平台吸风位置调节装置的制作方法
- 国知局
- 2024-07-05 15:58:53
本技术涉及数码打印,具体为平台吸风位置调节装置。
背景技术:
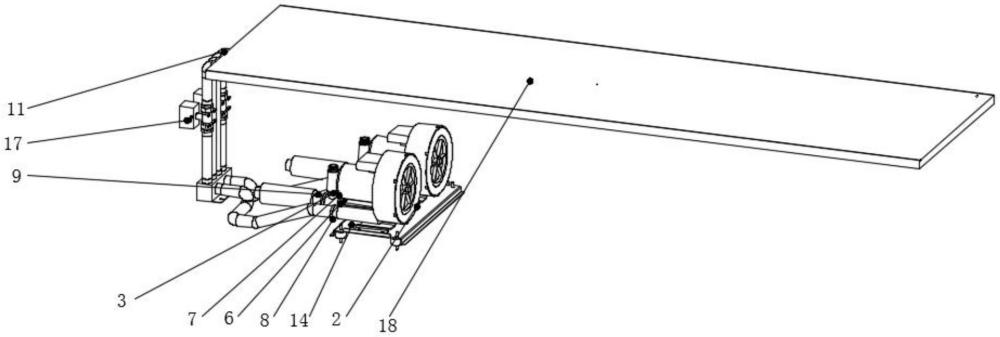
1、纸类产品数码印花机的吸风平台装置通常包括吸风平台以及其安装结构,吸风平台是在打印平台上设置吸风孔,利用负压原理将纸张吸附在打印平台上,以保证纸张吸墨后不易出现起股现象,现有的平台吸风位置调节装置在使用时,一般为手动调节模式,操作较为麻烦,同时手动调节模式影响数码打印机的工作效率。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了平台吸风位置调节装置,解决了上述背景技术中所提出的平台吸风位置调节装置尾手动调节模式操作较为麻烦和手动调节模式影响工作效率的问题。
3、(二)技术方案
4、本实用新型为了实现上述目的具体采用以下技术方案:
5、平台吸风位置调节装置,包括吸风电机、释压阀和负压吸风平台,所述吸风电机安装在风机固定钣金上,所述风机固定钣金与防震垫脚配合连接设置,所述吸风电机的出气口出安装有镀锌内接,所述镀锌内接另一端安装有变径镀锌三通,所述变径镀锌三通的中间接口安装有释压阀,所述变径镀锌三通的另一接口安装有镀锌管,所述镀锌管的另一端和平板消音器配合连接,所述吸风电机的进气口安装有镀锌补芯,所述镀锌补芯的另一接口和热风管配合连接,所述热风管的另一接口和风道四通钣金两接口中的其中一个接口连接,所述风道四通钣金的另一端四个接口依次安装有pvc风管二、pvc风管四、pvc风管一和pvc风管五,其中pvc风管二和pvc风管五的另一端安装有pvc外丝接头,所述pvc外丝接头的另一端和气控球阀配合连接设置,所述气控球阀的另一端连接pvc外丝接头,所述pvc外丝接头和pvc风管二配合连接,所述pvc风管二通过pvc弯头和负压平台法兰与负压吸风平台配合连接。
6、进一步地,所述pvc风管二、pvc风管四、pvc风管五、pvc弯头、pvc外丝接头和pvc风管一的外径尺寸均为40mm。
7、进一步地,所述变径镀锌三通和镀锌补芯的尺寸均为2寸x1.5寸。
8、进一步地,所述镀锌内接的直径尺寸为2寸。
9、(三)有益效果
10、与现有技术相比,本实用新型提供了平台吸风位置调节装置,具备以下有益效果:
11、本实用新型设计的平台吸风位置调节装置,在数码打印机使用时,通过增加了两个区域气压的可调控,通过气控球阀对指定的两个区域的气压进行调控,该方案的设计改变了以前的手动调节模式,从手动调节到自动调压,让工作效率及操作有了明显的改善,使的操作简易,效率提升。
技术特征:1.平台吸风位置调节装置,包括吸风电机(2)、释压阀(3)和负压吸风平台(18),其特征在于:所述吸风电机(2)安装在风机固定钣金(14)上,所述风机固定钣金(14)与防震垫脚(1)配合连接设置,所述吸风电机(2)的出气口出安装有镀锌内接(6),所述镀锌内接(6)另一端安装有变径镀锌三通(7),所述变径镀锌三通(7)的中间接口安装有释压阀(3),所述变径镀锌三通(7)的另一接口安装有镀锌管(9),所述镀锌管(9)的另一端和平板消音器(19)配合连接,所述吸风电机(2)的进气口安装有镀锌补芯(8),所述镀锌补芯(8)的另一接口和热风管(20)配合连接,所述热风管(20)的另一接口和风道四通钣金(13)两接口中的其中一个接口连接,所述风道四通钣金(13)的另一端四个接口依次安装有pvc风管二(4)、pvc风管四(5)、pvc风管一(16)和pvc风管五(10),其中pvc风管二(4)和pvc风管五(10)的另一端安装有pvc外丝接头(15),所述pvc外丝接头(15)的另一端和气控球阀(17)配合连接设置,所述气控球阀(17)的另一端连接pvc外丝接头(15),所述pvc外丝接头(15)和pvc风管二(4)配合连接,所述pvc风管二(4)通过pvc弯头(11)和负压平台法兰(12)与负压吸风平台(18)配合连接。
2.根据权利要求1所述的平台吸风位置调节装置,其特征在于:所述pvc风管二(4)、pvc风管四(5)、pvc风管五(10)、pvc弯头(11)、pvc外丝接头(15)和pvc风管一(16)的外径尺寸均为40mm。
3.根据权利要求1所述的平台吸风位置调节装置,其特征在于:所述变径镀锌三通(7)和镀锌补芯(8)的尺寸均为2寸x1.5寸。
4.根据权利要求1所述的平台吸风位置调节装置,其特征在于:所述镀锌内接(6)的直径尺寸为2寸。
技术总结本技术属于数码打印技术领域,尤其为平台吸风位置调节装置,包括吸风电机、释压阀和负压吸风平台,所述吸风电机安装在风机固定钣金上,所述风机固定钣金与防震垫脚配合连接设置,所述吸风电机的出气口出安装有镀锌内接,所述镀锌内接另一端安装有变径镀锌三通,所述变径镀锌三通的中间接口安装有释压阀,所述变径镀锌三通的另一接口安装有镀锌管。本技术设计的平台吸风位置调节装置,在数码打印机使用时,通过增加了两个区域气压的可调控,通过气控球阀对指定的两个区域的气压进行调控,该方案的设计改变了以前的手动调节模式,从手动调节到自动调压,让工作效率及操作有了明显的改善,使的操作简易,效率提升。技术研发人员:蔡弘飞,林海标,曹微受保护的技术使用者:广东省嘉亿联合数码科技有限公司技术研发日:20230928技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240617/39697.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表