降低电化铝耗用的平压平烫金垂直进纸烫印方法及设备与流程
- 国知局
- 2024-07-05 16:19:38
本发明涉及包装印刷,具体涉及一种降低电化铝耗用的平压平烫金垂直进纸烫印方法及设备。
背景技术:
1、卷烟包装有三项功能:保护产品、防伪、装饰美化及宣传产品。没有好的包装就没有好的市场。卷烟条盒作为卷烟产品的重要中间层,承担着衔接卷烟“盒-箱”的过渡,既要求其具备良好的结构强度,保证运输储存等要求,同时其作为产品销售时经常直接与消费者接触的结构层,还要求必须具备一定的美观度以及宣传效果。
2、近些年,我国卷烟包装有了很大发展,有些包装远远超过了一些国际著名品牌的包装水平,其中烫印属于画龙点睛的一道工艺,其利用热压转移的原理,将电化铝中的铝层转移到承印物表面,形成特殊的金属效果。而所用到的电化铝箔,是一种在薄膜片基上经涂料和真空蒸镀复加一层金属箔而制成的烫印材料,其色彩丰富、样式呈现多样化,为印刷制品带来多层次的视觉效果。
3、但同时也存在一些问题:首先是部分企业过于追求豪华包装,包装档次越来越高,造成包装材料在产品成本中占有非常大的比例;其次是不可降解铝箔、金银卡纸、镜面纸等其它非环保材料的使用日益增多,这些包装物废弃后难以回收利用、难以降解,造成环境污染和资源浪费;再次是这些高档材料的使用降低了包装机的速度和效率。
4、随着烟标印刷更市场化,各卷烟生产企业如何改善卷烟包装,使其既增加产品竞争力,又符合国际潮流和法律法规,烟草行业正面临着许多新机遇、新挑战、新课题,印刷行业竞争越来越激烈,在保证产品质量的前提下,只有节能降耗,降低企业生产成本,企业才能在激烈的竞争中站住脚,是企业必须面对的现实而又紧迫的问题。
5、在实际生产中,香烟软条盒一直以来的烫印生产都采用的是平压平烫金,条盒纸张上的待烫金图案纵横排列,相邻的图案之间存在一定的间隔,如果这些间隔的尺寸大于或者等于待烫金图案的尺寸,就能在电化铝箔上第一次烫印的两个图案之间重新安排一个烫金位置,提高烫印箔的利用率,反之则无法重复烫金;按照目前的烫金工艺,采用若干个条盒拼合后单次烫印的方式,单个条盒的正反面上均设置有至少一个相同的烫金图案,同一个条盒上正反面烫金图案纵向排列,不同条盒上相同位置的烫金图案横向排列,其中烫金图案的纵向间距略大于烫金图案的纵向尺寸,两个图案间能插入一个图案,而同时烫印的不同条盒上相同位置烫金图案之间的横向间距虽然远大于烫金图案的横向尺寸,但由于标准的单卷烫印箔宽度只是略大于单个烫金图案的横向尺寸,大幅度增加烫印箔的宽度会导致烫印箔的平整度和张力控制难度极大,以及产生其他一些列控制方面的问题,无法实现正常的烫印箔收放卷,因此在横向上无法插入新的烫金图案;按此规则计算,目前烫印方法中的电化铝利用率具备一定的提升空间,特别是随着烟包销售价格大幅度下降,降低条盒电化铝消耗,降低成本已经迫在眉睫。
技术实现思路
