一种三边封全自动制袋机的制作方法
- 国知局
- 2024-07-05 16:14:50
本发明属于制袋机,具体涉及一种三边封全自动制袋机。
背景技术:
1、三边封制袋机采用plc微机控制、双伺服双变频调速,光电监控纠偏,气动传送等技术,集机光电于一体,采用全自动放卷、对切、张力调节控制系统,五排桥梁式纵封烫刀热封和循环水冷却粘合装置、加热温度控制,按照需要可以增加各种异型袋辅助制袋装置。包装袋在进行加工过程中一般呈条状设计,通过多种加工工序后形成包装袋。在对包装袋进行三边封制过程中,如发生原料导入偏差,易造成封边不准确,影响产品的质量,现有的设备无法精准的进行原料纠偏与定位,使用性较差。
2、例如公开号为cn216635602u的中国专利,公开了一种用于包装袋的全自动三边封制袋机定位装置,包括箱体、辊轴和压辊,所述箱体的前端面开口处通过螺丝固定有箱盖,所述箱盖与箱体的后端面均开设有料口,所述箱盖的料口内侧顶端嵌入安装有纠偏传感器,所述料口的内侧下端固定有吸收板,所述箱体的内部两侧均滑动安装有盒体,所述盒体的内部中间处转动安装有螺纹杆,所述盒体的内部上下端均滑动安装有滑套,且螺纹杆的两端分别螺纹贯穿对应的滑套中间处,所述辊轴和压辊转动安装在两个盒体之间,且辊轴位于压辊的上侧,所述箱体的下端面外侧固定有脚垫。
3、上述装置虽然通过精准定位来减少纠偏的误差,但是由于两薄膜进行上料的过程中出现偏差的位移量并不大,所以在进行纠偏过程中,通常通过电机的转动来带动纠偏装置偏转来完成纠偏,但是由于所需要进行偏转的量过小而导致无法精准的完成纠偏。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种三边封全自动制袋机,解决了制袋机在进行送料的过程中由于薄膜的偏差量小而无法完成精准纠偏的问题。
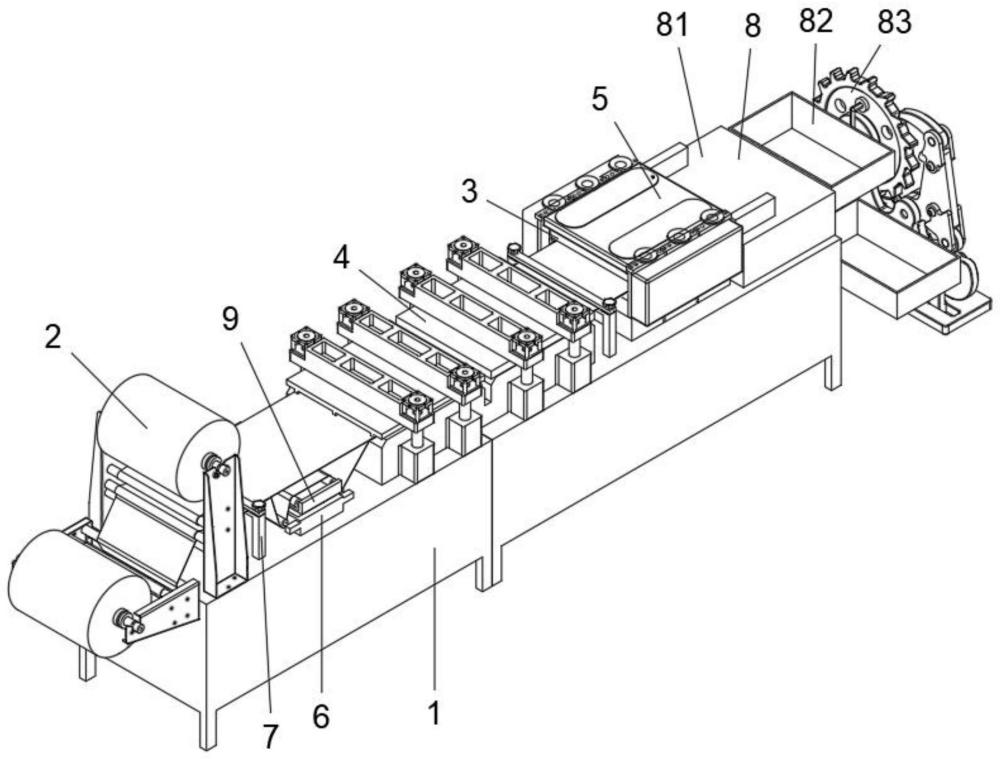
2、本发明的目的可以通过以下技术方案实现:一种三边封全自动制袋机,包括机台和安装于机台上的放料机构、送料机构、封边机构、剪切机构、放大机构、检测机构和收料机构,薄膜从所述放料机构上放料,通过所述送料机构的输送依次经过检测机构、封边机构和剪切机构,最后由收料机构完成收料,所述放大机构的顶面还设有纠偏机构,所述放大机构与检测机构通信连接,并驱动纠偏机构转动,所述检测机构对经过的薄膜进行检测并计算两薄膜之间的偏差,所述放大机构将检测机构的检测结果通过放大后来完成对纠偏机构的驱动。
3、作为本发明的一种优选技术方案,所述检测机构包括支撑架、上检测板和下检测板,所述支撑架安装于机台的顶面并靠近上料端,所述上检测板和下检测板均安装于支撑架的顶部,所述上检测板与上薄膜抵接并检测其位置,所述下检测板与下薄膜抵接并检测其位置。
4、作为本发明的一种优选技术方案,所述上检测板和下检测板与薄膜抵接的表面均设置有若干压力检测器,所述压力检测器的检测范围覆盖薄膜的宽度范围。
