一种高强度铝合金材料及其制备方法与流程
- 国知局
- 2024-06-20 15:49:41
本发明属于铝合金,具体涉及一种高强度铝合金材料及其制备方法。
背景技术:
1、铝合金材料是工业中应用最广泛的一类有色金属结构材料,其密度低,强度高,塑性好,具有优良的导电性、导热性,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用;
2、随着科技的迅速发展,人们对铝合金材料的要求越来越高,其需要铝合金更高的强度,尤其是在航空航天工业和民用交通等领域,对铝合金的韧性等综合性能等提出了更高的要求。
3、cn115404388a公开了一种复合增强铝合金材料及其制备方法,具体公开了了铝合金材料的成分包括纯铝、纯镁、纯铜和镍改性al2o3多孔气凝胶,其中al2o3多孔气凝胶作为铝合金的增强相,采用溶渗方式将铝合金溶液熔渗至多孔气凝胶内部的间隙,得到al2o3多孔气凝胶增强的铝合金材料;
4、该专利主要是采用镍改性al2o3多孔气凝胶增强的方式制备铝合金材料,其明显提高了抗拉强度和屈服强度,但是其硬度较高,组织难以均匀化,制得的铝合金材料强度不均匀,并且耐磨性能和耐腐蚀性较差,其在摩擦后的磨损失重较大,在腐蚀性环境下的强度损失较多,限制了使用范围。
5、cn115747591a公开了一种高韧性铝合金材料及其制备工艺,原料成分包括:铝粉、铜粉、硅粉、碳纤维包覆氧化铝前驱体,通过使用碳纤维包覆氧化铝作为增强相,一方面可以避免碳纤维在铝合金基体中形成团聚导致产生负面作用,另一方面也能够利用碳纤维对铝合金中孔洞的填充作用,增强铝合金的强度和韧性。
6、采用上述方法制得的铝合金材料,成本较高,并且在处理过程中会出现纤维损伤,其会影响铝合金材料的性能提升,导致其抗拉强度较差,耐磨性能不佳。
7、因此,提供一种高强度铝合金材料及其制备方法,强度高且均匀,耐磨性能和耐腐蚀性能优异是现有技术亟待的技术问题。
技术实现思路
1、为了解决现有技术存在的技术问题,本发明提供了一种高强度铝合金材料及其制备方法,强度高且均匀,并且耐磨性和耐腐蚀性能优异。
2、为了解决上述技术问题,本发明采取以下技术方案:
3、一种高强度铝合金材料的制备方法,包括制备复合陶瓷纤维、制备复合陶瓷纤维-二氧化硅气凝胶、制备强化剂、混料步骤,具体如下:
4、1.制备复合陶瓷纤维
5、(1)制备铝溶胶
6、将六水合氯化铝与7-9倍质量的去离子水混合,搅拌均匀后,加入氨水,进行超声振荡处理,超声时间为15-19min,超声频率为37-42khz,超声功率为75-80w,超声结束后,控制温度为20-24℃,静置反应2.0-2.3h,静置反应结束后,过滤,洗涤,制得滤渣,然后向滤渣中加入10-12倍质量的去离子水,搅拌均匀制得悬浮液, 向悬浮液中加入混合酸,搅拌均匀后以0.2-0.4℃/min的速率升温至36-40℃,在36-40℃下静置8.3-8.6h,制得铝溶胶;
7、所述氨水的质量浓度为25-27%;
8、所述六水合氯化铝与氨水的质量比为1.21-1.25:1;
9、所述混合酸由乙酸和盐酸组成,所述乙酸和盐酸的质量比为0.8-1.2:1;
10、所述混合酸与六水合氯化铝的质量比为2.1-2.3:1;
11、(2)制备可纺性混合胶
12、向铝溶胶中加入9-11wt%醋酸镧溶液、14-16wt%硝酸钇溶液,然后进行球磨处理,球料比为4-6:1,球磨转速为303-316rpm,球磨时间为50-56min,球磨温度为36-40℃,球磨结束后,在56-58℃下水浴老化,老化至粘度为65-69pa·s,制得可纺性混合胶;
13、所述铝溶胶、醋酸镧溶液与硝酸钇溶液的质量比为95-99:2.4-2.6:2.0-2.2;
14、(3)纺丝
15、将可纺性混合胶经离心甩丝,甩丝孔直径为0.25-0.35mm,转速为3800-4000rpm,甩丝温度为26-28℃,制得混合凝胶纤维,将混合凝胶纤维粉碎至粒径为0.5-0.7mm,然后以1.0-1.4℃/min的速率升温至525-536℃,在525-536℃下保温1.3-1.6h,然后以3.2-3.7℃/min的速率升温至816-823℃,在816-823℃下保温1.3-1.7h,再以5.5-6.0℃/min的速率升温至1030-1080℃,在1030-1080℃下保温1.8-2.1h,保温结束后,自然降低至室温,制得复合陶瓷纤维。
16、2.制备复合陶瓷纤维-二氧化硅气凝胶
17、(1)制备硅溶胶
18、将正硅酸乙酯、去离子水以及无水乙醇混合,搅拌均匀后加入盐酸调节ph至4.1-4.3,继续搅拌18-22min,搅拌转速为205-215rpm,搅拌结束后以0.1-0.3℃/min的速率升温至40-42℃,然后加入氨水调节ph至8.1-8.3,继续搅拌,制得硅溶胶;