1、为解决背景技术中的问题,本发明提供一种降低电化铝耗用的平压平烫金垂直进纸烫印方法及设备,使卷烟条盒包装烫金用电化铝的消耗得到一定比例的缩减。
2、为达到上述目的,本发明采用如下技术方案:一种降低电化铝耗用的平压平烫金垂直进纸烫印方法,适用于卷烟条盒等间距图案的烫金过程,且该烫金条盒产品纵向上相邻烫印图案的间距远小于其横向上相邻烫印图案的间距,其特征在于,包括以下步骤:
3、一、依据待烫印条盒的尺寸以及待烫印图案的尺寸和间距,确定拼数、进纸方向以及烫印箔尺寸。
4、①、确定烫金的拼数,根据卷烟条盒产品的外观尺寸以及平压平烫金机的烫印上限,明确本方案能够同时进行两个及以上偶数个条盒产品的烫印,优选进行两个条盒产品的同时烫印,即进行“双拼”烫印。
5、②、将待烫印条盒的进纸方向设定为垂直方向,所述垂直方向是指垂直于条盒上印刷图文的正常识读方向,即将两个待烫印条盒按照前后位置关系设置在烫印工位上,同一条盒上正反面位置的烫印图案处于与进纸方向相垂直的同一直线上,两个条盒分前后设置,其上的所有烫印图案同时加工。
6、③、确定同一条盒上正反面上待烫图案的位置和间距与对应的各烫印箔宽度的关系,同一个条盒上正反面不同的待烫图案分别对应独立的烫印箔卷盘,每个烫印箔卷盘的宽度l大于单个待烫印图案在垂直于进纸方向上的最大尺寸d1,但小于2d1。
7、④、确定不同条盒上相同待烫图案的位置和间距与同一卷烫印箔宽度的关系;不同条盒上相同位置的待烫图案对应同一个烫印箔卷盘,待烫图案在平行于进纸方向上的尺寸为d2,不同条盒上相同位置的两个待烫图案之间平行于进纸方向上的距离为h,5d2<h<6d2。
8、二、确定烫印箔的跳步参数并对跳步设备进行改进。
9、①、提高压铝轮输送烫印箔的稳定性,压铝轮决定烫印跳步的精准和烫印箔输送量的准确度,避免产生图文漏烫现象;选择表面硬度为60-70ha的压铝轮,控制烫印箔输送量的误差在0.1-0.2mm。
10、②、控制在烫印箔跳步机构与烫金版之间烫印箔的横向摆动幅度,在上述烫印箔跳步机构与烫金版之间的三根过铝轴上均增设卡圈导向环,其中各组卡圈导向环之间的间距逐步缩小。
11、③、优化烫印箔的跳步参数,将跳步限定为横向偏移和纵向跳步两部分;其中横向偏移是在烫印箔卷盘进行完一次完整烫印后开始下一次烫印时进行,横向偏移是指烫印箔卷盘在垂直于进纸方向上进行反复位移,每次位移的距离均≤1/2d1;所述纵向跳步是控制烫印箔在进入烫金版之前进行纵向收缩,以错开烫印箔上一次烫印已经加工过的部位,纵向跳步的距离大于等于d2而小于等于2d2。
12、优选的,为提高条盒进入烫金工位之前的走纸平稳,保证最终产品的图文套印精确,在烫金工位之前依次设置一个大输纸毛轮组和两个小输纸毛轮组;前者通过大直径的单一毛刷轮带动待烫印条盒沿进纸方向走纸,确保进纸方向上条盒的快速和精确;后者在一个条盒的范围内设置两组平行的具备小直径毛刷轮的小输纸毛轮组带动条盒走纸,确保垂直于进纸方向条盒移动的一致性,避免发生错位,提高套准精度。
