基于变频器单锭单电机的细纱恒张力动态监测与控制方法与流程
- 国知局
- 2024-07-05 16:33:02
本发明涉及细纱恒张力的动态监测与控制领域,具体是指一种基于变频器单锭单电机的细纱恒张力动态监测与控制方法。
背景技术:
1、细纱机是纺织行业的重要设备,主要用于纺制棉、毛和麻等纤维,在细纱机的生产过程中,纱线的张力对产品质量和生产效率具有重要影响。传统的细纱机中存在对细纱机所有锭位的细纱张力采集技术难度极大,不能及时地调整和处理的技术问题;存在细纱张力检测装置难以固定,员工操作不便,不能实现在线监测和控制的技术问题;存在对细纱张力控制精度不高、产品质量难以保持一致、能耗较大、生产效率较低的技术问题。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本发明提供了一种基于变频器单锭单电机的细纱恒张力动态监测与控制方法,针对传统的细纱机中存在对细纱机所有锭位的细纱张力采集技术难度极大,不能及时地调整和处理的技术问题,本发明采用双组份磁敏传感器自动互补的结构形式,通过霍尔传感器对细纱张力进行实时监测;针对细纱张力检测装置难以固定,员工操作不便,不能实现在线监测和控制的技术问题,本发明将霍尔传感器固定在细纱机机架上,将细纱机导纱钩与输入端相连,用于检测细纱的张力;针对细纱张力控制精度不高、产品质量难以保持一致、能耗较大、生产效率较低的技术问题,本发明采用pid控制器算法输出的控制量对电机进行调速,降低了人工劳动强度和人为因素的影响,实现对细纱恒张力的精确控制。
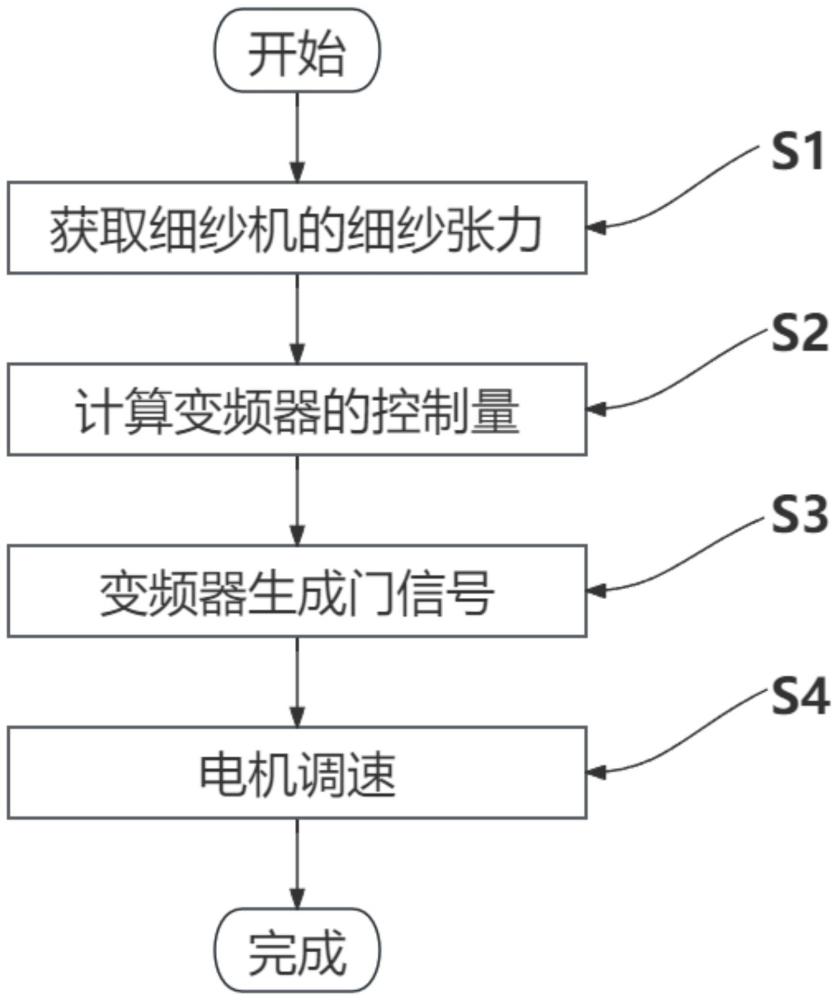
2、本发明采取的技术方案如下:本发明提供了一种基于变频器单锭单电机的细纱恒张力动态监测与控制方法,该方法包括以下步骤:
3、步骤s1:获取细纱机的细纱张力,所述细纱机包括机架、固定基座、导纱钩、变频器和电机,固定基座设置在机架上,导纱钩固定在固定基座上,变频器、电机和机架固定连接;
4、步骤s2:计算变频器的控制量;
5、步骤s3:变频器生成门信号;
6、步骤s4:电机调速。
7、进一步地,步骤s1中,获取细纱机的细纱张力,具体包括以下步骤:
8、步骤s11:安装霍尔传感器,所述霍尔传感器设置在机架上,霍尔传感器包括等截面弹性片、扭转轴、磁性片和双组份磁敏传感器,所述等截面弹性片固定在固定基座上,所述扭转轴包括输入端和输出端,扭转轴穿过固定基座和等截面弹性片的中心,所述输入端与导纱钩相联,所述输出端与变频器相连,所述磁性片固定在输出端,所述双组份磁敏传感器固定在磁性片上;
9、步骤s12:采集细纱张力数据集,所述细纱张力数据集包括电信号和细纱张力;
10、步骤s13:创建并初始化人工神经网络,用细纱张力数据集对人工神经网络进行训练,人工神经网络输出细纱张力,将训练完成的人工神经网络集成到双组份磁敏传感器中;
11、步骤s14:细纱机运行时,纱线与导纱钩相连,细纱张力产生波动时,扭转轴的输入端通过导纱钩感受到细纱张力变化,使等截面弹性片发生扭转,输出端位置改变,产生霍尔效应,双组份磁敏传感器产生电信号,人工神经网络根据电信号输出细纱张力;
12、步骤s15:霍尔传感器将细纱张力发送到变频器。
13、进一步地,步骤s2中,计算变频器的控制量,具体包括以下步骤:
14、步骤s21:对电机进行建模,所述电机为三相直流无刷电机,设三个相分别为a相、b相和c相,用数学方法对电机的a相进行模拟,所用公式如下:
15、;
