焊片式超级电容器极组导箔条冲孔工装的制作方法
- 国知局
- 2024-07-08 11:11:01
本技术涉及极组导箔条冲孔工装,特别是涉及一种焊片式超级电容器极组导箔条冲孔工装。
背景技术:
1、现在新型焊片式超级电容器的产品结构中,极组导箔条是连接极组极片与华司片的桥梁。因此冲孔位置比较特殊,冲孔方式较难实现,且需要保证将极组导箔条和华司片一定的冲孔同心度。目前的焊片型超级电容器厂家普遍使用机械定位冲孔方式来实现极组导箔条和华司片之间冲孔固定。冲孔过程中,极组导箔条和华司片的同心度和配合程度是影响冲孔质量的关键因素之一。冲孔前极组导箔条的每层厚度只有0.1~0.2毫米,宽度为5~8mm,正负极各四条相对重合的导箔条。在宽度这么窄的接触面积上与华司片冲孔,若冲孔同心度或者导箔条对齐和平整度不够,极容易导致冲孔效果不良,直接焊接造成冲孔偏心,造成废品不良成本增加。因此,冲孔前对极组导箔条和华司片的定位,一定要使极组导箔条对齐,在基本平整状态下与华司片形成上下重合状,并保证极组导箔条和华司片在冲孔前成型到冲孔后结束期间,极组导箔条和华司片之间始终保持上下方式重合接触状态,这样才能保证冲孔效果。这就给新型焊片型超级电容器极组导箔条和华司片工装的设计带来很大困难。
技术实现思路
1、本实用新型的目的是针对现有技术中存在的技术缺陷,而提供一种结构简单、实用且性能可靠、定位简单的焊片式超级电容器极组导箔条冲孔工装。
2、为实现本实用新型的目的所采用的技术方案是:
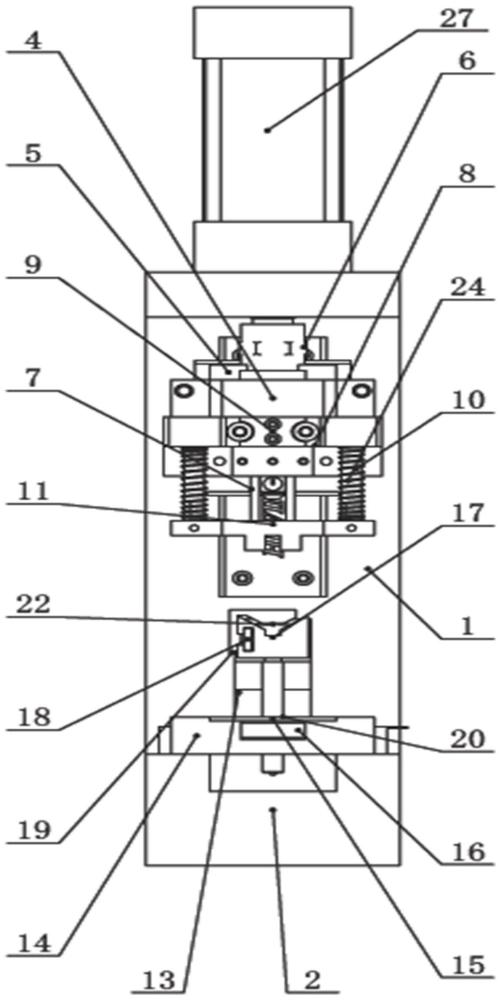
3、一种焊片式超级电容器极组导箔条冲孔工装,包括冲孔机构,该冲孔机构包括垂直布置的冲孔针、导向座、导向杆、冲孔上模,驱动冲孔针垂直升降位移的气缸,所述冲孔针布置于导向座上,所述冲孔上模位于导向座下方并通过套有冲孔弹簧的导向杆与导向座连接,所述冲孔针的下端布置于冲孔上模的冲针孔中,所述导向座布置于滑轨机构的升降滑块上,所述滑轨机构布置于冲孔竖版的前侧面;所述冲孔竖板的前侧面上部垂直连接冲孔上板、下部垂直连接冲孔底板;所述气缸布置于所述冲孔上板上,所述冲孔底板的顶部布置有顶部具有华司片定位槽的冲孔下模,位于冲孔下模座上;所述冲孔底板的顶部于所述冲孔下模座的外侧布置调位机构,包括一个能垂直位移的调位模具,所述调位模具的上表面具有与焊片式超级电容器极组的形状相适应的定位槽,所述调位模具上设置有对焊片式超级电容器极组的前后方向进行调位的前后调位单元。
4、其中,所述冲孔下模座的底部形成有一个腔体,所述腔体中有铝屑盒,以收集冲孔形成的铝屑料。
5、其中,所述冲孔下模的顶部呈l型状,其低端面上布置有l型状的前定位挡板,高端面上形成有华司片定位槽;该前定位挡板的竖直部与所述冲孔下模的竖直部平行布置,且前定位挡板的竖直部的顶端高于所述冲孔下模的高端面。
6、其中,所述调位模具的下方设置有调位座,所述调位座上表面的安装槽中布置有调位轮,所述调位轮连接垂直布置的调位螺杆,所述调位螺杆的顶端连接水平布置的调位模具,所述调位模具与调位座之间垂直布置有调位导向杆。
7、其中,所述调位轮的上方布置有调位轮封板,所述调位轮封板与调位座连接。
