船用发动机连杆双头螺栓拆卸安装工装及方法与流程
- 国知局
- 2024-07-08 11:11:39
本发明涉及一种双头螺栓的拆卸安装工装,特别涉及一种固定在船用发动机连杆大头上的连杆双头螺栓的拆卸安装工装及方法,属于钳工作业。
背景技术:
1、连杆总成是船用发动机的关键件,它将气缸活塞的上下运动转化为曲轴的旋转运动,连杆大头和连杆盖通过2根对角设置的定位销定位,并分别通过连杆大头和连杆盖两侧的2根连杆双头螺栓和螺母将连杆盖包覆固定在在曲轴颈的连杆轴瓦上。
2、连杆总成装配或维修时,均需将连杆双头螺栓从连杆大头上拆卸下来或安装上。如某型船用发动机的连杆双头螺栓两端的螺纹为m33×2,螺纹直径大且没有扳子口,一般工具难以拆卸。现有的连杆双头螺栓的拆卸过程如图1所示,在连杆双头螺栓10端头上拧上两个螺母20,两个螺母20之间隔有垫圈30,用两把开口扳手分别扳动垫圈30两侧的螺母20,且两个螺母20的拧动方向相反直至拧不动为止,从而将两个螺母20、垫圈30和连杆双头螺栓10暂时固连成一体,即可用电动扳手或气动扳手逆时针转动螺母来拧松连杆双头螺栓10。此过程需多次反复进行,才能卸下连杆双头螺栓。操作繁琐、劳动强度大、工效很低且易损伤连杆双头螺栓的螺纹,严重时需要更换新的连杆双头螺栓,增大了船用发动机的安装或维修成本。
技术实现思路
1、本发明的目的是提供一种船用发动机连杆双头螺栓拆卸安装工装及方法,降低拆卸的劳动强度,提高拆卸工效,确保连杆双头螺栓不会损伤。
2、本发明通过以下技术方案予以实现:
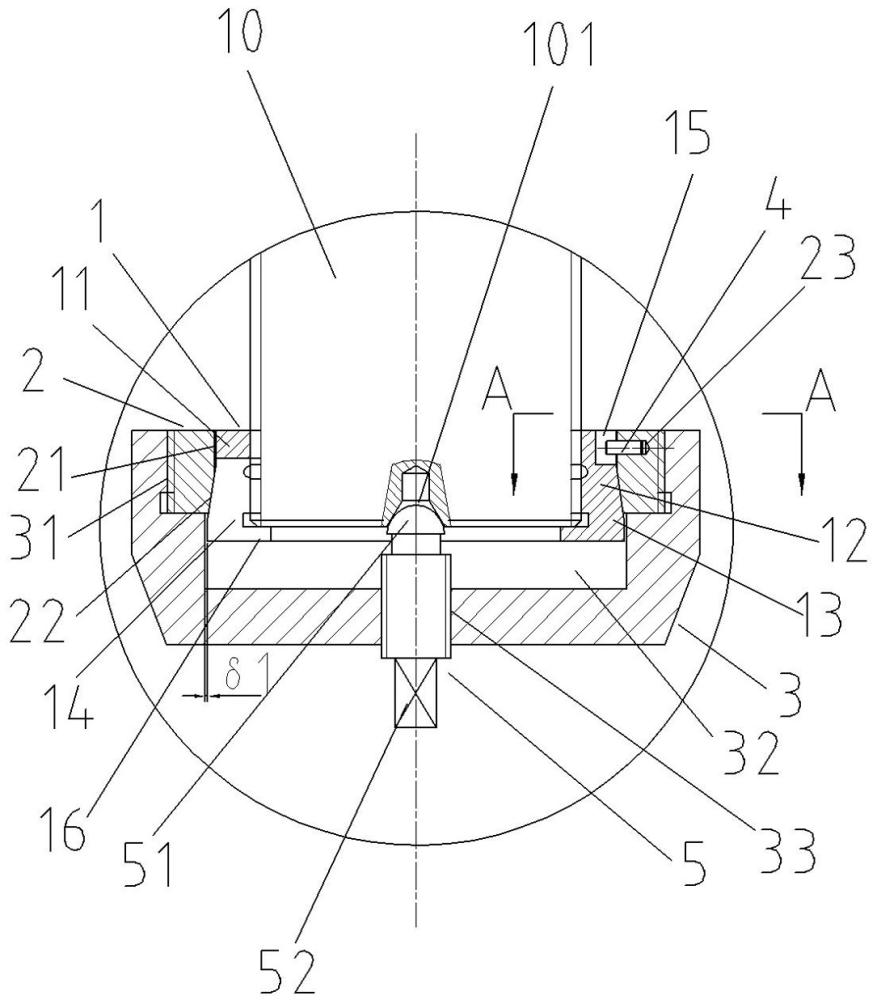
3、一种船用发动机连杆双头螺栓拆卸安装工装,包括弹性螺母、锁紧套、锁紧盖、导向圆柱销和调节球头螺钉,所述弹性螺母为上圆环体、中部空心锥台体和下圆环体的组合体,所述组合体下部径向均布数根弹性槽,组合体上部径向外缘一侧开有导向槽,弹性螺母拧在连杆双头螺栓下端端头上;锁紧套位于锁紧盖径向与弹性螺母径向之间,锁紧套外周面为外螺纹结构,锁紧盖上部的内螺纹与锁紧套的外螺纹旋合,锁紧套通孔为上部圆孔和下部锥台体孔的组合孔,所述下部锥台体孔和弹性螺母的中部空心锥台体的外锥面彼此抵靠;横置的导向圆柱销一端固定在锁紧套通孔的上部圆孔一侧的销孔中,导向圆柱销另一端嵌入定位在弹性螺母径向外缘的导向槽中;调节球头螺钉拧入锁紧盖的中心螺纹孔中,调节球头螺钉一端的球头抵靠在连杆双头螺栓中心孔上。
4、本发明的目的还可以通过以下技术措施来进一步实现。
5、进一步的,所述锁紧套通孔的下部锥台体孔的锥度与弹性螺母中部空心锥台体的锥度均为7:24。
6、进一步的,弹性螺母螺纹孔底部内缩出定位台阶,连杆双头螺栓下端端头抵靠在定位台阶上。
7、进一步的,所述锁紧盖设有阶梯沉孔,所述阶梯沉孔的上部螺纹孔与锁紧套的外螺纹旋合,锁紧套底部抵靠在上部螺纹孔底面上,所述阶梯沉孔的下部沉孔与弹性螺母的下圆环体径向之间留有单边间隙δ1=0.2~0.3mm。所述导向圆柱销与导向槽的径向单边间隙δ2=0.10~0.15mm。
