智能插补系统及智能插补方法与流程
- 国知局
- 2024-07-08 10:46:10
本发明涉及灯具生产设备,特别涉及一种智能插补系统及智能插补方法。
背景技术:
1、在照明技术领域,如今led照明技术已经能够全部替换或替代传统照明技术,作为替换传统白炽灯、紧凑型荧光灯的球泡灯在生产过程已经实现高效机械化、自动化的生产。在转移球泡灯的过程中需要使用机械手,即机械手在供料工位抓取至少一个球泡灯,之后将球泡灯转移到收料工位。然而机械手在收料工位是随机放置一个或多个球泡灯,收料工位会存在星点分布的多处未放置球泡灯的空位,之后需要利用视觉系统监控各空位,最后采用人工或其他机械结构在各空位上补放球泡灯,造成整个生产的生产效率降低。
技术实现思路
1、有鉴于此,本发明提供一种智能插补系统,能明显提升设备的生产效率。
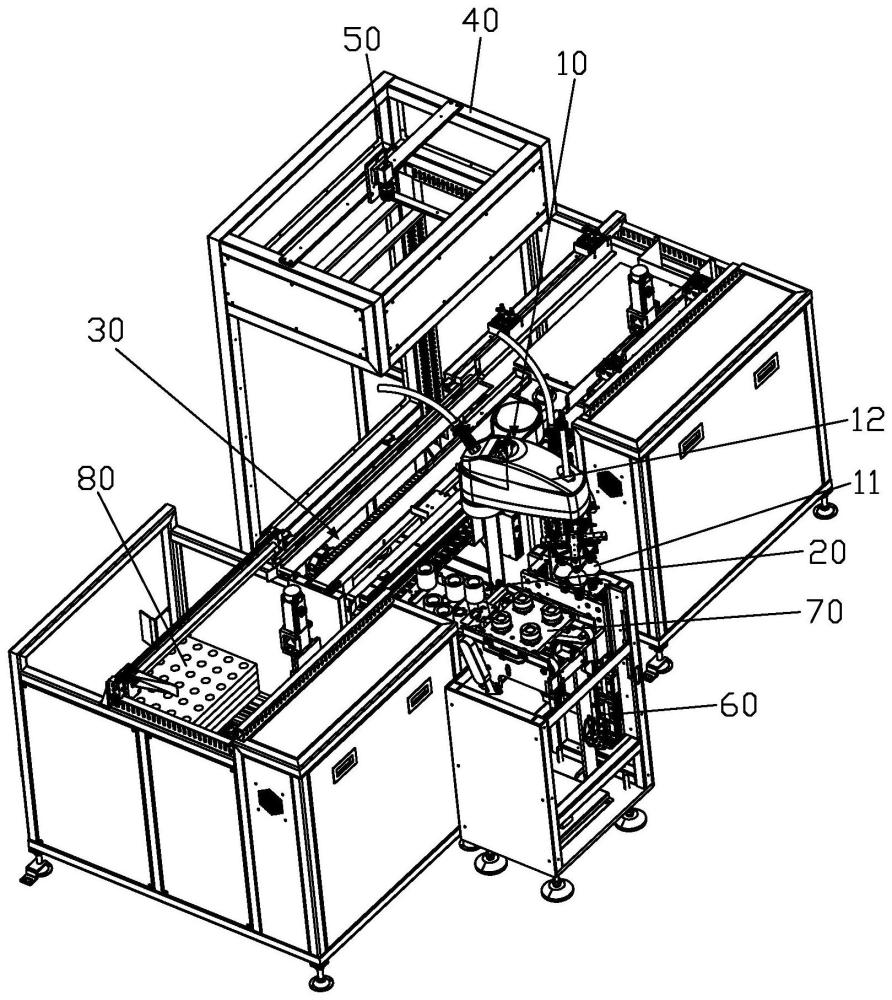
2、一种智能插补系统,包括智能抓取机器人和缓存组合盘,智能抓取机器人上连接有多个机械爪,各机械爪用于抓取和投放器件,缓存组合盘包括用于存放器件的多个缓存位;智能抓取机器人能根据抓取的器件数量选择将器件存放在缓存位,或者在缓存位补抓取器件,并将抓取的器件放置在收料工位。
3、在本发明的实施例中,上述智能抓取机器人上连接有四个呈矩阵排布的所述机械爪,多个所述缓存位分别为三个第一缓存位和两个第二缓存位,三个所述第一缓存位的排布位置与三个所述机械爪的位置对应设置,两个所述第二缓存位的排布位置与对角线上的两个所述机械爪的位置对应设置;所述智能抓取机器人能根据抓取的器件数量选择将所述器件存放在所述第一暂存位或所述第二暂存位,或者在所述第一暂存位或所述第二暂存位抓取所述器件以补齐四个所述器件。
4、在本发明的实施例中,当所述智能抓取机器人抓住的所述器件数量为1,且三个所述第一缓存位存放的所述器件数量小于3时,所述智能抓取机器人将抓住的所述器件放置在未存放所述器件的第一缓存位上。
5、在本发明的实施例中,当所述智能抓取机器人抓住的所述器件数量为1,且三个所述第一缓存位存放的所述器件数量等于3时,所述智能抓取机器人在所述第一缓存位抓取3个所述器件,并将4个所述器件放置在所述收料工位。
6、在本发明的实施例中,当所述智能抓取机器人抓住的所述器件数量为2,且2个所述器件被非对角线上的两个所述机械爪抓住时,所述智能抓取机器人将2个所述器件放置在所述收料工位。
7、在本发明的实施例中,当所述智能抓取机器人一对角线上的两个所述机械爪各抓住1个所述器件,且两个所述第二缓存位存放的所述器件数量为2时,所述智能抓取机器人另一对角线上的两个所述机械爪在所述第二缓存位抓取2个所述器件,并将4个所述器件放置在所述收料工位。
