用于制品上的标记的高速激光过程的制作方法
- 国知局
- 2024-07-05 15:57:26
本发明涉及用于经激光标记的制品的过程等以及用于对这种制品进行标记的方法。
背景技术:
1、短脉冲激光装饰利用来自跨过各种波长和能量的纳秒、皮秒和飞秒短脉冲激光的能量来将装饰图案标记到诸如产品和/或包装的制品上。可以应用于产品和/或包装的任何和所有其它装饰技术(即,标签、丝网印刷、数字印刷等)可以与激光标记一起使用以实现各种装饰和功能效果。重要的是,在短脉冲激光标记中使用的激光技术是高通量技术,其使用固定的激光源,通过电子/机械控制的反射镜(即“电流计”组)和透镜(即f-theta和类似透镜)将激光束从该固定的激光源引导至被标记的产品或包装。这些反射镜和透镜导引激光束跨过制品的表面(这种导引也被称为“扫描”),使得激光可以将图像,诸如数字图像(例如来自计算机文件,诸如pdf文件)赋予包装或产品的表面。这种方法具有优于其它装饰技术的优点,因为数字图像的使用允许装饰的定制和个性化。
2、在通过激光标记制品(诸如通过短脉冲激光标记)呈现的可能性方面存在大量兴趣。例如,更换聚合物容器上的粘合剂标签不仅在经济上是有益的,而且在生态上也是有益的。例如,消除聚合物容器上的粘合剂标签降低了包装材料的总重量,这降低了每个包装的源自石油的材料的量并且降低了包装的重量,从而需要更少的燃料用于运输。此外,不存在粘合剂标签使得聚合物容器能够更容易地再循环,因为由于可能被引入到再循环流中的潜在杂质,粘合剂标签通常需要在再循环之前去除。
3、小制品(即高尔夫球等)和/或制品上的小区域(即成品包装上的日期代码、地址标签)的激光标记是已知的。虽然激光正在改进,并且较新的激光具有多种能量和波长,但是这些标记过程仍然是缓慢并且昂贵的。此外,它们不具有标记需要高精度的小字符的能力,诸如由字母数字字符组成的小字体文本(即使用说明、成分列表)。例如,通过相对快速的激光将日期代码标记到包装上,但是它们采用单行的大的、不精确的或不等间距的点(直径在250μm至大于800μm的范围内)和相对大的字体字符。这等同于印刷棒状图形,其对于某些目的是足够的,但是对于消费者来说难以阅读并且对于机器来说几乎不可能阅读。更具体地,大的单行、不精确的或不等间距的点目前不能用于在制品上标记高精度小字体文本或机器可读图形,诸如upc码或qr码。
4、用于激光标记过程的技术的当前状态包括“光栅”标记过程和“矢量”标记过程,其要么是快速但精度和分辨率差,要么是慢速但精度和分辨率更高。在现有技术中不存在高速和高精度的组合。当在制品上标记大面积时,诸如当使用激光标记作为针对其它装饰技术的完全替代时,这个问题特别显著,其中在制品的至少一个面上提供的所有文字和/或图形(其中许多是为了监管目的而必需的)是经由激光标记提供的。
5、光栅激光标记过程将单个的激光标记放置在网格中,并且由激光逐行、逐点地标记图像。每个脉冲被“门控”,使得脉冲仅针对图像的暗像素被激发,而没有脉冲针对图像的亮像素被激发(或反之亦然)。脉冲中的每一个脉冲被单独地门控,并且每个脉冲的脉冲能量可以被改变以产生灰度。在发信号通知激光器的开/关功能(即,“门控”)时,考虑到约10μs更新速率的实际限制,现有技术的光栅标记过程被有效地限制于具有约100khz重复率的激光器,并且仅可以通过增加脉冲间距来更快地进行,这可以牺牲精细细节,诸如标记小字体文本和图形所必需的细节。
6、现有技术的矢量标记过程可以在100khz以上运行,因为脉冲通常被门控打开,同时激光束以被标记的矢量线的形状被“导引”(通过反射镜)。包括文本的经矢量标记的制品通常可以被识别,因为所标记的线通常是一个脉冲宽(除非填充满)并且脉冲在拐角附近变得更靠近在一起,其中激光束的表面速度随着它转向拐角而减慢。然而,已经发现,具有矢量标记的标记的放置精度在激光束的非常高的表面速度下受到损害。
