一种扇形零部件定位装夹夹具的制作方法
- 国知局
- 2024-07-05 17:53:27
本技术属于约束夹具,尤其涉及一种扇形零部件定位装夹夹具。
背景技术:
1、目前,在航空、航天工业领域中,普遍使用一类环形零件,这类环形零件在制造加工完成后,常常需要使其在约束状态下对其尺寸饯行检测,当这类环形零件尺寸很大,而其壁厚很薄时,将这类环形零件完全安装或约束后,由于零件自身容易产生形变,从而使零件检测出现较大的误差或错误,影响了检测精度。
2、现有技术中,公告号为:“cn211053522u”的专利文献,公开了一种大型薄壁环件的定位约束夹具,包括底座、压板和锁紧螺钉,压板之上设置有腰圆形限位孔,底座之上设置有锁紧螺孔,底座之上还竖立连接有定位销,定位销与锁紧螺孔设置位置相互邻近,锁紧螺钉穿过限位孔之后螺接于锁紧螺孔以内。采用该专利文献记载的技术方案,通过选择大型薄壁环形零件上相应的定位孔与夹具上相应的定位销的相互配合完成对大型薄壁环形零件的定位,又通过锁紧螺钉将相应的压板压靠在零件的表面上即完成使零件约束夹紧,为完成对该零件上相应的特征要素的尺寸检测奠定了基础,方便了检测人员的操作,然而,该专利技术却不适用于一种扇形工件,该扇形工件一般从整体环形工件上切割为单件,一般可用于航空发动机上的风扇叶片锁紧装置,并且由于该扇形工件材质特殊,在对该扇形工件进行装夹时需要特别小心谨慎,不能使用超过147n的装夹力,以防止对扇形工件表面压伤,现有技术中,对于这类工件的装夹一般采用具有标准重量的砝码,利用砝码自身重力对工件表面施加压力,然而,由于砝码的外形形状与工件的外形形状极不匹配,砝码对扇形工件产生的重力往往集中于扇形工件表面的局部区域,使扇形工件局部区域受力过大,仍然无法避免扇形工件受压损伤,此外,砝码的重量往往固定,不便于对扇形工件受压压力进行调节。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种扇形零部件定位装夹夹具。
2、本实用新型通过以下技术方案得以实现。
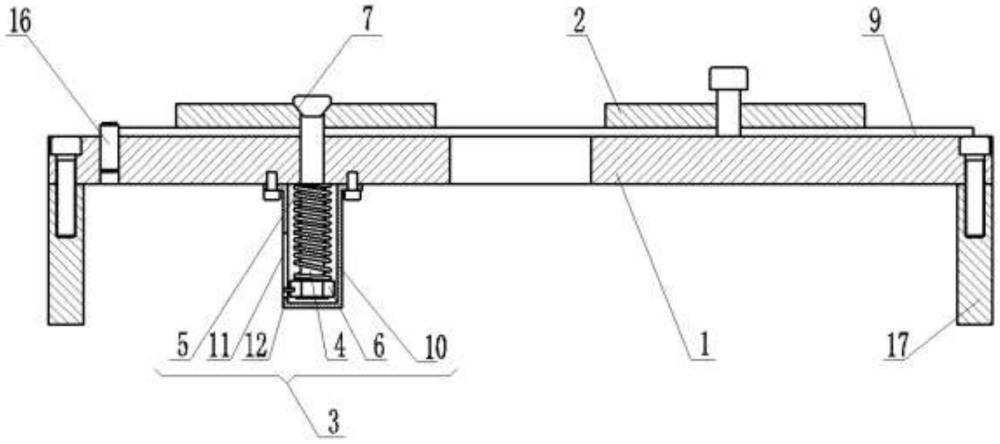
3、本实用新型提供一种扇形零部件定位装夹夹具,包括底板、压板和调力装置,所述压板的一端与所述底板铰接,所述调力装置包括调力螺栓、弹簧和调力螺母,所述调力螺栓的头端设置有工作面,并且所述工作面为球面形状,所述调力螺栓的尾端与调力螺母连接,并且使所述调力螺栓依次贯穿所述压板的另一端、底板和弹簧。
4、所述压板的表面还设有测力孔,所述调力螺栓布置位置与该测力孔接近,并且测力孔在所述底板表面的投影图形完全落入扇形工件在所述底板表面的投影图形内。
5、所述调力装置还包括护罩,护罩与所述底板固连,并且使所述调力螺母、弹簧完全容纳于护罩内。
6、所述护罩的表面还设置有滑槽,所述调力螺母还与限位销的一端固连,限位销的另一端贯穿该滑槽。
7、所述压板与所述底板铰接是指:所述底板与第一铰轴固连,所述压板与第二铰轴固连,第二铰轴贯穿第一铰轴。
8、所述第一铰轴的轴向与第二铰轴的轴向垂直相交。
9、所述压板的表面还设有卸装螺孔,卸装螺孔在所述底板表面的投影图形与扇形工件在所述底板表面的投影图形互不交叠。
10、所述压板整体为扇形。
11、所述底板的表面还与多个定位销固连在一起。
12、所述底板的边沿还与支腿固连在一起。
13、本实用新型的有益效果在于:采用本实用新型的技术方案,扇形工件装夹于底板与压板之间,通过旋合调力螺栓时,使弹簧压缩产生形变,弹簧形变程度则反映了调力螺栓通过压板作用于扇形工件表面上的压力,通过旋合调力螺母,则可对扇形工件所承受的压力进行适当调整,在保证扇形工件可靠装夹的基础上,避免扇形工件表面受压损伤,由于本实用新型可对扇形工件压力进行调整,使本实用新型能够适用于更多外形形状相同,而材质不同的扇形工件的装夹,扩展了本实用新型的适用范围,具有操作便利,制造成本低的优点。
