包装袋提手制备设备、制袋机及包装袋的制作方法
- 国知局
- 2024-07-05 16:35:12
本技术涉及包装袋加工领域,具体涉及一种包装袋提手的制备方法和制备设备及制袋机,以及具有该提手的包装袋。
背景技术:
1、包装袋是指用于包装各种用品的袋子,使货物在生产流通过程中方便运输,容易存储,广泛用于日常生活和工业生产中。众所周知,现有的包装袋至少是由一层膜材经过折叠、切割以及密封等不同程度的工序进行处理而得到的底部为密封结构、顶部为开口结构、顶部与底部之间具有一定容纳空间的容器袋;在现有的包装袋,尤其是大的包装袋结构中,包装袋的顶部边缘与底部之间具有很大的距离,当包装袋内装备物品后进行移动时,使用者惯于在顶部进行提拉移动,受力会集中在手部提拉处,此时,包装袋水平方向受力少,垂直方向的受力较为集中,特别是在对包装袋进行翻转、倾倒等操作时,包装袋的受力较多的集中在单个或相对的两个点上,这使得包装袋不仅受力重而且手部极度不适,且容易造成包装袋受力处的撕裂等问题。
2、面对上述问题,现有技术提出了较多的解决方案,例如公开号为de202009012135u1的专利技术中阐述了在包装袋侧风琴处开设一提手,将包装袋的提拉方向由顶部边缘转移到侧风琴处,增加提拉时水平方向的受力,减少垂直方向的受力;为了保障提手的牢固程度,在形成提手内表面贴附一层加强层,且在形成提手的包装袋侧风琴出贴附一层密封层以实现包装袋的密封,因此在本技术中,形成侧封提手需要进行侧风琴(提手)、加强层和密封层三层膜材的加工,工序复杂、膜材贴附较多,造成膜材的浪费。
3、因此,本领域的技术人员致力于开发一种加工工序便捷、且避免膜材浪费的包装袋提手制备方法和设备以及具备该提手的包装袋,以解决上述问题。
技术实现思路
1、本实用新型的目的在于克服现有技术的至少一种缺陷,提供一种包装袋提手制备方法和制备设备及制袋机及包装袋。
2、为实现上述目的,本实用新型采用了如下技术方案:
3、包装袋提手制备方法,至少具有如下步骤:
4、s1:连续不间断的输送侧风琴膜材;
5、s2:对所述侧风琴膜材局部冲断,形成两相对设置的冲断部,所述冲断部的延伸方向与所述侧风琴膜材的输送方向一致,在两相对设置的所述冲断部之间的所述侧风琴膜材形成提手基部;
6、s3:将两相对设置的所述冲断部向上翻折,翻折后在所述侧风琴膜材处形成提手孔;将翻折后的所述冲断部对向设置并固定所述提手基部上,形成提手加强部;
7、s4:在形成所述提手基部和所述提手孔的侧风琴膜材上方覆盖密封层,并将所述密封层的边缘与所述侧风琴膜材烫封固定,并形成环形烫封区,所述提手基部和所述提手孔位于所述环形烫封区内部;
8、s5:将烫封固定所述密封层的侧风琴膜材输送到冷却工位进行冷却后,形成具有提手的包装袋侧风琴膜材,将具有提手的包装袋侧风琴膜材输送至制袋机制备具有提手的包装袋。
9、进一步的,在所述s2步骤中,每一个所述冲断部至少具有两个角冲断区和位于两个角冲断区之间的线冲断区,其中,所述角冲断区提供形成所述提手孔的宽度a,所述角冲断区与所述线冲断区连通共同提供形成所述提手的长度b。
10、更进一步的,所述角冲断区采用冲孔工艺,在所述角冲断区形成冲孔,所述线冲断区与所述冲孔边沿连通。
11、更进一步的,所述角冲断区采用冲线工艺,在所述角冲断区形成冲线,所述线冲断区与所述冲线连通。
12、更进一步的,所述角冲断区的宽度不大于所述提手基部的宽度的一半,使得两个所述冲断部翻折后形成的所述提手加强部不会重叠。
13、进一步的,所述s3中将所述冲断部固定在所述提手基部上至少具有如下工艺步骤:
14、s30:对所述冲断部进行点烫,将所述冲断部定位在所述提手基部上;
15、s31:对点烫定位后的所述冲断部进行加强烫,沿所述冲断部的长度方向将所述冲断部烫封在所述提手基部上,形成提手加强部。
