控制板导向安装工装的制作方法
- 国知局
- 2024-07-05 17:43:44
本技术涉及一种电动车元器件装配领域,特别是涉及一种安装控制板用工装。
背景技术:
1、电动车元器件在生产装配时,通常采用定位销进行定位,这种方式有以下问题:定位销在安装或取出时有掉落到产品内部的风险;定位销的拆装比较耗费人工工时;直插式定位销有破坏螺纹孔的风险;外螺纹式定位销取出时有金属屑带出掉落产品内部的风险;且无论是选用铝还是不锈钢材料制作定位销,其使用寿命都非常有限,使用时间长了,会因为磨损影响定位精度。另外,通常在产品上安装控制板时,控制板的放置是工人通过肉眼识别控制板安装孔的位置,进行定位,这种方式安装速度比较慢,同时还存在控制板上器件被碰撞损坏的风险;之后将控制板与产品连接器进行连接时,一般是通过工人手动按压控制板上的指定位置,这种方式容易出现按压位置不准确从而导致控制板上器件损坏或由于按压不到位连接器接触不良的风险。
2、中国专利文献cn107984207b中公开了一种电器产品控制组件的安装工装结构及其使用方法,其特征在于:包括外部边缘轮廓与安装盒(6)内形相一致的安装盒支撑座;操作控制板支撑座(2),操作控制板支撑座上设置有部分外露的定位销(22)及用于支撑玻璃(8)的活动设置的支撑柱(23),压紧板(3),设置在操作控制板支撑座上方;压紧板驱动机构(4),与压紧板连接,驱动压紧板向上或向下移动;控制板,压紧板驱动机构与控制板连接由控制板控制其工作;执行开关,与控制板连接。上述相关技术中,也使用了定位销进行定位,具有上述使用定位销会存在的问题。
技术实现思路
1、本实用新型要解决相关技术中装配控制板时存在的问题。
2、针对上述存在的局限性,本实用新型提出了一种控制板导向安装工装。
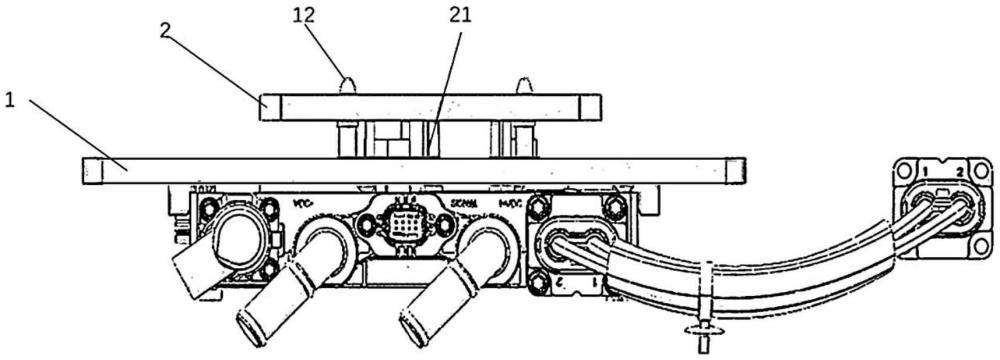
3、一种控制板导向安装工装,包括:导向工装:在所述导向工装上设置:
4、多个限位块;所述限位块用于将导向工装固定在待安装控制板的产品上;
5、控制板槽孔,所述控制板槽孔的形状与所述控制板形状相匹配;在所述导向工装上沿所述控制板槽孔的边缘设置多个控制板导向;
6、多个导向柱;
7、安装工装:在所述安装工装上设置:
8、按压部件,所述按压部件的位置与所述控制板上待按压点的位置相对应;
9、套孔,所述套孔与所述导向柱形状相配合。
10、进一步地:在所述导向工装上设置三组限位块:
11、第一组:在所述导向工装的第一侧面上设置1个或2个所述限位块,所述限位块向所述导向工装下方延伸;
12、第二组:在所述第一侧面对侧的第二侧面上设置1个或2个所述限位块,所述限位块向所述导向工装下方延伸;
13、第三组:在所述导向工装底面设置2个所述限位块,所述限位块向所述导向工装下方延伸。
14、进一步地:所述第一组中的限位块通过螺钉固定在所述导向工装的第一侧面上;所述第二组中的限位块通过螺钉固定在所述导向工装的第二侧面上;
15、在所述导向工装上设置用于安装所述第三组中的限位块的限位块安装结构,所述限位块安装结构为2个平行设置的腰孔;在所述第三组中的限位块上设置螺纹孔,用于将所述限位块与所述腰孔通过螺栓连接。
16、进一步地:所述螺栓可以在所述腰孔中沿所述腰孔长径方向移动位置,从而可以调节限位块的位置。
17、进一步地:所述限位块具有限位面;所述限位面由竖直面楔形面连接而成;