7、目前,可以通过多边形扫描器(例如,来自比利时埃弗海姆的next scantechnology(next scan technology,evergem,belgium)的高通量光栅处理多边形扫描器系统)来实现一定程度上高速的激光标记,其可以被优化用于高速和高精度。多边形扫描器系统采用旋转多面镜进行行扫描。这些扫描器通常被用于规则图案的全表面处理。特别地,视场通常是正方形,该正方形按照印刷标准是相对大的,并且在随后的制品上反复地以其整体标记重复的图案。这些扫描器的正方形视场配置不能使它们准确地标记像小字符、字母数字字符、徽标、图片等的东西。
8、因此,仍然需要更快、更经济和更精确的激光标记。控制激光器件的硬件和软件以及使用这些改进的激光器件的方法都可以被改进。此外,可以改进激光标记在制品上的布置,以提供精度和速度。
9、因此,希望提供改进的激光器件连同用于操作激光器件的软件和以高速和高精度标记制品的过程(诸如直接复制标签信息、美观和功能特征)。这些改进应使得该过程快速、简单、成本有效并且可扩展至大规模制造,并且允许所得制品具有消费者和机器可读的特征,除了其它益处之外,该特征可以替代标签和粘合剂。
技术实现思路
1、本发明提供了一种解决现有技术的一种或多种缺陷以及其他有益效果的方法。说明书、权利要求书和附图描述了本发明的各种特征和实施方案,包括用脉冲激光标记制品的方法,该方法具有以下步骤:提供被配置为产生脉冲的激光束的脉冲激光,提供包括制品表面的制品,使用激光束通过发泡、烧蚀、蚀刻、还原、氧化和碳化中的至少一者在制品表面上以网格图案形成多个标记。该方法还包括在与制品表面相互作用的同时以恒定速度沿着第一行移动激光束,同时形成多个标记,并且其中恒定速度大于约8m/s,优选大于约10m/s,甚至更优选大于约15m/s并且最优选大于约18m/s或大于约22m/s或大于约32m/s或大于约45m/s或大于约60m/s或大于约75m/s或大于约90m/s。
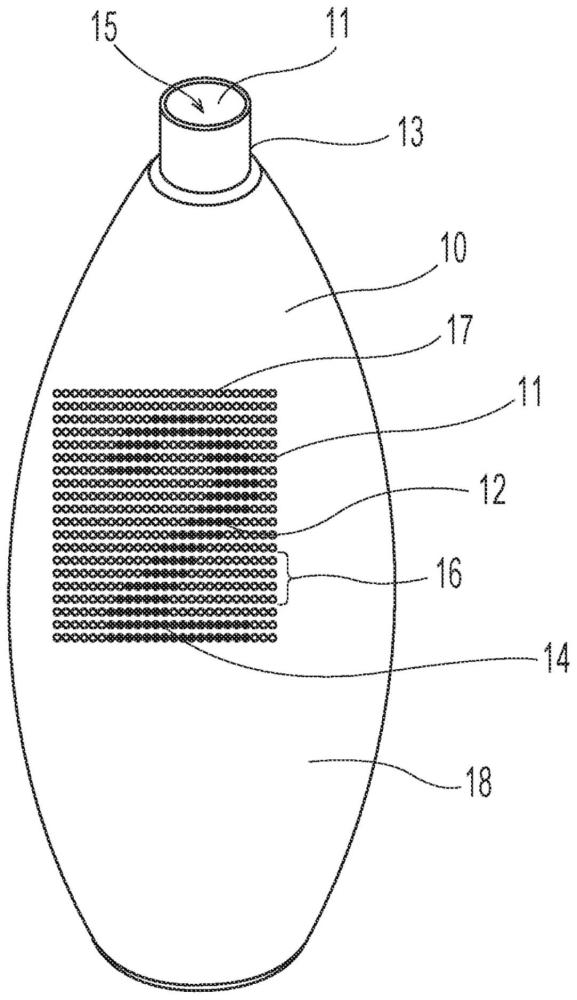
2、该实施方案的方法还可以包括以双向移动方式移动激光束的步骤,使得激光束在第一方向上跨过第一行移动并且在第二方向上跨过第二行移动,其中,第一方向与第二方向相反,优选地,第一行和第二行相邻。网格图案可以具有定位在两个或更多个行中的多个位置,其中该两个或更多个行基本上平行,沿着两个或更多个行中的任一行的多个位置的每对相邻位置被分开x-距离,并且两个或更多个行中的每个相邻对被分开y-距离,并且y-距离和x-距离是不同的。多个位置中的每个位置可以包括标记或空隙(在网格位置处缺少标记)。
3、在另一个实施方案中,激光束移动跨过网格图案的每个位置,并且当在同一行中的相邻位置上形成连续标记时,激光束以恒定速度移动。当激光束移动跨过具有空隙的连续位置时,激光束可加速。此外,当激光束从第一行移动到第二行时,激光束具有转向减速/加速轮廓。
4、还提供了一种方法,其中激光束的重复率大于约100khz,优选大于约200khz,甚至更优选大于约500khz,并且最优选大于约1000khz。此外,激光束的脉冲能量为约10μj至约1000μj,优选约20μj至约800μj,更优选约30μj至约600μj,并且甚至更优选约40μj至约500μj。此外,激光束的焦距为约100mm至约1200mm、优选约200mm至约380mm,并且激光束的波长为约300nm至约1100nm。激光束还可以的脉冲持续时间为小于约100纳秒、优选小于约50纳秒、甚至更优选小于约30纳秒、最优选小于约1.5纳秒。