5、作为本发明的一种优选技术方案,所述放大机构包括行星轮组、驱动电机和固定架,所述固定架安装于机台的顶面并位于检测机构与封边机构之间,所述驱动电机安装于固定架内底面,所述行星轮组包括太阳轮、若干行星轮、行星架和环齿轮,若干所述行星轮均通过行星架与固定架连接,若干所述行星轮位于太阳轮外侧并均与太阳轮啮合,所述环齿轮分别与若干行星轮啮合,所述太阳轮与驱动电机的输出轴连接,所述纠偏机构安装于环齿轮顶面。
6、作为本发明的一种优选技术方案,所述太阳轮与环齿轮的齿数比为4:1。
7、作为本发明的一种优选技术方案,所述纠偏机构包括纠偏框架、传感器和两惰辊,所述纠偏框架安装于环齿轮顶面,两所述惰辊分别位于纠偏框架的两侧并与固定架转动连接,所述传感器位于纠偏框架与惰辊之间且靠近封边机构,所述传感器检测纠偏完成后薄膜的偏差位置并与驱动电机通信连接。
8、作为本发明的一种优选技术方案,所述纠偏框架由两导正辊和固定框组成,两所述导正辊分别转动连接于固定框的两端,两所述导正辊上均套设有包胶层。
9、作为本发明的一种优选技术方案,所述收料机构包括输送带、若干下料仓和间歇转动组件,所述输送带位于机台的下料端,若干所述下料仓分别安装于间歇转动组件转动端,所述输送带将剪切机构剪切完成的包装袋输送至下料仓内。
10、作为本发明的一种优选技术方案,所述间歇转动组件包括转动电机、支撑座、棘爪、凸轮和齿圈,所述支撑座安装于机台的下料端,所述转动电机安装于支撑座上且输出轴与凸轮连接,所述棘爪转动连接于支撑座,所述凸轮的外侧壁与棘爪的底部抵接,所述棘爪的顶部与齿圈的齿尖抵接,若干所述下料仓呈圆形阵列安装于齿圈的侧壁。
11、作为本发明的一种优选技术方案,所述封边机构由侧边封边组件和底边封边组件组成,其分别对薄膜进行三边的封制并通过所述剪切机构完成剪切。
12、本发明的有益效果为:
13、1.通过检测机构对两薄膜在输送过程中的位置进行检测,再让放大机构根据检测结果来调整电机的转动角度,通过放大机构的放大效果,让纠偏机构在完成小范围纠偏的同时可以增大电机的转动范围,解决了制袋机在进行送料的过程中由于薄膜的偏差量小而无法完成精准纠偏的问题;
14、2.通过在机台的下料端设置间隙转动组件,通过间隙转动组件中的转动电机驱动凸轮转动,让凸轮与棘爪抵接来推动棘爪进行移动,棘爪在被凸轮反复推动的过程中推动齿圈转动,来对剪切完成的包装袋进行收集,降低了工人需要频繁的进行收料的劳动强度,提高了收料的效率。
技术特征:1.一种三边封全自动制袋机,其特征在于:包括机台和安装于机台上的放料机构、送料机构、封边机构、剪切机构、放大机构、检测机构和收料机构,薄膜从所述放料机构上放料,通过所述送料机构的输送依次经过检测机构、封边机构和剪切机构,最后由收料机构完成收料,所述放大机构的顶面还设有纠偏机构,所述放大机构与检测机构通信连接,并驱动纠偏机构转动,所述检测机构对经过的薄膜进行检测并计算两薄膜之间的偏差,所述放大机构将检测机构的检测结果通过放大后来完成对纠偏机构的驱动。
2.根据权利要求1所述的一种三边封全自动制袋机,其特征在于:所述检测机构包括支撑架、上检测板和下检测板,所述支撑架安装于机台的顶面并靠近上料端,所述上检测板和下检测板均安装于支撑架的顶部,所述上检测板与上薄膜抵接并检测其位置,所述下检测板与下薄膜抵接并检测其位置。
