二阶式纸塑材料压制成型纸塑餐具的方法与流程
- 国知局
- 2024-07-05 16:31:52
本发明提供一种二阶式纸塑材料压制成型纸塑餐具的方法,主要应用于深度较浅的餐盘、汤匙、刀叉等餐具的成型方法及其工艺手段。
背景技术:
1、纸塑产品成型工艺分式大致分为湿压成型和干压成型,主要系针对不同产品时选择不同工艺生产,而纸塑产品中不乏深度较浅且厚度较薄的产品,如餐盘、汤匙、刀叉等一次性餐具;若是使用湿压成型方式无法令纸塑餐具成型后达到很薄的厚度并且需消耗大量的电能来干燥成型;若是使用干压成型方式则无法生产出表面光滑、具美感且制作时间较长的产品;无论哪种成型方法都需要使用制浆系统来制作纸浆,制浆系统所需的空间大及成本高,且上述二种成型工艺因高时间成本、高能耗成本、高空间成本而使其制成的纸塑产品无法满足巿场需求的价格为其缺陷之一;且一般经上述成型工艺完成的餐盘需在表面覆上一层塑料膜以供防水或防油,而令其在使用后无法真正的分解增加回收难度,进而失去纸塑产品的完全分解环保特点;所制成的产品于四周产生因内外直径不同而在成型时留下皱折,亦不具光滑表面及合乎美感更是为其缺陷之二,请参考图8和图9的习知纸塑产品,其餐盘6的外围61为不具光滑表面且层次模糊颇不合乎美感更是为其缺陷。本发明人即是有鉴于习知纸塑产品仍存有缺陷,乃予以研发,经多次努力乃发展出本发明。
技术实现思路
1、本发明的目的在于提供一种降低生产成本的二阶式纸塑材料压制成型纸塑餐具的方法。
2、本发明中所言的「二阶式」的意义,其可解读为非为最原始的材质,但却是利用原始的木质材料经过造纸工艺所完成后的一阶式纸塑产品,一阶式纸塑产品的使用态样相当多元化,其中的一种产品即是为平面状或卷筒状的纸浆板,另外也可纸塑化成型的餐盘、汤匙、刀叉等等一次性产品,即称为一阶式物品,该等产品即被解读为「一阶式物品」,本发明即是利用一阶式物品进行再创新加工的方法,即形成本文所称「二阶式纸塑材料压制成型纸塑餐具的方法及其机构」,利用本发明方法模塑完成的商品即是本文中所称的「二阶式物品」,于此合先陈明。
3、为了达到上述目的,本发明提供一种二阶式纸塑材料压制成型纸塑餐具的方法,利用已经被纸塑化成为在市场贩卖的一阶式物品,以该一阶式物品作为原始胚品,该一阶式物品再经由中间程序的作业,使该一阶式物品被半湿化或微软化后被快速模塑制作成为二阶式物品。
4、进一步的,所述中间程序包含:以渲染方式将所述一阶式物品形成半湿状态,所述渲染方式包括利用添加剂,该添加剂包含防水剂或防油剂;渲染后,利用热压定型方式,其将所述一阶式物品模塑形成二阶式物品。
5、进一步的,所述渲染方式包括静电涂布方式、压印方式、喷淋方式、转印方式的其中一种;利用静电涂布方式,其让所述添加剂均匀涂布于一阶式物品的表面,且让该一阶式物品仍保持半湿状态;或者利用压印方式,其将添加剂压印在一阶式物品表面上。
6、进一步的,所述一阶式物品为经过制浆过程的成品,为平面式纸浆板。
7、进一步的,所述一阶式物品为经过制浆过程的成品,为卷状式纸浆板。
8、进一步的,所述二阶式物品为纸塑餐盘、汤匙或刀叉。
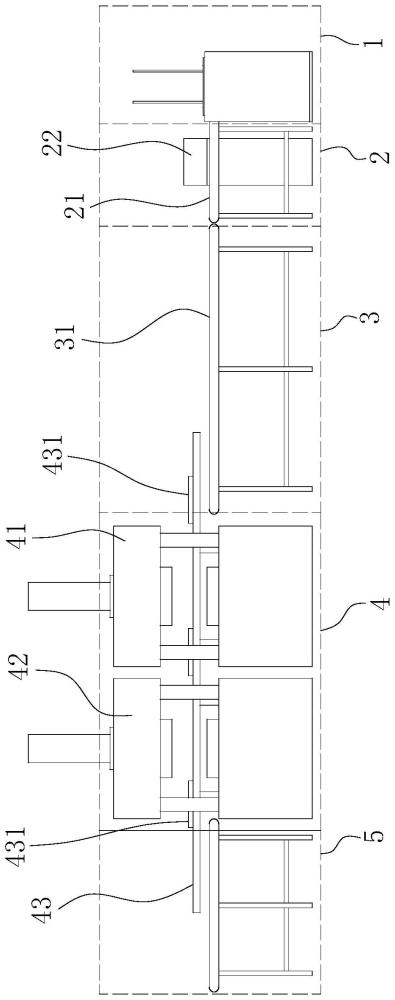
