酒盒坯料成型的连线加工流水线的制作方法
- 国知局
- 2024-07-05 16:10:14
本发明涉及酒盒坯料成型领域,尤其涉及酒盒坯料成型的连线加工流水线。
背景技术:
1、酒盒的成型过程,通常是切割成预设形状的纸板进行开槽后,沿着开槽将纸板折叠成酒盒的四个侧边,还会有底板,纸板相拼合的边缘会有相互卡合的凹槽和凸起,凹槽的形状与凸起相互匹配,从而,实现卡合,且底边也设置有用于与底板配合的凹槽。这种特殊形状的纸板是将一张大纸板通过模切的刀具将预设形状的纸板进行切割,切割后的成品纸板物料与废边还是黏连的,经过模切后还有一道清废工序,将堆垛的纸板物料从大纸板中取出,取后的工序需要人工进行移动,然后送入传统的酒盒开槽加工,人工进行投料,让纸板物料加入开槽装置进行加工,但是这种方式对于人力的投入较多,且不够自动化,从而影响酒盒的加工效率,设备的空间占用也较多。
2、基于针对酒盒的纸板坯料的成型,无论酒盒的尺寸、形状如何,都是需要这种三边开凹槽的,现有技术的刀具都是整体的模切刀在大纸板上直接将多个纸板物料进行模切压痕,方便后续的清废,压出痕迹或者留下弯折的槽痕称作压痕,一旦酒盒的尺寸发生改变,整个刀具都要适应性调整,若是刀具钝了或者损坏,大尺寸的刀具更换十分麻烦且成本很高。因此需要酒盒坯料成型的连线加工流水线来解决上述两个问题。
技术实现思路
1、本发明针对现有技术中酒盒坯料成型人工参与多、设备之间无法形成生产流水线进行的缺点,以及模切机更换刀具麻烦、成本高的缺点,提供了一种模切机设置多个小尺寸刀具的方案以及基于这种模切机的酒盒坯料成型的连线加工流水线。
2、解决上述技术问题,本发明通过下述技术方案得以解决:
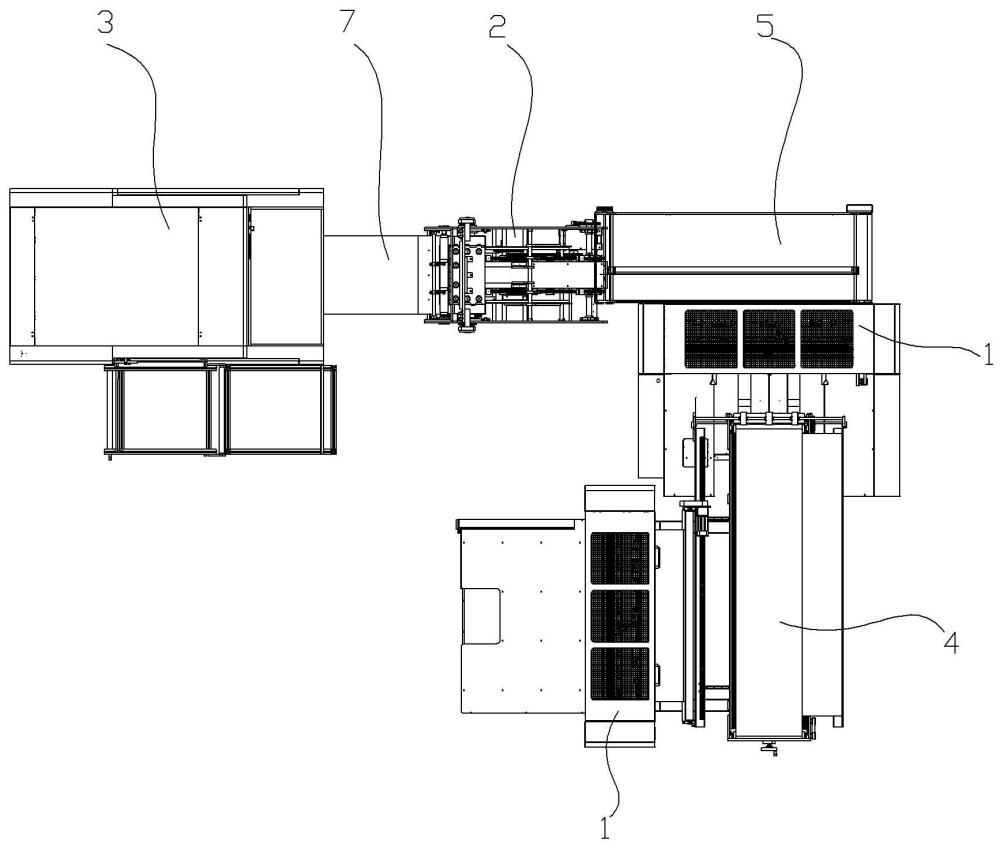
3、酒盒坯料成型的连线加工流水线,包括用于对纸板进行输送的纸板输送线,纸板输送线上设置有分切装置、模切装置和开槽装置,分切装置、模切装置和开槽装置中,相邻的两个装置分别通过第一输送装置和第二输送装置输送衔接;分切装置包括用于对纸板进行切割的切刀,纸板输送线上的纸板经过分切装置分切成至少两块纸板;纸板输送线上设置有纸板模切工位,模切装置在模切工位的上下两侧分别设置有上冲模和下冲模,上冲模的侧边安装有若干把冲孔刀,下冲模在与冲孔刀相对应的位置设置有供冲孔刀向下冲出的刀槽,上冲模连接有升降动力源,升降动力源驱动对上冲模相对下冲模运动,对纸板模切工位上的纸板进行模切,纸板废料从刀槽中冲出;开槽装置包括用于对纸板输送线上的纸板加工竖向槽的开槽刀具。纸板废料对于单个酒盒来说,是位于酒盒两侧以及底部三个边缘的。经过分切装置后,每个得到的纸板就是一个未经模切和开槽酒盒坯料,每个纸板都在模切装置和开槽装置独立输送,单个坯料各自加工,从而实现流水线生产。
4、对于不同尺寸的酒盒来说,酒盒纸板的每个凹槽的大小是相同的,只需要适应酒盒坯料切割凹槽后的形状去适应性地更换上冲模和下冲模,以及然后根据凹槽的数量去安装冲刀,左右两侧边缘的中间的冲刀、以及底边缘的冲刀可以用原先的冲刀,也可以用独立依照该上冲模和下冲模配的冲刀。若是纸板左右两侧边缘对应的凹槽不是完整的一个,或者刚好是与凹槽配合的凸起部分,则该冲刀需要单独进行适应性的尺寸设计,也需要更换。但对于现有技术需要换尺寸巨大、重量重、成本高的模切刀来说,换少量冲刀既方便,成本也低,因为本发明的冲刀的适应性强、尺寸小,可以用强度更高、更耐用的刀具,提高刀具强度,延长刀具使用寿命。
5、作为优选,上冲模呈方形,上冲模前后两侧的其中一个边缘设置有若干个底边安装槽,上冲模的左右两侧边缘分别设置有若干个左安装槽和右安装槽,底边安装槽、左安装槽和右安装槽内都安装有用于对纸板冲扣孔的冲孔刀。
