多机器人协同的复合材料编织方法
- 国知局
- 2024-07-05 17:54:16
本发明属于复合材料编织方法,涉及多机器人协同的复合材料编织方法。
背景技术:
1、复合材料具有高比强度、高比刚度、抗疲劳和可设计性强等优点,其中复合材料预制件在层间性能、抗冲击性能、抗剪切性能等方面具有优势。二维和三维复合材料预制件都可以通过编织生产,广泛应用于航空航天、国防、娱乐、医疗、汽车、工业和土木工程等领域。在航空航天领域用于制造火箭发动机出口锥体、直升机旋翼叶片、航空发动机风扇叶片等;在国防领域用于制造火箭发射管、导弹外壳等。
2、目前,复合材料编织设备主要有二维编织机与三维编织机,都有需要人工监控和调整,无法实现完全自主的生产;一套设备只能实现一种编织工艺生产一类织物,工艺固化;都为大型设备难以调整,设备固化的缺点。
技术实现思路
1、本发明的目的是提供多机器人协同的复合材料编织方法,将多机器人协同技术和编织技术相结合,通过机器人协同策略及机器人路径规划,实现编织工艺。
2、本发明所采用的技术方案是,多机器人协同的复合材料编织方法,具体按照如下步骤实施:
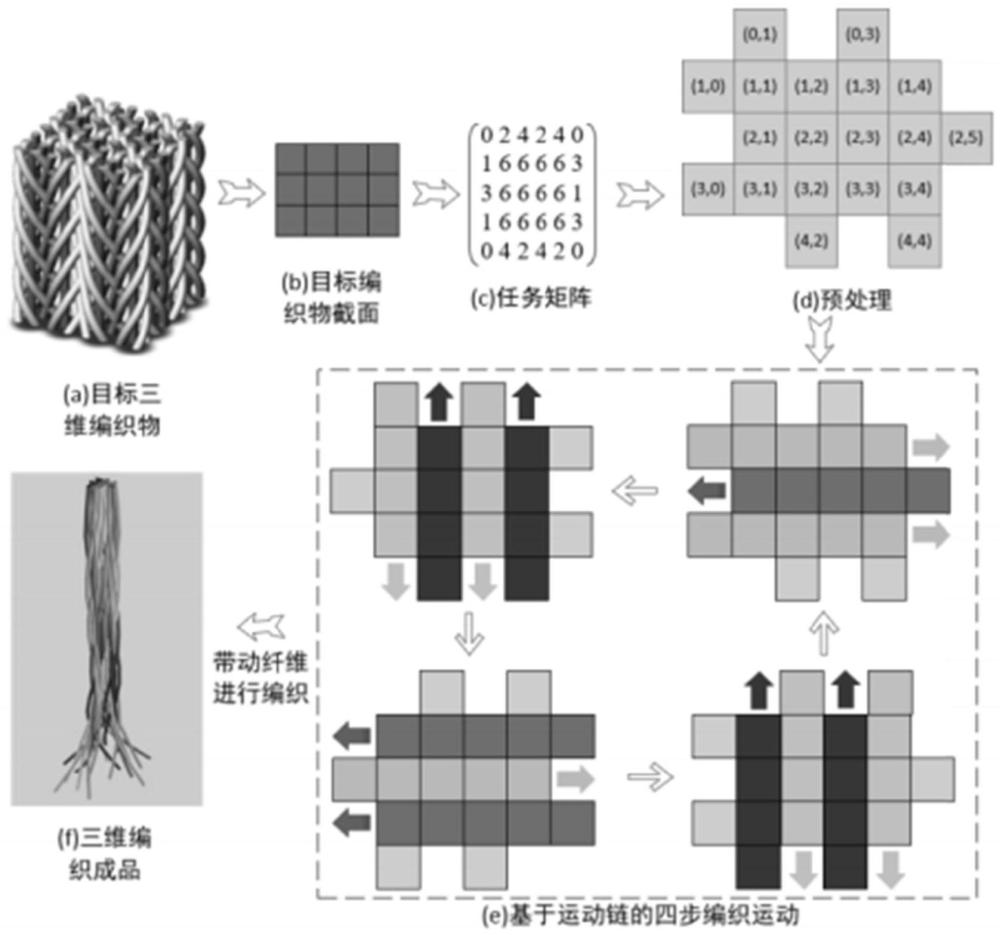
3、步骤1,根据目标三维织物得出目标编织物截面,若目标编织物截面为矩形截面则对目标编织物截面进行晶格化处理;
4、若目标编织物截面为异型截面,则将目标编织物截面分割成若干个矩形区域,再对每个矩形区域进行晶格化处理;
5、将晶格化处理后的目标编织物截面作为目标构型;
6、步骤2,根据目标构型生成任务构型,根据任务构型生成任务矩阵t;
7、步骤3,根据任务构型确定集群机器人的初始状态完成初始定位;
8、步骤4,根据任务矩阵t以及集群机器人的初始位置进行四步法编织。
9、优选地,步骤1中若为异型截面,即就是若目标编织物截面为l型或t型或工型截面,则将目标编织物截面切割成若干矩形区域,同时给相邻矩形区域之间设置间隔区,间隔区为纤维交换区。
10、优选地,步骤1中晶格化处理具体为:将每个矩形分割成若干个大小相同的晶格;
11、若目标编织物截面为异型截面,纤维交换区的宽度与分割的晶格的宽度相同,纤维交换区的长度等于划分时相邻两个矩形区域交接线长度;
12、即就是若目标编织物截面为矩形截面,则目标构型为一个分割为若干晶格的矩形构型;
13、若目标编织物截面为异型截面,则目标构型包括多个分割为若干晶格的矩形构型和纤维交换区。
14、优选地,步骤2具体按照如下步骤实施:
15、步骤2.1,在目标构型每个矩形区域的边缘晶格外侧间隔地添加晶格,形成任务构型;
16、步骤2.2,任务构型中每个晶格代表一根纤维,每个晶格同时代表一个作为纤维载体的编织机器人,集群机器人包括多个编织机器人,任务构型中每个晶格的的位置即就是集群机器人中各个编织机器人执行该编织任务时初始状态的排列形式,根据任务构型中各个编织机器人在编织运动中的特点给各个编织机器人赋予从1到6的值,然后在空白位置以0补全,形成任务矩阵t。
17、优选地,步骤2.1具体为:
18、在目标构型左侧晶格的左边从上到下间隔的添加晶格,在目标构型右侧晶格的右边从上到下间隔的添加晶格,且目标构型左右两侧添加的晶格相互错开,在目标构型上侧晶格的上边从左到右间隔的添加晶格,在目标构型下侧晶格的下边从左到右间隔的添加晶格,且目标构型上下两侧添加的晶格相互错开。
19、优选地,步骤2.2具体为:
20、将目标构型中对应的每个晶格处赋予元素值为6;目标构型左右两侧添加的且在任务构型中的晶格位置处赋予元素值为1,与目标构型左右两侧添加的晶格对称的空白位置处赋予元素值为3,即就是1的对面为3;
21、目标构型上下两侧添加的且在任务构型中的晶格位置处赋予元素值为2,与目标构型上下两侧添加的晶格对称的空白位置处赋予元素值为4,即就是2的对面为4;
22、若为异型截面对应的任务构型,则将纤维交换区对应的位置均赋予元素值为5;
23、在其余空白位置处均赋予元素值为0,形成任务矩阵t。
