一种条状药生产用自动切药晾药装置及方法与流程
- 国知局
- 2024-07-05 17:43:06
本发明属于火炸药切药,具体涉及一种条状药生产用自动切药晾药装置及方法。
背景技术:
1、条状药广泛应用于国防,年需求量较大,且所需直径规格、长度规格较多。目前不同规格的条状药生产需要经过螺压挤药、切药、车药、装箱等工序,工序较繁琐,并且需要人工进行辅助作业,自动化程度较低,同时存在一定的危险性。
技术实现思路
1、为解决上述问题,本发明提出一种条状药生产用的自动切药与晾药装置及方法,使得条状药在生产过程无需进行过多繁琐工序,仅经过切药工序后即可达到所需规格,从挤药、切药到晾晒的整个过程实现自动化,实现人机隔离,提高生产安全性及生产效率。
2、为实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现:
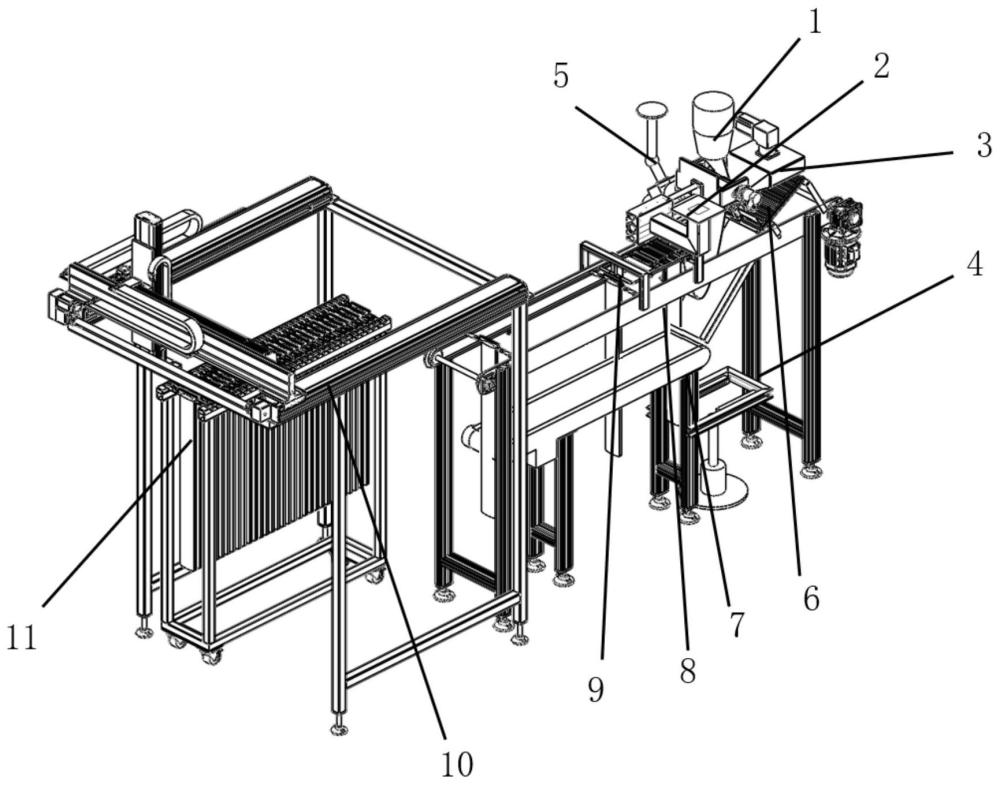
3、本发明提供一种条状药生产用自动切药晾药装置,包括药条挤出机构、药条挤出速度测定机构、切药机构、药条长度检测机构、药条质量监测机构、挂药条杆供给机构、药条输送机构、挂药条杆输送机构、压药条板放置机构、桁架机械手和移动式晾药架;所述药条挤出机构的出药口下方安装有用于将药条切断的切药机构、用于测定药条挤出速度的药条挤出速度测定机构、用于检测药条长度的药条长度检测机构以及用于监测药条质量的药条质量监测机构,所述挂药条杆供给机构用于向挂药条杆输送机构进行挂药条杆的供给,切断的药条落在所述挂药条杆输送机构输送的挂药条杆上后,所述药条输送机构将挂药条杆及药条朝向移动式晾药架转移,所述桁架机械手将其放置在移动式晾药架上进行晾药处理。
4、进一步地,上述条状药生产用自动切药晾药装置中,所述药条挤出机构的内部设置有可进行更换的模具,能够根据不同需求挤出不同型号规格的药条;
5、所述药条质量监测机构由防爆式监控摄像头和摄像头安装座组成,所述药条质量监测机构能够检测切断药条后断面情况是否满足要求;
6、所述药条输送机构包括药条输送支架和防静电皮带,所述药条输送机构的动力由速度可调的变频电机提供。
7、进一步地,上述条状药生产用自动切药晾药装置中,所述药条挤出速度测定机构包括挤出速度测定气缸、气缸安装座、检测机构连接板、药条导向板、防爆绝对值编码器、测定滚筒和切刀挡刀板,所述检测机构连接板与挤出速度测定气缸相连,所述挤出速度测定气缸固定在气缸安装座上,所述防爆绝对值编码器通过定位轴与测定滚筒连接。
8、进一步地,上述条状药生产用自动切药晾药装置中,所述切药机构包括切药伺服电机、切药安装板、凸轮、滑轮板、导向轴、切刀夹板、切刀和切刀保护罩,所述切药伺服电机与凸轮通过切药安装板相连,所述滑轮板安装在凸轮上,所述切刀夹板通过两根导向轴与滑轮板相连,所述切刀固定在切刀夹板上,所述切刀保护罩上开设有便于切刀进出的条形状孔洞。
9、进一步地,上述条状药生产用自动切药晾药装置中,所述挂药条杆供给机构包括供杆槽架、挂药挑杆、气缸安装板、压挂杆气缸和供挂杆气缸,所述供杆槽架上并排安装有多个挂药挑杆,所述压挂杆气缸和供挂杆气缸分别安装在气缸安装板的两侧,并均与供杆槽架相连。
10、进一步地,上述条状药生产用自动切药晾药装置中,所述挂药条杆输送机构包括支腿、挂药条杆输送侧板、挂药条杆输送伺服电机和导向板,所述挂药条杆输送侧板固定在支腿上,所述导向板通过转轴固定在挂药条杆输送侧板上,所述挂药条杆输送侧板上安装有用于带动挂药条杆传动带位移的挂药条杆输送伺服电机;在开始生产前,根据需求改变所述导向板的角度,两个所述挂药条杆输送侧板相对一面的链条上存在若干对卡槽,利用所述卡槽托住导向杆,使其在挂药条输送机构上进行移动。