16、式中,是a相的相电压,是a相的相电阻,是、和分别是a相、b相和c相的相电流,、和分别是a相、b相和c相的变化率,是a相的相电感,和分别是a相与b相和c相的互感系数,是a相的相反电动势;
17、步骤s22:计算每个相的反电动势,所用公式如下:
18、;
19、;
20、;
21、式中,、和分别是三个相的反电动势,是反电势常数,是电机的机械角速度,是转子的角度,是转子的位置函数;
22、步骤s23:计算电机的电磁转矩,所用公式如下:
23、;
24、式中,是电机的电磁转矩,是转矩常数;
25、步骤s24:预设期望张力,计算细纱张力与期望张力的误差;
26、步骤s25:计算变频器的增益参数,定义增益参数的约束条件为:
27、;
28、式中,是误差,是控制量,是反应变频器对输入信号变化的响应程度的灵敏度函数,是反应变频器对输入功率变化的响应程度的灵敏度函数,是反应变频器输出对输入信号的互补响应的灵敏度函数,、和分别是、和的权重,为预设的输出信号的最大值,是的切比雪夫距离;
29、步骤s26:利用matlab脚本中的hinfsyn函数对误差和权重进行计算,得到传递函数,通过粒子群优化算法对传递函数进行计算,得到最优权重;
30、步骤s27:根据最优权重和pid控制算法对误差进行计算,得到变频器的控制量。
31、进一步地,步骤s3中,变频器生成门信号,具体包括以下步骤:
32、步骤s31:变频器根据控制量生成脉宽调制信号;
33、步骤s32:所述变频器内部设有解码器,所述电机的相包括门开关、转子和内置霍尔感应器,所述门开关包括上开关和下开关,内置霍尔感应器测量转子的位置,得到位置信号,将位置信号发送给解码器,解码器根据脉宽调制信号和控制量生成门信号。
34、进一步地,步骤s4中,电机调速,具体包括以下步骤:
35、步骤s41:所述转子包括两个磁极,转子的磁极很近时,内置霍尔感应器发出强信号,转子的磁极很远时,内置霍尔感应器发出弱信号;
36、步骤s42:内置霍尔感应器输出精确等效换相序列;
37、步骤s43:用门信号控制门开关,门开关控制电机的相位终端电压对电机进行调速;
38、步骤s44:给三个相通电,设a相、b相和c相分别用黄线、蓝线、绿线与对应的门开关相连,设初始时c相保持非极性,a相获得正电压,b相获得负电压,打开a相的上开关,将a相的正极连接到黄线上,打开b相的下开关,将b相的负极接到蓝线上,其余开关保持打开状态,使用一个上开关和一个下开关同时啮合,调节相位终端电压,控制电机速度。
39、采用上述方案本发明取得的有益效果如下:
40、(1)针对传统的细纱机中存在对细纱机所有锭位的细纱张力采集技术难度极大,不能及时地调整和处理的技术问题,本发明采用双组份磁敏传感器自动互补的结构形式,通过霍尔传感器对细纱张力进行实时监测;
41、(2)针对细纱张力检测装置难以固定,员工操作不便,不能实现在线监测和控制的技术问题,本发明将霍尔传感器固定在细纱机的机架上,将细纱机导纱钩与输入端相连,用于检测细纱张力;
42、(3)阵对细纱张力控制精度不高、产品质量难以保持一致、能耗较大、生产效率较低的技术问题,本发明采用pid控制器算法输出的控制量对电机进行调速,降低了人工劳动强度和人为因素的影响,实现对细纱恒张力的精确控制。
本文地址:https://www.jishuxx.com/zhuanli/20240617/43230.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表