24、优选地,步骤3具体为:
25、将集群机器人按照任务构型排列,方向均朝上,以任务矩阵t中选定对应的坐标原点,选定x和y轴的正方向,相邻编织机器人间的中心距作为坐标分度,建立坐标系,获得各个编织机器人的当前坐标,即就是初始坐标。
26、优选地,步骤4具体为:
27、每个编织机器人运动以晶格为单位,在编织运动过程中每个编织机器人根据运动方向和运动距离动态更新自身的坐标,n为每个编织机器人进行四步法编织的步骤总数,t表示每个编织机器人当前的运动步骤数,用来判断运动方向和任务结束;
28、具体为:
29、对于目标编织物截面为矩形截面的编织任务,当t%4=1时,执行第一步编织动作,此时,编织机器人个体的坐标在任务矩阵t中对应的元素值若1或6,则进行横向运动,具体方向为任务矩阵中编织机器人对应的行中元素值1指向元素值6的方向;
30、当t%4=2时,执行第二步编织动作,编织机器人个体此时坐标在任务矩阵中对应的元素值若为2或6,则进行竖向运动,具体方向为任务矩阵中编织机器人对应的行中2指向6的方向;
31、当t%4=3时,应该执行第三步编织动作,编织机器人个体此时坐标在任务矩阵中对应的元素值若为3或6,则进行横向运动,具体方向为任务矩阵中编织机器人对应的行中3指向6的方向;
32、当t%4=0时,应该执行第四步编织动作,编织机器人个体此时坐标在任务矩阵中对应的元素值若为4或6,则进行竖向运动,具体方向为任务矩阵中编织机器人对应的行中4指向6的方向;
33、由此循环直到t=n,完成整个编织运动。
34、优选地,步骤4中,在每一步运动前,若为横向运动,则所有进行横向运动的编织机器人根据其位置以行为单位形成运动链,每行作为一个运动链,根据该行编织运动机器人进行横向运动的方向,将运动方向的起始方向的第一个编织机器人作为对应运动链的链首机器人,设定初始就绪信号列表【0 00 0 0....0】,列表中共n个0,n为对应运动链中编织机器人的个数,若对应运动链某个编织机器人已经准备就绪,则将就绪信号列表与其对应的位置由0变为1,同时将列表向前依次传递给链首机器人,链首机器人收到各个编织机器人的就绪信号列表【0 0 0 0 0....0】后,对就绪信号列表【0 0 0 0 0....0】进行更新,若更新为【1 1 1 1 1....1】,则表示本运动链中的所有链首机器人已经就绪,可以开始横向运动,则对应运动链中的编织机器人根据运动方向以晶格为单位进行一步横向运动;
35、若为竖向运动,则所有进行竖向运动的编织机器人根据其位置以列为单位形成运动链,每列作为一个运动链,根据该列编织运动机器人进行竖向运动的方向,将运动方向的起始方向的第一个编织机器人作为对应运动链的链首机器人,设定初始就绪信号列表【0 00 0 0....0】,列表中共n个0,n为对应运动链中编织机器人的个数,若对应运动链某个编织机器人已经准备就绪,则将就绪信号列表与其对应的位置由0变为1,同时将列表向前依次传递给链首机器人,链首机器人收到各个编织机器人的就绪信号列表【0 0 0 0 0....0】后,对就绪信号列表【0 0 0 0 0....0】进行更新,若更新为【1 1 1 1 1....1】,则表示本运动链中的所有链首机器人已经就绪,可以开始竖向运动,则对应运动链中的编织机器人根据运动方向以晶格为单位进行一步竖向运动。
36、本发明的有益效果是:
37、本发明的方法将多机器人协同技术和编织技术相结合,通过机器人协同策略及机器人路径规划,以多个机器人代替大型设备进行纤维编织工作,不受设备构型、规格制约,且通过对编织机器人路径规划实现编织工艺,从而生产多类织物,具有较强的工艺柔性、灵活性,降低了进行编织任务对工作设备的要求。
本文地址:https://www.jishuxx.com/zhuanli/20240617/49585.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表