8、其中,所述前后调位单元包括调位块以及调位挡板,所述调位块布置于所述调位模具的长度方向侧面导向槽中,且可在所述导向槽中沿所述调位模具的长度方向水平位移,所述调位块连接调位挡板,所述调位挡板的上端具有一个水平延伸到所述调位模具上方的水平部。
9、其中,所述导向座上螺钉连接有冲孔针挡板以对所述冲孔针固定。
10、其中,所述冲孔针为两个,沿冲孔针的径向方向隔开布置,所述华司片定位槽对应的为两个。
11、其中,设置有矩形状的框架,所述框架的底板上设置有用于控制气缸动作的脚踏控制阀,所述框架的顶部设置有冲孔上垫板,用于与所述冲孔机构固定以支撑所述冲孔机构。
12、其中,所述框架的底部设置有脚轮以及地脚。
13、本实用新型焊片式超级电容器极组导箔条冲孔工装,定位简单:直接把焊片型超级电容器极组导导箔条放在调位模具上面的燕尾槽内,通过调整调位轮和调位螺杆就实现极组导箔条和华司片定位,操作十分简便、可适用于多种不同直径高度极组的作业。
14、本实用新型焊片式超级电容器极组导箔条冲孔工装,易于实现极组导箔条和华司片的一次成型:极组导箔条和华司片定位完成后,脚踩脚踏板,冲孔上模垂直向下挤压就能将极组导箔条和华司片挤压定位;此后直到冲孔完成,只需将两个华司片放入冲孔下模中,再将焊片式超级电容器极组平稳放置在调位模具上面,使导箔条平稳接触华司片即可,不会影响焊片式超级电容器极组导箔条和华司片的相对定位情况。
15、本实用新型焊片式超级电容器极组导箔条冲孔工装,易于线外上下料操作:冲孔工装整体根据生产空间需求可以随时移动,可以灵活掌握生产区域空间大小,满足生产灵活机动性和产线布局协调性。
16、本实用新型焊片式超级电容器极组导箔条冲孔工装,极组导箔条和华司片受挤压接触面效果好:冲孔针穿过冲孔上模对导箔条进行刺透,根据冲孔针直径大小形成一个直径差不多大小的圆孔,确保极组导箔条和华司片的整体冲孔效果。
17、本实用新型焊片式超级电容器极组导箔条冲孔工装,定位简单、相对稳定、一致性高、便于员工操作;易于实现极组导箔条和华司片的一次冲孔定位固定。
技术特征:1.焊片式超级电容器极组导箔条冲孔工装,其特征在于,包括冲孔机构,该冲孔机构包括垂直布置的冲孔针、导向座、导向杆、冲孔上模,驱动冲孔针垂直升降位移的气缸,所述冲孔针布置于导向座上,所述冲孔上模位于导向座下方并通过套有冲孔弹簧的导向杆与导向座连接,所述冲孔针的下端布置于冲孔上模的冲针孔中,所述导向座布置于滑轨机构的升降滑块上,所述滑轨机构布置于冲孔竖版的前侧面;所述冲孔竖板的前侧面上部垂直连接冲孔上板、下部垂直连接冲孔底板;所述气缸布置于所述冲孔上板上;所述冲孔底板的顶部布置有顶部具有华司片定位槽的冲孔下模,位于冲孔下模座上;所述冲孔底板的顶部于所述冲孔下模座的外侧布置调位机构,包括一个能垂直位移的调位模具,所述调位模具的上表面具有与焊片式超级电容器极组的形状相适应的定位槽,所述调位模具上设置有对焊片式超级电容器极组的前后方向进行调位的前后调位单元。
2.根据权利要求1所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,所述冲孔下模座的底部形成有一个腔体,所述腔体中有铝屑盒,以收集冲孔形成的铝屑料。
3.根据权利要求1所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,所述冲孔下模的顶部呈l型状,其低端面上布置有l型状的前定位挡板,高端面上形成有华司片定位槽;该前定位挡板的竖直部与所述冲孔下模的竖直部平行布置,且前定位挡板的竖直部的顶端高于所述冲孔下模的高端面。