5、在本发明的另一个实施方案中,提供了一种用脉冲激光标记制品的方法,该方法具有以下步骤:提供被配置为产生包括脉冲的激光束的脉冲激光,提供具有制品表面的制品,使用激光束通过发泡、烧蚀、蚀刻、还原、氧化和碳化中的至少一者在制品表面上以网格图案形成多个标记。激光束移动跨过网格图案的每个位置,当在同一行中的相邻位置上形成连续标记时,激光束以恒定速度移动,并且当激光束移动跨过具有至少三个空隙的连续位置时,激光束加速。
6、在本发明的又一个实施方案中,存在一种用脉冲激光标记制品的方法,该方法具有以下步骤:提供被配置为发射脉冲激光束的激光源;提供被配置为重定向脉冲激光束的第一电流计(“电流计”)组和第二电流计组,其中每个电流计组包括反射镜和电流计;提供具有制品表面的制品;用第一电流计以第一角速度旋转第一反射镜同时标记制品表面,其中第一角速度大于约40rad/s;用第二电流计以第二角速度旋转第二反射镜,同时标记制品表面,其中第二角速度大于约40rad/s,优选大于约50rad/s,甚至更优选大于约70rad/s,并且最优选大于约100rad/s。第一电流计组可以控制激光束在网格的y方向上的运动,并且第二电流计组可以控制激光束在x方向上的运动。第二电流计的角速度与第一电流计的角速度的比率可以是1:1、1.5:1或2:1。通过用激光束使制品表面发泡、烧蚀、蚀刻、还原、氧化和碳化中的至少一者来形成多个标记。在该实施方案中,第一反射镜和第二反射镜可以每一个反射镜各自具有小于约150g的质量。此外,第一反射镜具有第一质量并且第二反射镜具有第二质量,其中,第一质量小于第二质量,并且其中第一反射镜控制激光束在x方向上的移动。第一反射镜的质量与第二反射镜的质量的比率可以是1:1、1.5:1或2:1。
7、该方法还可以包括以下步骤:激光束与制品表面相互作用以在网格图案中形成多个标记,网格图案包括定位在两个或更多个行中的多个位置,其中该两个或更多个行基本上平行,沿着两个或更多个行中的任一行的每个相邻的位置对被分开x-距离,两个或更多个行中的每个相邻对被分开y-距离,并且y-距离和x-距离是不同的。当在同一行中的相邻位置上形成连续标记或空隙时,激光束可以恒定速度移动跨过网格图案的每个位置,当激光束移动跨过具有空隙的连续位置时,激光束可以加速,并且其中恒定速度大于约8m/s,优选大于约10m/s,甚至更优选大于约15m/s并且最优选大于约18m/s或大于约22m/s或大于约32m/s或大于约45m/s或大于约60m/s或大于约75m/s或大于约90m/s。
8、本发明提供了优于现有技术的许多优点,包括提高了标记的速度和精度。因为激光标记可以例如被用于创建消费者可读的字母数字字符(包括小字体字符)以形成句子、段落等,以及在制品上的视觉传达的其他方法(例如图形),所以它可以取代对传统标签的需要。特别地,本发明的过程和制品可以以快速、成本有效的方式提供激光标记的成分列表、使用说明、机器可读图形(诸如upc码或qr码)等,而无需标签和粘合剂。这提供了成本节约,是环境友好的(包装上更少的浪费标签),并且允许瞬时的改变所传达给消费者的消息。例如,如果配方中的成分被改变,则只要可以在对激光装置的计算机指令中做出改变,就可以在制品上标记新的成分标签。不需要新的标签。
本文地址:https://www.jishuxx.com/zhuanli/20240617/39531.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表