13、优选的,按照烫印箔的前进方向,设置在烫印箔跳步机构与烫金版之间第一根过铝轴上的卡圈导向环的间距设定为≤4mm,设置在第二根过铝轴上的卡圈导向环的间距设定为≤3mm,设置在烫金版前最后一根过铝轴上的卡圈导向环的间距设定为≤2mm。
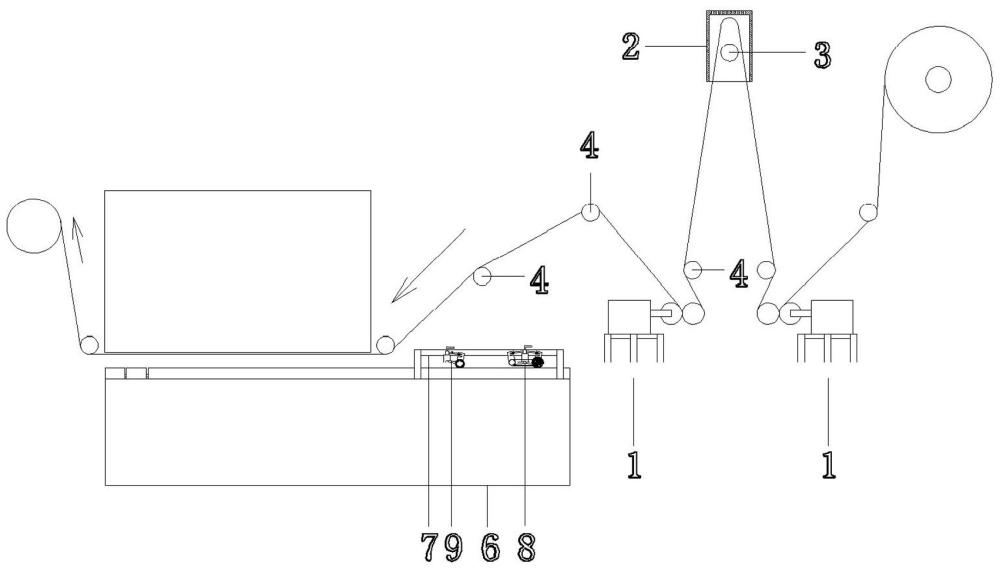
14、本发明的目的二是提供一种降低电化铝耗用的平压平烫金垂直进纸烫印设备,包括放卷机构、烫印机构以及收卷机构,其特征在于,还包括设置在放卷机构和烫印机构之间的烫印箔跳步机构、烫印箔横向稳定机构以及走纸机构;
15、所述烫印箔跳步机构包括分别设置在烫印箔放卷轴出口端和烫印版进口端的两组烫印箔纵向调节装置,以及设置在两组烫印箔纵向调节装置之间的烫印箔张力调节装置;其中,所述两组烫印箔纵向调节装置包括支架、安装在支架上的伸缩气缸,以及安装在气缸伸缩轴端部的压铝轮和与之对应托铝轮,压铝轮表面硬度为60-70ha,与烫印箔之间具有良好的摩擦系数,有利于控制跳步时烫印箔输送量的误差;设置在靠近放卷轴一端的前置烫印箔纵向调节装置是主要的跳步装置,而靠近烫金版一侧的后置烫印箔纵向调节装置用以对前置烫印箔纵向调节装置完成的跳步距离进行正向和反向的补充,进一步提高跳步精度;所述张力调节装置为隧道式负压抽吸结构与可移动导向辊的组合。
16、所述烫印箔横向稳定机构设置在烫印箔纵向调节装置与烫金版之间,包括三根过铝轴,每根过铝轴上均设置一对同轴的卡圈导向环,两个卡圈导向环之间的间距大于烫印箔的宽度,并且从前置烫印箔纵向调节装置开始,每根过铝轴上的卡圈导向环之间的间距逐步缩小。
17、所述走纸机构设置在后置烫印箔纵向调节装置与烫金版之间的输纸平台上,在该输纸平台上方设置与进纸方向相同的支架,并在支架上依次设置一个大输纸毛轮组和两个小输纸毛轮组,其中两个小输纸毛轮组平行安装在靠近烫金版的位置,所述的大输纸毛轮和小输纸毛轮均设置有下压弹片使其贴合待输送的条盒。
18、有益效果:
19、相对于现有技术中采用的横向进纸烫印方法,本技术结合烫印产品的要求以及现有烫印设备的结构特点,在对烫印图案参数和烫印箔的尺寸进行特殊限定,以及烫印箔跳步参数进行优化调整后,采用了垂直进纸、双拼烫金的卷烟条盒烫印方法,充分利用烫印箔卷盘与烫印图案的对应和分布关系,将现有技术中两个同时烫印的图案之间的间距,由只能重新插入一个新的烫印图案,调整为可以插入多个新的烫印图案,综合核算,能够节约烫印箔约20%,产生了较高的经济效益。
本文地址:https://www.jishuxx.com/zhuanli/20240617/41804.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表