9、进一步的,该方法的中间程序包含将一阶式物品成型为二阶式物品的机构,该机构包含有:以植物纤维为原料所制成的一阶式物品;一入料区,其供所述一阶式物品纸浆板入料用;一渲染区,其包含有一输送机及一渲染机构,该渲染机构设置在输送机中的适当位置,先将渲染机构内所设置的添加剂依需求加热后,再利用渲染机构将添加剂渲染至所述纸浆板表面而形成半湿浆板;一静置渗透区,其为一慢速输送机输送所述半湿浆板用,令添加剂慢慢渗入半湿浆板内部,以得到具有被添加剂渗透并达到整体湿润度平衡的半湿浆板;一定型裁切区,其包括一热压定型机构、一裁切机构及一移载机构,其中该移载机构贯穿热压定型机构和裁切机构之间,该移载机构上并设置复数个真空系统以供吸取半湿浆板、半成品与成品的吸附装置,令吸附装置在移载机构上位移并吸附半湿板、半成品与成品至下一个合适的工位;一成品区,其供放置堆叠或收集成品用。
10、进一步的,该机构操作工艺流程为:将所述纸浆板置于所述入料区上,令纸浆板经由所述渲染区的输送机移送至所述渲染机构,该纸浆板经由该渲染机构将添加剂渲染至该纸浆板表面而形成所述半湿浆板,再将该半湿浆板经由所述渲染区的输送机移载至所述静置渗透区,经由该静置渗透区的慢速输送机移动而令添加剂慢慢渗入半湿浆板内,当达到预计的渗透平衡时间后,借由所述定型裁切区的移载机构所设置的吸附装置将半湿浆板移转至热压定型机构内,经由该热压定型机构的热压干燥定型后得到干燥的半成品,再借由移载机构的吸附装置将半成品移动至裁切机构并裁切出半成品的外型轮廓,从而得到完整的纸塑餐具成品,再令成品被移载机构的吸附装置移至成品区内。
11、进一步的,该渲染机构为喷淋装置、静电涂布装置、转印装置或压印装置。
12、进一步的,该成品借由热压定型机构成型并利用纸浆板的植物纤维交织特性而成为具有平整光滑的外观表面不产生皱折,同时具有层次分明的规律性的凸状造型。
13、采用上述技术方案后,本发明针对先前技术而创新的纸塑产品成型工艺,使用造纸厂直接制成的一阶式物品,即平面式纸浆板,作为本发明方法的原始胚品,换言之,本发明方法中已不再使用制浆系统来制造纸浆,以降低成本,该原始胚品(即一阶式物品)再经由中间程序作业,可湿化、软化一阶式物品,快速制成二阶式物品。
14、并可进一步借由添加剂经由中间程序中的渲染机构,如:喷淋、涂布、转印或压印等功能的机构,添加至原始胚品纸浆板的表面层,经过静置步骤后再对其热压定型及裁切边框等工艺手段,可达到快速制作、降低成本、外观平整且整体更为硬挺的二阶式物品,该等二阶式物品可为深度较浅的餐盘、汤匙、刀叉或类似的餐具。
技术特征:1.一种二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:利用已经被纸塑化成为在市场贩卖的一阶式物品,以该一阶式物品作为原始胚品,该一阶式物品再经由中间程序的作业,使该一阶式物品被半湿化或微软化后被快速模塑制作成为二阶式物品。
2.根据权利要求1所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:所述中间程序包含:以渲染方式将所述一阶式物品形成半湿状态,所述渲染方式包括利用添加剂,该添加剂包含防水剂或防油剂;渲染后,利用热压定型方式,其将所述一阶式物品模塑形成二阶式物品。
3.根据权利要求2所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:所述渲染方式包括静电涂布方式、压印方式、喷淋方式、转印方式的其中一种;利用静电涂布方式,其让所述添加剂均匀涂布于一阶式物品的表面,且让该一阶式物品仍保持半湿状态;或者利用压印方式,其将添加剂压印在一阶式物品表面上。
4.根据权利要求1所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:所述一阶式物品为经过制浆过程的成品,为平面式纸浆板。