16、进一步的,所述密封层的面积大于所述侧风琴膜材上形成所述提手的区域面积,使得所述密封层可以完全覆盖在所述提手基部及所述提手孔一侧。
17、更进一步的,所述s4中将所述密封层固定在所述侧风琴上方至少具有如下工艺步骤:
18、s40:将所述密封层输送至所述侧风琴膜材上方,正对所述提手形成的部分;
19、s41:对所述密封层的边缘进行点烫,将所述密封层定位在所述侧风琴膜材上;
20、s42:对点烫定位后的所述密封层边缘进行加强烫,形成环形烫封区。
21、更进一步的,在s42中,对所述密封层边缘的加强烫还具有:将所述提手基部与所述侧风琴膜材牵连的部分与所述密封层之间通过烫封形成防断区的步骤,使得所述密封层、提手基部和所述侧风琴膜材之间形成牢固烫压,防止提手在提拉过程中断裂。
22、基于上述包装袋提手的制备方法,本技术还提供一种包装袋提手的制备设备,至少包括:
23、侧风琴膜材输送设备,用于连续不间断的输送侧风琴膜材;
24、冲断设备,对所述侧风琴膜材局部冲断,形成两相对设置的冲断部,在两相对设置的所述冲断部之间的所述侧风琴膜材形成提手基部;所述冲断设备至少具有角冲断部和线冲断部,以在所述冲断部上形成所述的角冲断区和线冲断区;
25、翻折设备,至少具有翻折基板和翻折件,所述翻折基板设置在所述提手基部上方,作为翻折基准板,所述翻折件设置在所述提手基部两侧,将两相对设置的所述冲断部沿所述翻折基板的边缘向上翻折,对向设置;翻折后在所述侧风琴膜材处形成提手孔;
26、第一烫封设备,将翻折后的所述冲断部烫封固定在所述提手基部上,形成提手加强部;
27、密封层输送设备,将所述密封层输送至形成所述提手基部和所述提手孔的侧风琴膜材上方,并覆盖所述提手基部和所述提手孔;
28、第二烫封设备,将所述密封层的边缘与所述侧风琴膜材烫封固定,并形成环形烫封区,所述提手基部和所述提手孔位于所述环形烫封区内部;
29、冷却设备,对烫封固定所述密封层的侧风琴膜材进行冷却后,形成具有提手的包装袋侧风琴膜材,用以制备具有提手的包装袋。
30、进一步的,所述冲断设备中,角冲断部包括冲孔头,所述冲孔头将所述角冲断区进行冲孔,所述冲孔头与所述线冲断部可一体式设置。
31、进一步的,所述冲断设备中,角冲断部包括冲线头,所述冲线头将所述角冲断区进行冲线,所述冲线头与所述线冲断部可一体式设置。
32、本技术还提供一种制袋机,该制袋机具有前述包装袋提手的制备,并通过前述包装袋提手的制备方法制备包装袋提手。
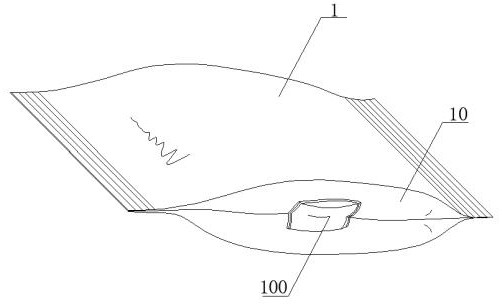
33、本技术还提供一种包装袋,该包装袋的侧风琴处具有提手,所述提手通过前述包装袋提手制备设备及制备方法制备。
34、本技术提供的包装袋提手制备方法、制备设备、制袋机及包装袋,具有如下
35、有益效果:
36、(1)通过冲断设备进行角冲断和线冲断基本不产生或产生很小的包装袋废料,极大的降低了包装袋制备过程中产生废料较多的问题,提高了包装袋膜材的利用率;
37、(2)通过翻折将冲断形成的部分膜材转变为提手的加强部,提高了提手本身的强度同时,取代现有技术中另加一片加强膜的方案,减少了提手制备的工艺流程,节约了包装袋的膜材;
38、(3)将密封层与侧风琴膜材和提手基部同步烫压,使得提手基部的牢固度与侧风琴膜材和密封层同步关联,有效防止提手在提拉过程中断裂,提高包装袋的使用寿命。
本文地址:https://www.jishuxx.com/zhuanli/20240617/43325.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种包装生产线的制作方法
下一篇
返回列表