出。与第一组的夹紧件不同,该另一组的夹紧件比如与要被加工的刷毛载体18呈90°角,使得彼此接触的接触件24-34之间的接口朝着刷毛联合部16不同地延伸。88.然后继续续进,并且已修整的刷子被取出并且一个未被填充的刷子载体18又被放上来。
本文地址:https://www.jishuxx.com/zhuanli/20240615/82250.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表