5.根据权利要求1所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:所述一阶式物品为经过制浆过程的成品,为卷状式纸浆板。
6.根据权利要求1所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:所述二阶式物品为纸塑餐盘、汤匙或刀叉。
7.根据权利要求4或5所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:该方法的中间程序包含将一阶式物品成型为二阶式物品的机构,该机构包含有:以植物纤维为原料所制成的一阶式物品;一入料区,其供所述一阶式物品纸浆板入料用;一渲染区,其包含有一输送机及一渲染机构,该渲染机构设置在输送机中的适当位置,先将渲染机构内所设置的添加剂依需求加热后,再利用渲染机构将添加剂渲染至所述纸浆板表面而形成半湿浆板;一静置渗透区,其为一慢速输送机输送所述半湿浆板用,令添加剂慢慢渗入半湿浆板内部,以得到具有被添加剂渗透并达到整体湿润度平衡的半湿浆板;一定型裁切区,其包括一热压定型机构、一裁切机构及一移载机构,其中该移载机构贯穿热压定型机构和裁切机构之间,该移载机构上并设置复数个真空系统以供吸取半湿浆板、半成品与成品的吸附装置,令吸附装置在移载机构上位移并吸附半湿板、半成品与成品至下一个合适的工位;一成品区,其供放置堆叠或收集成品用。
8.根据权利要求7所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:该机构操作工艺流程为:将所述纸浆板置于所述入料区上,令纸浆板经由所述渲染区的输送机移送至所述渲染机构,该纸浆板经由该渲染机构将添加剂渲染至该纸浆板表面而形成所述半湿浆板,再将该半湿浆板经由所述渲染区的输送机移载至所述静置渗透区,经由该静置渗透区的慢速输送机慢速度移动而令添加剂慢慢渗入半湿浆板内,当达到预计的渗透平衡时间后,借由所述定型裁切区的移载机构所设置的吸附装置将半湿浆板移转至热压定型机构内,经由该热压定型机构的热压干燥定型后得到干燥的半成品,再借由移载机构的吸附装置将半成品移动至裁切机构并裁切出半成品的外型轮廓,从而得到完整的纸塑餐具成品,再令成品被移载机构的吸附装置移至成品区内。
9.根据权利要求7所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:该渲染机构为喷淋装置、静电涂布装置、转印装置或压印装置。
10.根据权利要求7所述的二阶式纸塑材料压制成型纸塑餐具的方法,其特征在于:该成品借由热压定型机构成型并利用纸浆板的植物纤维交织特性而成为具有平整光滑的外观表面不产生皱折,同时具有层次分明的规律性的凸状造型。
技术总结本发明系提供一种二阶式纸塑材料压制成型纸塑餐具的方法,主要应用于深度较浅的餐盘、汤匙、刀叉等餐具的成型工艺,其系利用已经被纸塑化成为可在市场贩卖的一阶式物品,以该一阶式物品作为原始胚品,该一阶式物品再经由中间程序的作业,使该一阶式物品可以被半湿化、微软化后被快速模塑制作并可降低成本成为二阶式物品,不需要制浆系统、吸浆系统,可以大幅节省成本及节省耗能,该二阶式成品表面平整无皱折并且整体结构更为坚挺。技术研发人员:赖宗伸受保护的技术使用者:常州市诚鑫环保科技有限公司技术研发日:技术公布日:2024/5/16本文地址:https://www.jishuxx.com/zhuanli/20240617/43097.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表