技术特征:1.一种扇形零部件定位装夹夹具,其特征在于:包括底板(1)、压板(2)和调力装置(3),所述压板(2)的一端与所述底板(1)铰接,所述调力装置(3)包括调力螺栓(4)、弹簧(5)和调力螺母(6),所述调力螺栓(4)的头端设置有工作面(7),并且所述工作面(7)为球面形状,所述调力螺栓(4)的尾端与调力螺母(6)连接,并且使所述调力螺栓(4)依次贯穿所述压板(2)的另一端、底板(1)和弹簧(5)。
2.如权利要求1所述的扇形零部件定位装夹夹具,其特征在于:所述压板(2)的表面还设有测力孔(8),所述调力螺栓(4)布置位置与该测力孔(8)接近,并且测力孔(8)在所述底板(1)表面的投影图形完全落入扇形工件(9)在所述底板(1)表面的投影图形内。
3.如权利要求1所述的扇形零部件定位装夹夹具,其特征在于:所述调力装置(3)还包括护罩(10),护罩(10)与所述底板(1)固连,并且使所述调力螺母(6)、弹簧(5)完全容纳于护罩(10)内。
4.如权利要求3所述的扇形零部件定位装夹夹具,其特征在于:所述护罩(10)的表面还设置有滑槽(11),所述调力螺母(6)还与限位销(12)的一端固连,限位销(12)的另一端贯穿该滑槽(11)。
5.如权利要求1所述的扇形零部件定位装夹夹具,其特征在于:所述压板(2)与所述底板(1)铰接是指:所述底板(1)与第一铰轴(13)固连,所述压板(2)与第二铰轴(14)固连,第二铰轴(14)贯穿第一铰轴(13)。
6.如权利要求5所述的扇形零部件定位装夹夹具,其特征在于:所述第一铰轴(13)的轴向与第二铰轴(14)的轴向垂直相交。
7.如权利要求1所述的扇形零部件定位装夹夹具,其特征在于:所述压板(2)的表面还设有卸装螺孔(15),卸装螺孔(15)在所述底板(1)表面的投影图形与扇形工件(9)在所述底板(1)表面的投影图形互不交叠。
8.如权利要求1或2或5或7所述的扇形零部件定位装夹夹具,其特征在于:所述压板(2)整体为扇形。
9.如权利要求1或2或3或5或7所述的扇形零部件定位装夹夹具,其特征在于:所述底板(1)的表面还与多个定位销(16)固连在一起。
10.如权利要求1所述的扇形零部件定位装夹夹具,其特征在于:所述底板(1)的边沿还与支腿(17)固连在一起。
技术总结本技术提供一种扇形零部件定位装夹夹具,包括底板、压板和调力装置,压板的一端与底板铰接,调力装置包括调力螺栓、弹簧和调力螺母,调力螺栓的头端设置有工作面,并且工作面为球面形状,调力螺栓的尾端与调力螺母连接,并且使调力螺栓依次贯穿压板的另一端、底板和弹簧。采用本技术的技术方案,扇形工件装夹于底板与压板之间,在旋合调力螺栓时,可对扇形工件所承受的压力进行适当调整,在保证扇形工件可靠装夹的基础上,避免扇形工件表面受压损伤,由于本技术可对扇形工件压力进行调整,使本技术能够适用于更多外形形状相同,而材质不同的扇形工件的装夹,扩展了本技术的适用范围,具有操作便利,制造成本低的优点。技术研发人员:严萍,胡林荣,王朝顺,王泰铭,刘家辉,刘勇受保护的技术使用者:贵州黎阳国际制造有限公司技术研发日:20231107技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240617/49501.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表