8、在本发明的实施例中,当所述智能抓取机器人一对角线上的两个所述机械爪各抓住1个所述器件,且两个所述第二缓存位存放的所述器件数量为0时,所述智能抓取机器人将2个所述器件分别存放在两个所述第二缓存位上。
9、在本发明的实施例中,当所述智能抓取机器人抓住的所述器件数量为3,且三个所述第一缓存位存放的所述器件数量大于或等于1时,所述智能抓取机器人在所述第一缓存位抓取1个所述器件,并将4个所述器件放置在所述收料工位。
10、在本发明的实施例中,当所述智能抓取机器人抓住的所述器件数量为3,且三个所述第一缓存位存放的所述器件数量为0时,所述智能抓取机器人将抓住的3个所述器件分别放置在三个所述第一缓存位上。
11、在本发明的实施例中,当所述智能抓取机器人抓住的所述器件数量为4时,所述智能抓取机器人将4个所述器件放置在所述收料工位。
12、在本发明的实施例中,上述智能抓取机器人还包括智能机械臂、对接台和四个连接座,所述对接台的顶部与所述智能机械臂连接,所述对接台的底部与四个所述连接座连接,四个所述机械爪分别与四个所述连接座连接。
13、在本发明的实施例中,各所述连接座通过滑槽与滑轨配合向着所述对接台的中心可滑动地连接于所述对接台;所述智能抓取机器人还包括联动盘和联动驱动器,所述联动盘可转动地连接于所述对接台的底部,所述联动盘上设有四个滑槽和连接柱,各所述连接座上固定有滑块,各所述连接座的滑块设置于各所述滑槽中,所述联动驱动器的底端连接于所述对接台,所述联动驱动器的驱动端与所述连接柱连接,所述联动驱动器通过所述联动盘驱使四个所述连接座同步滑动。
14、在本发明的实施例中,上述智能插补系统还包括第一传送装置,所述第一传送装置包括第一传送带和驱使所述第一传送带移动的第一驱动机构,所述第一传送带用于传送收料盘经过所述收料工位,所述收料盘上设有多个呈矩阵排布的收料位,各所述收料位用于在所述收料工位承接所述智能抓取机器人投放的所述器件。
15、在本发明的实施例中,上述智能插补系统还包括支撑架和视觉检测装置,所述第一传送装置经过所述支撑架设置,所述视觉检测装置连接在所述支撑架上,所述视觉检测装置用于拍摄监控所述收料工位放置的所述器件。
16、在本发明的实施例中,上述智能插补系统还包括第二传送装置,所述第二传送装置包括第二传送带和驱使所述第二传送带移动的第二驱动机构,所述第二传送带用于传送供料盘经过供料工位,所述智能抓取机器人在所述供料工位抓取所述器件,所述供料盘上设有四个呈矩阵排布的供料位,各所述供料位用于存放所述器件。
17、在本发明的实施例中,上述智能抓取机器人设置于所述第一传送装置与所述第二传送装置之间,所述缓存组合盘位于所述供料工位与所述放料工位之间。