4.根据权利要求1所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,所述调位模具的下方设置有调位座,所述调位座上表面的安装槽中布置有调位轮,所述调位轮连接垂直布置的调位螺杆,所述调位螺杆的顶端连接水平布置的调位模具,所述调位模具与调位座之间垂直布置有调位导向杆。
5.根据权利要求4所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,所述调位轮的上方布置有调位轮封板,所述调位轮封板与调位座连接。
6.根据权利要求1所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,所述前后调位单元包括调位块以及调位挡板,所述调位块布置于所述调位模具的长度方向侧面导向槽中,且可在所述导向槽中沿所述调位模具的长度方向水平位移,所述调位块连接调位挡板,所述调位挡板的上端具有一个水平延伸到所述调位模具上方的水平部。
7.根据权利要求1所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,所述导向座上螺钉连接有冲孔针挡板以对所述冲孔针固定。
8.根据权利要求1所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,所述冲孔针为两个,沿冲孔针的径向方向隔开布置,所述华司片定位槽对应的为两个。
9.根据权利要求1所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,设置有矩形状的框架,所述框架的底板上设置有用于控制气缸动作的脚踏控制阀,所述框架的顶部设置有冲孔上垫板,用于与所述冲孔机构固定以支撑所述冲孔机构。
10.根据权利要求9所述焊片式超级电容器极组导箔条冲孔工装,其特征在于,所述框架的底部设置有脚轮以及地脚。
技术总结本技术公开焊片式超级电容器极组导箔条冲孔工装,包括冲孔机构,冲孔机构包括垂直布置的冲孔针、导向座、导向杆、冲孔上模,驱动冲孔针垂直升降位移的气缸,导向座布置于滑轨机构的升降滑块上,滑轨机构布置于冲孔竖版的前侧面;冲孔竖板的前侧面上部垂直连接冲孔上板、下部垂直连接冲孔底板;气缸布置于冲孔上板,冲孔底板的顶部布置有顶部具有华司片定位槽的冲孔下模,位于冲孔下模座上,冲孔下模座的外侧布能垂直位移的调位模具,调位模具的上表面具有与焊片式超级电容器极组相适应的定位槽,调位模具上设置有对焊片式超级电容器极组的前后方向进行调位的前后调位单元。本技术工装易于实现极组导箔条和华司片的一次冲孔定位固定。技术研发人员:孙樑,吕明,尹子振,马猛受保护的技术使用者:天津力神超电科技有限公司技术研发日:20231103技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240617/52348.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种豆腐切块机的制作方法
下一篇
返回列表