6、作为优选,上冲模在每两个相邻的左安装槽之间、右安装槽之间、底边安装槽之间都设有凸部,凸部在上冲模冲压时对应纸板侧边凸出部分,左安装槽之间的凸部与右安装槽形状匹配、位置对应,右安装槽之间的凸部与左安装槽形状匹配、位置对应。
7、作为优选,在纸板输送线上,分切装置、模切装置和开槽装置依次设置或者分切装置、开槽装置和模切装置依次设置,底边安装槽的数量为四个,四个底边安装槽的冲孔刀分别对应纸板成型酒盒的四个底边。
8、作为优选,分切装置至少设置两台,两台分切装置设置在相互垂直地设置在纸板输送线上,两台分切装置之间设置有转向输送装置,前一台分切装置对纸板输送线上经过的纸板纵向分切成至少两块,分切过的纸板经过转向输送装置进入后一台分切装置,切刀对纸板输送线上经过的每块纸板横向分切成至少两块后,纸板进入模切装置。模切得到的纸板数量为两个方向的分切装置切成纸板数量的乘积。
9、作为优选,第一输送装置对输送的纸板进行转向,纸板在经过分切装置横向的分切后纵向送入模切装置或开槽装置。
10、作为优选,分切装置内设置有上下对应设置有垂直于纸板输送方向的刀辊,刀辊上设置有用于将纸板分割的切刀及切除废边的切刀。废边和纸板的分割都通过切刀进行,取代传统模切刀进行模切压痕的方式。
11、作为优选,还包括废料导板,废料导板设置于刀槽的下方,用于冲出的纸板废料进行承接或导向。因为采用了冲扣孔的方式,废料会直接落下至废料导板,因此无需额外的清废再人工取品的工序,缩短了生产流程,且更自动化。
12、作为优选,模切装置包括动力源,动力源传动连接有第一传动轴,第一传动轴上安装有偏心摆杆,第一传动轴的上方设置有横梁,偏心摆杆与横梁连接,动力源驱动第一传动轴转动带动上冲模升降运动。
13、作为优选,动力源还传动连接有前后设置的第二传动轴和第三传送轴,第二传动轴和第三传送轴上都设置有链轮,模切装置上设置有用于承托纸板的送料板,送料板的侧边或送料板的中央设置有输送链条,输送链条上安装有用于推动纸板在送料板上平移至纸板模切工位的推块,输送链条套设在链轮上。
14、作为优选,还包括扣孔刀具,扣孔刀具设置在冲扣孔装置上或设置在上冲模上,若是扣孔刀具设置在上冲模上,一般是设置在上冲模上前后两侧中未设置底边安装槽的一侧,若扣孔刀具设置在冲扣孔装置上,冲扣孔装置与分切装置、模切装置和开槽装置中任意一台输送连接,即为可设置在任意两台装置之间,或者设置在流水线的最前工序,或者最后工序。扣孔既可以是通孔,用于穿提手、或者插接舌片用;扣孔也可以是点断孔,点断孔的作用是用于安装防伪扣。防伪扣拔出或者戳入,扣孔的点断会不可复原地完全断开,起到防伪的作用。扣孔刀具可以根据需要设一个或者多个,加工的扣孔类型也可以为一种或多种。
15、本发明由于采用了以上技术方案,具有显著的技术效果:
16、将分切、模切、开槽集成制造酒盒坯料的流水线,免去人工搬运或者需要额外的输送装置送纸料进行模切,将纸板进行分切同时剃废,用冲孔刀具进行模切同时废料排出,纸板可以直接转运至开槽装置进行开槽,实现了三个流程连线,取代了传统模切、清废、人工取料上料至开槽机的固有模式,输送连线实现全自动生产。
17、采用了多把刀具冲扣孔式的模切方式,免去了传统模切机模切后还要清废的工序,也免去了人工将成品坯料取出的的工序,解决了模切与开槽机连线的问题。采用材质更加耐用的刀具,可以实现各个尺寸的酒盒的侧边孔加工,提高了刀具的耐用性和使用寿命,也解决了更换大尺寸模切刀成本高、需要大量人力的问题。
本文地址:https://www.jishuxx.com/zhuanli/20240617/40872.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表