3.根据权利要求2所述的一种三边封全自动制袋机,其特征在于:所述上检测板和下检测板与薄膜抵接的表面均设置有压力检测器,所述压力检测器的检测范围覆盖薄膜的宽度范围。
4.根据权利要求1所述的一种三边封全自动制袋机,其特征在于:所述放大机构包括行星轮组、驱动电机和固定架,所述固定架安装于机台的顶面并位于检测机构与封边机构之间,所述驱动电机安装于固定架内底面,所述行星轮组包括太阳轮、若干行星轮、行星架和环齿轮,若干所述行星轮均通过行星架与固定架连接,若干所述行星轮位于太阳轮外侧并均与太阳轮啮合,所述环齿轮分别与若干行星轮啮合,所述太阳轮与驱动电机的输出轴连接,所述纠偏机构安装于环齿轮顶面。
5.根据权利要求4所述的一种三边封全自动制袋机,其特征在于:所述太阳轮与环齿轮的齿数比为4:1。
6.根据权利要求4所述的一种三边封全自动制袋机,其特征在于:所述纠偏机构包括纠偏框架、传感器和两惰辊,所述纠偏框架安装于环齿轮顶面,两所述惰辊分别位于纠偏框架的两侧并与固定架转动连接,所述传感器位于纠偏框架与惰辊之间且靠近封边机构,所述传感器检测纠偏完成后薄膜的偏差位置并与驱动电机通信连接。
7.根据权利要求6所述的一种三边封全自动制袋机,其特征在于:所述纠偏框架由两导正辊和固定框组成,两所述导正辊分别转动连接于固定框的两端,两所述导正辊上均套设有包胶层。
8.根据权利要求1所述的一种三边封全自动制袋机,其特征在于:所述收料机构包括输送带、若干下料仓和间歇转动组件,所述输送带位于机台的下料端,若干所述下料仓分别安装于间歇转动组件转动端,所述输送带将剪切机构剪切完成的包装袋输送至下料仓内。
9.根据权利要求8所述的一种三边封全自动制袋机,其特征在于:所述间歇转动组件包括转动电机、支撑座、棘爪、凸轮和齿圈,所述支撑座安装于机台的下料端,所述转动电机安装于支撑座上且输出轴与凸轮连接,所述棘爪转动连接于支撑座,所述凸轮的外侧壁与棘爪的底部抵接,所述棘爪的顶部与齿圈的齿尖抵接,若干所述下料仓呈圆形阵列安装于齿圈的侧壁。
10.根据权利要求1所述的一种三边封全自动制袋机,其特征在于:所述封边机构由侧边封边组件和底边封边组件组成,其分别对薄膜进行三边的封制并通过所述剪切机构完成剪切。
技术总结本发明涉及一种三边封全自动制袋机,属于制袋机技术领域。包括机台和安装于机台上的放料机构、送料机构、封边机构、剪切机构、放大机构、检测机构和收料机构,薄膜从所述放料机构上放料,通过所述送料机构的输送依次经过检测机构、封边机构和剪切机构,最后由收料机构完成收料,所述放大机构的顶面还设有纠偏机构,所述放大机构与检测机构通信连接,并驱动纠偏机构转动,所述检测机构对经过的薄膜进行检测并计算两薄膜之间的偏差,所述放大机构将检测机构的检测结果通过放大后来完成对纠偏机构的驱动,本发明解决了制袋机在进行送料的过程中由于薄膜的偏差量小而无法完成精准纠偏的问题。技术研发人员:彭杭,陈大钻,鄞嘉槐,薛文灿,杨博受保护的技术使用者:广东中包机械有限公司技术研发日:技术公布日:2024/4/22本文地址:https://www.jishuxx.com/zhuanli/20240617/41341.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表