18、所述第一组中的限位块和所述第二组中的限位块的设置方向为:所述第一组中的限位块的所述限位面与所述第二组中的限位块的所述限位面对向设置;
19、在所述第三组中的限位块的设置方向为,第三组中的2个限位块的限位面对向设置。
20、进一步地:所述导向柱为3个;所述导向柱具有顶端、杆部和限位台阶,所述顶端为球冠或截锥体;所述导向柱沿竖直方向设置且所有的所述导向柱的所述顶端具有相同高度;
21、所述套孔套入所述杆部时,被所述限位台阶限位。
22、进一步地:所述按压部件为螺杆,所述螺杆前端设置弹性材料。
23、进一步地:所述弹性材料为聚氨酯弹性体、tpe、或橡胶。
24、进一步地:所述控制板导向为l形导向;
25、在所述导向工装上左右两端开设平行于左右两侧面的通槽一;
26、在所述安装工装上左右两端开设平行于左右两侧面的通槽二。
27、进一步地:所述安装工装上设置多个与所述按压部件的螺纹相配合的螺纹孔;所述螺纹孔与所述按压部件的比例为1:3~1:5。
28、与相关技术相对比,本实用新型具有以下优点:通过在所述导向工装上设置限位块,可以方便地将导向工装固定在产品上,通过在导向工装上设置控制板槽孔,在所述控制板槽孔边缘设置多个控制板导向,从而可以准确快速地将控制板放置在产品上的安装位置上,避免放置过程中碰撞控制板上的元器件;通过在所述安装工装上设置按压部件,按压部件的位置与控制板上待按压点位相对应,从而能准确且用力均匀地对待按压点位进行按压,从而可以提高安装控制板的质量和效率。
技术特征:1.一种控制板导向安装工装,其特征在于:包括:
2.如权利要求1所述的控制板导向安装工装,其特征在于:
3.如权利要求2所述的控制板导向安装工装,其特征在于:
4.如权利要求3所述的控制板导向安装工装,其特征在于:
5.如权利要求2所述的控制板导向安装工装,其特征在于:
6.如权利要求1所述的控制板导向安装工装,其特征在于:
7.如权利要求1所述的控制板导向安装工装,其特征在于:
8.如权利要求7所述的控制板导向安装工装,其特征在于:所述弹性材料为聚氨酯弹性体、tpe或橡胶。
9.如权利要求1所述的控制板导向安装工装,其特征在于:
10.如权利要求1所述的控制板导向安装工装,其特征在于:
技术总结一种控制板导向安装工装,包括:导向工装:在所述导向工装上设置:多个限位块;控制板槽孔,所述控制板槽孔的形状与待安装的控制板相匹配;在所述控制板槽孔边缘设置多个控制板导向;多个导向柱;安装工装:在所述安装工装上设置:按压部件,按压部件的位置与控制板上待按压点位相对应;套孔,所述套孔与所述导向柱形状相配合。使用本技术的控制板导向安装工装,能快速定位产品和控制板,并且能准确且用力均匀地对控制板上待按压点位进行按压,从而可以将控制板与产品上对应的连接器准确的连接,提高安装控制板的质量和效率,避免定位不准确碰撞控制板和按压位置不准确、按压过压导致的控制板元器件损坏以及按压不到位导致的连接器接触不良。技术研发人员:雍正宇,吕向前,全吉受保护的技术使用者:常州是为电子有限公司技术研发日:20231109技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240617/48933.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表