11、进一步地,上述条状药生产用自动切药晾药装置中,所述药条长度检测机构由光幕传感器安装架、光幕传感器、光电传感器和光电传感器安装板组成,所述光幕传感器安装安装在光幕传感器安装架上,所述光幕传感器安装架固定在药条输送机构的药条输送支架上,所述光电传感器固定在光电传感器安装板上,并固定在挂药条杆输送机构的挂药条杆输送侧板上。
12、进一步地,上述条状药生产用自动切药晾药装置中,所述压药条板放置机构包括压药板安装支架、推块、压药板、压药气缸、压药板安装头、压药板料斗和拉伸弹簧,所述压药板安装支架上安装有压药气缸,所述压药气缸能够带动压药板安装头位移,所述拉伸弹簧连接着压药板料斗和推块,以保证压药板在被压药板安装头推出后,后续压药板能自动补齐。
13、进一步地,上述条状药生产用自动切药晾药装置中,所述桁架机械手包括机架、直线模组和抓手,所述机架上安装有直线模组,所述直线模组为xyz三自由度直线模组,能够带动抓手在xyz三个方向自由移动;
14、所述移动式晾药架包括晾药支架、晾药侧板、万向轮,所述晾药支架的底端安装有万向轮,所述晾药支架的顶端两侧安装有晾药侧板,所述晾药侧板的内部开设有便于卡住挂药挑杆以实现晾药功能的v型槽。
15、本发明还提供一种条状药生产用自动切药晾药方法,基于上述的条状药生产用自动切药晾药装置实现,包括如下步骤:
16、s1、将原料放入到药条挤出机构中,并更换好所需规格药条的模具,设置好导向板的角度,然后启动设备;
17、s2、设备开始工作,原料在药条挤出机构的挤压作用下开始向外出料,通过模具定型成为所需规格的药条;
18、s3、成型的药条被挤出后,匀速向下,当下降到一定高度时,药条挤出速度测定机构启动,挤出速度测定气缸推动检测机构连接板向前移动,使得药条搭在药条导向板上继续匀速向下移动;
19、s4、当药条被药条长度检测机构中的光幕传感器检测到后,药杆供给机构动作,供挂杆气缸动作,将挂药挑杆推送至挂药条输送机构中挂药条杆输送侧板内的卡槽上,同时挂药条杆输送伺服电机动作使得挂药条输送机构开始工作,带动挂药挑杆在挂药条输送机构上移动一段距离,使药条挂在挂药挑杆上;
20、s5、当光电感应器感应到药条后,切药机构动作,切药伺服电机带动凸轮动作,切刀在凸轮的带动下快速切下药条,药条被全部挂到挂药挑杆上;
21、s6、防爆式监控摄像头对药条断面进行拍照,并传输至控制室,查看断面是否平整,是否符合要求,若不符合要求则进行停机处理,若符合要求则不做任何操作;
22、s6、挂药条输送机构与药条输送机构动作,带动挂药挑杆移动至压药板放置机构下方后停止,此时压药气缸带动压药板安装头向下压,将压药板安置在挂药挑杆上,使其固定住药条,防止药条在移动过程中发生滑脱;
23、s7、挂药条输送机构与药条输送机构再次动作带动挂在挂药挑杆上的药条继续前进,与此同时,桁架机械手也开始动作,当挂药挑杆移动至药条输送机构末端时,桁架机械手正好也移动至该处,抓手将挂药挑杆抓起;
24、s8、桁架机械手带动挂药挑杆按照预定轨迹移动,将其放置在移动式晾药架的v型槽处进行晾药处理;
25、s10、重复步骤s1步骤s9,直至所有药条切割完成;
26、s11、设备停止,人工进入将移动式晾药架连同药条一并推出作业区域,然后再放入第二份原料,启动设备重新开始切药作业。
27、本发明的有益效果是:
28、本发明装置结构设计合理,切药机构的凸轮设计可以对药条不间断的进行切药处理,同时药杆输送机构和药条输送机构速度保持一致,药条下面部分可以在药条输送机构上随着药杆输送机构同步前进,避免了药条被拉伸从而改变药条直径情况的发生,压药板放置机构的设计可以避免药条在运输过程中出现滑脱等情况。整个生产过程实现自动化和现场无人化,提高了生产效率,减小了危险发生时对人的伤害。
29、当然,实施本发明的任一产品并不一定需要同时达到以上的所有优点。
本文地址:https://www.jishuxx.com/zhuanli/20240617/48880.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表