8、进一步的,所述弹性螺母的材质为60si2cra牌号的弹簧钢,弹性螺母的许用应力[σ]=270-302mpa。
9、进一步的,当用于拆卸连杆双头螺栓时,锁紧盖中心螺孔螺纹和调节球头螺钉外螺纹均为左旋螺纹;当用于安装连杆双头螺栓时,锁紧盖中心螺孔螺纹和调节球头螺钉外螺纹均为右旋螺纹。
10、一种使用船用发动机连杆双头螺栓拆卸安装工装的方法,包括以下步骤:
11、1)先将导向圆柱销一端打入固定在锁紧套通孔的上部圆孔一侧的销孔内,并使导向圆柱销另一端嵌入定位在弹性螺母径向外缘的导向槽中;再将锁紧套套在弹性螺母外,下压锁紧套,使得锁紧套通孔的下部锥台体孔与弹性螺母的中部空心锥台体彼此抵靠;
12、2)然后将锁紧盖拧紧在锁紧套上,直至锁紧套底部抵靠在锁紧盖阶梯沉孔的上部螺纹孔底面上,再将弹性螺母顺时针拧在连杆双头螺栓下端上,直至连杆双头螺栓下端端头抵靠在弹性螺母螺纹孔底部的定位台阶上;最后将调节球头螺钉逆时针拧入锁紧盖的中心螺纹孔中,使得调节球头螺钉的一端的球头顶紧在连杆双头螺栓中心孔上,从而将本发明的工装安装在连杆双头螺栓下端端头上。
13、3)操作者一手握住锁紧盖的滚花外圆,另一手用手动扳手或电动扳手逆时针扳动调节球头螺钉另一端的方柄,使锁紧盖及锁紧套向着背离连杆双头螺栓方向移动,由于锁紧套和锁紧螺母两者的锥面结合,使弹性螺母径向收缩锁紧连杆双头螺栓的下端螺纹,从而将拆卸工装和连杆双头螺栓固连成一体;此时操作者一手松开锁紧盖的滚花外圆,只需另一手用手动扳手或电动扳手逆时针扳动调节球头螺钉另一端的方柄,通过调节球头螺钉一端的球头顶紧的连杆双头螺栓中心孔锥面,使得连杆双头螺栓拧进连杆大头的另一端螺杆与螺纹孔产生相对转动而松动;即可通过继续逆时针扳动调节球头螺钉另一端的方柄的方柄,从连杆大头上卸下连杆双头螺栓;
14、4)操作者用手动扳手突然一下顺时针旋转调节球头螺钉另一端的方柄,使锁紧盖向着连杆双头螺栓方向移动,并带动锁紧套同向移动,解除弹性螺母和连杆双头螺栓的下端螺纹锁紧,即可手抓锁紧外盖的滚花外圆逆时针旋转而取下拆卸工装。
15、本发明采用弹性螺母、锁紧套和锁紧盖三者之间通过螺纹连接锥度配合及调节球头螺钉的球头顶紧连杆双头螺栓端头中心孔的结构,只需用较小的力矩转动调节球头螺钉,就能使弹性螺母和锁紧套之间因锥面紧贴而产生较大的法向力,使得本发明固定在连杆双头螺栓端头上,从而实现了较小的转动力矩就能将连杆双头螺栓从连杆大头上卸下或安装在连杆大头上。结构简单紧凑、便于操作,省时省力,显著提高了装配效率,降低了装配的劳动强度,避免了连杆双头螺栓端头螺纹受损,从而提高了船用发动机产品的装配质量。
16、本发明的优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释,这些实施例,是参照附图仅作为例子给出的。