18、在本发明的实施例中,上述智能插补系统还包括检测装置和拣选机器人,所述检测装置与所述拣选机器人电性连接,所述检测装置和所述拣选机器人设置于所述第二传送装置,所述检测装置用于检测所述供料盘上的所述器件是否合格;当所述检测装置检测所述供料盘上存在不合格的所述器件时,所述拣选机器人将不合格的所述器件从所述供料盘上取出。
19、本技术还涉及一种智能插补方法,所述智能插补方法应用于上述的智能插补系统,所述方法包括以下至少一项:
20、控制所述智能抓取机器人抓取所述器件;
21、当所述智能抓取机器人抓住的所述器件数量为1,且三个所述第一缓存位存放的所述器件数量小于3时,控制所述智能抓取机器人将抓住的所述器件放置在未存放所述器件的第一缓存位上;
22、当所述智能抓取机器人抓住的所述器件数量为1,且三个所述第一缓存位存放的所述器件数量等于3时,控制所述智能抓取机器人在所述第一缓存位抓取3个所述器件,并将4个所述器件放置在所述收料工位;
23、当所述智能抓取机器人抓住的所述器件数量为2,且2个所述器件被非对角线上的两个所述机械爪抓住时,控制所述智能抓取机器人将2个所述器件放置在所述收料工位;
24、当所述智能抓取机器人一对角线上的两个所述机械爪各抓住1个所述器件,且两个所述第二缓存位存放的所述器件数量为2时,控制所述智能抓取机器人另一对角线上的两个所述机械爪在所述第二缓存位抓取2个所述器件,并将4个所述器件放置在所述收料工位;
25、当所述智能抓取机器人一对角线上的两个所述机械爪各抓住1个所述器件,且两个所述第二缓存位存放的所述器件数量为0时,控制所述智能抓取机器人将2个所述器件分别存放在两个所述第二缓存位上;
26、当所述智能抓取机器人抓住的所述器件数量为3,且三个所述第一缓存位存放的所述器件数量大于或等于1时,控制所述智能抓取机器人在所述第一缓存位抓取1个所述器件,并将4个所述器件放置在所述收料工位;
27、当所述智能抓取机器人抓住的所述器件数量为3,且三个所述第一缓存位存放的所述器件数量为0时,控制所述智能抓取机器人将抓住的3个所述器件分别放置在三个所述第一缓存位上;
28、当所述智能抓取机器人抓住的所述器件数量为4时,控制所述智能抓取机器人将4个所述器件放置在所述收料工位。
29、本发明的智能插补系统的智能抓取机器人能根据抓取的器件数量将器件存放在缓存组合盘上,或者从缓存组合盘上补抓取器件,之后将器件投放在收料工位,相较于现有随机在收料工位摆放器件,之后利用视觉系统监控未摆放器件的位置再补齐器件的方案,能明显提升设备的生产效率(现有补放器件约每3秒补齐一个,而本技术约每1.6秒补齐一个)。
本文地址:https://www.jishuxx.com/zhuanli/20240617/50213.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表