技术特征:1.一种船用发动机连杆双头螺栓拆卸安装工装,其特征在于,包括弹性螺母、锁紧套、锁紧盖、导向圆柱销和调节球头螺钉,所述弹性螺母为上圆环体、中部空心锥台体和下圆环体的组合体,所述组合体下部径向均布数根弹性槽,组合体上部径向外缘一侧开有导向槽,弹性螺母拧在连杆双头螺栓外端端头上;锁紧套位于锁紧盖径向与弹性螺母径向之间,锁紧套外周面为外螺纹结构,锁紧盖上部的内螺纹与锁紧套的外螺纹旋合,锁紧套通孔为上部圆孔和下部锥台体孔的组合孔,所述下部锥台体孔和弹性螺母的中部空心锥台体的外锥面彼此抵靠;横置的导向圆柱销一端固定在锁紧套通孔的上部圆孔一侧的销孔中,导向圆柱销另一端嵌入定位在弹性螺母径向外缘的导向槽中;调节球头螺钉拧入锁紧盖的中心螺纹孔中,调节球头螺钉一端的球头抵靠在连杆双头螺栓中心孔上。
2.如权利要求1所述的船用发动机连杆双头螺栓拆卸安装工装,其特征在于,所述锁紧套通孔的下部锥台体孔的锥度与弹性螺母中部空心锥台体的锥度均为7:24。
3.如权利要求1所述的船用发动机连杆双头螺栓拆卸安装工装,其特征在于,弹性螺母螺纹孔底部内缩出定位台阶,连杆双头螺栓外端端头抵靠在定位台阶上。
4.如权利要求1所述的船用发动机连杆双头螺栓拆卸安装工装,其特征在于,所述锁紧盖设有阶梯沉孔,所述阶梯沉孔的上部螺纹孔与锁紧套的外螺纹旋合,锁紧套底部抵靠在上部螺纹孔底面上,所述阶梯沉孔的下部沉孔与弹性螺母的下圆环体径向之间留有单边间隙δ1=0.2~0.3mm。
5.如权利要求1所述的船用发动机连杆双头螺栓拆卸安装工装,其特征在于,所述导向圆柱销与导向槽的径向单边间隙δ2=0.10~0.15mm。
6.如权利要求1所述的船用发动机连杆双头螺栓拆卸安装工装,其特征在于,所述弹性螺母的材质为60si2cra牌号的弹簧钢,弹性螺母的许用应力[σ]=270-302mpa。
7.如权利要求1所述的船用发动机连杆双头螺栓拆卸安装工装,其特征在于,当用于拆卸连杆双头螺栓时,锁紧盖中心螺孔螺纹和调节球头螺钉外螺纹均为左旋螺纹;当用于安装连杆双头螺栓时,锁紧盖中心螺孔螺纹和调节球头螺钉外螺纹均为右旋螺纹。
8.一种如权利要求1~7任一项所述的船用发动机连杆双头螺栓拆卸安装工装的方法,其特征在于,包括以下步骤:
技术总结本发明公开了一种船用发动机连杆双头螺栓拆卸安装工装及方法,工装包括弹性螺母、锁紧套、锁紧盖、导向圆柱销和调节球头螺钉,弹性螺母拧在连杆双头螺栓外端端头上。锁紧套位于锁紧盖与弹性螺母之间,锁紧套和弹性螺母的锥面彼此抵靠。导向圆柱销一端固定在锁紧套通孔一侧中,另一端嵌入定位在弹性螺母的导向槽中。调节球头螺钉一端端头抵靠在连杆双头螺栓中心孔上。拆卸安装方法包括1)将弹性螺母、锁紧套和锁紧盖连接成一体,2)将工装安装到连杆双头螺栓外端上,3)拆下或安装连杆双头螺栓。本发明显著提高了装配效率,降低了装配的劳动强度,避免了连杆双头螺栓端头螺纹受损,从而提高了船用发动机的装配质量。技术研发人员:汤忠良,郭一凡,宋雨泽受保护的技术使用者:中船动力镇江有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240617/52412.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表