19、所述正硅酸乙酯、去离子水以及无水乙醇的摩尔比为1.1-1.3:2.2-2.4:7.4-7.7;
20、所述盐酸的质量浓度为17-19%;
21、所述氨水的质量浓度为26-28%;
22、(2)浸渍
23、将复合陶瓷纤维置于密闭容器中,然后加入3-5倍体积的硅溶胶,将密闭容器抽真空至真空度为0.06-0.08mpa,通入氮气至压力为0.23-0.27mpa,控制温度为35-39℃,进行搅拌,搅拌转速为263-276rpm,搅拌24-32min后,加入醋酸镍溶液,升高压力为0.28-0.32mpa,控制温度不变,继续搅拌12-14min,搅拌结束,过滤制得复合陶瓷纤维-硅溶胶;
24、所述醋酸镍溶液的质量浓度为15-17%;
25、所述硅溶胶与醋酸镍的体积比为20-22:4.1-4.3;
26、(3)后处理
27、将复合陶瓷纤维-硅溶胶升温至40-43℃,待复合陶瓷纤维-硅溶胶不再流动时,置于3-5倍体积的无水乙醇中进行老化处理,老化时间为11-13h,老化结束后制得老化后的凝胶,将老化后的凝胶置于-22~-20℃下预冷处理,预冷时间为1.4-1.6h,然后置于真空冷冻干燥机内,控制冷阱温度为-37~-33℃,真空度为22-25pa,冷冻干燥时间为4.3-4.7h,真空冷冻干燥结束后,等自然恢复至室温,以2.1-2.3℃/min速率升温至566-573℃,在566-573℃下静置2.6-2.8h,待自然恢复至室温,制得复合陶瓷纤维-二氧化硅气凝胶。
28、3.制备强化剂
29、向无水乙醇中加入锆粉、钛粉进行球磨处理,球磨时间为33-37min,球磨转速为241-257rpm,球料比为4-8:1,球磨温度为43-47℃,球磨结束后加入硝酸铈,继续球磨处理,球磨时间为17-22min,球磨温度为50-54℃,球磨结束后,以1.8-2.2℃/min的速率升温至522-536℃,在522-536℃下焙烧4.1-4.5h,焙烧结束,降低至室温制得强化剂;
30、所述无水乙醇、锆粉、钛粉、硝酸铈的质量比为127-133:2.1-2.3:3.0-3.4:3.5-3.8。
31、4.混料
32、将铝基材料和强化剂混合均匀,熔炼后制得铝基液体,将复合陶瓷纤维-二氧化硅气凝胶以3.0-3.4℃/min速率升温至405-414℃,然后置于模具中,模具温度为405-414℃,将铝基液体加入至模具中对复合陶瓷纤维-二氧化硅气凝胶进行渗透处理,控制渗透压力为21-24mpa,渗透时间为1.0-1.3min,凝固冷却后,制得铝合金材料;
33、所述铝基材料、强化剂和复合陶瓷纤维-二氧化硅气凝胶的质量比为98-103:1.2-1.4:6.3-6.6;
34、所述铝基材料,以质量百分比计为,镁0.83-0.85%、铁0.30-0.34%、铜0.04-0.06%,铝-锰合金0.47-0.50%、铝-钒合金1.2-1.4%、其余为铝;
35、所述铝-锰合金中,锰的质量含量为8-11%;
36、所述铝-钒合金中,钒的质量含量为8-11%。
37、一种高强度铝合金材料,采用上述制备方法制得。
38、与现有技术相比,本发明取得了以下有益效果:
39、1.本发明制得高强度铝合金材料,在铝溶胶中引入了镧源、钇源,在氧化铝纤维中复合稀土元素,利用稀土元素离子半径较大的特点,稀土元素存在于氧化铝的晶界处,抑制了铝离子的迁移,使得晶界迁移速率较低,抑制晶粒在高温下的生长,增强了复合陶瓷纤维的稳定性,并且复合陶瓷纤维的内部结构致密,韧性好;将复合陶瓷纤维置于硅溶胶中,并且加入醋酸镍进行充分的浸渍,硅溶胶对复合陶瓷纤维进行了充分的填充,并且复合陶瓷纤维的表面包覆一层致密、完整且均匀的二氧化硅气凝胶,醋酸镍的加入可以改善界面的润湿性,最后经过后处理步骤中真空冷冻干燥步骤,避免了在干燥过程中因固液界面表面张力的作用而导致的孔的坍塌,保证了二氧化硅气凝胶的孔洞完整性,使制得的复合陶瓷纤维-二氧化硅气凝胶在与铝基材料混合时,能够增加接触面积,结合性更好,并且避免了各成分之间的团聚,提高了分散性能,提高与铝基材料之间的混合均匀性,从而提高铝合金材料的力学性能和力学稳定性能,增强了耐磨性能,耐腐蚀性能好;本发明采用特定的方法制备强化剂,其作为铝基材料的增强相,可以提高铝合金材料的力学性能、耐磨性能以及耐腐蚀性能,并且在球磨处理后能够增强与铝基材料的相容性和结合力,其与特定的复合陶瓷纤维-二氧化硅气凝胶等技术手段相结合制得的铝合金材料,力学性能优异且均匀,摩擦后质量损失少,在酸性环境下的质量损失低,在盐环境中仍能保持优异的力学性能;
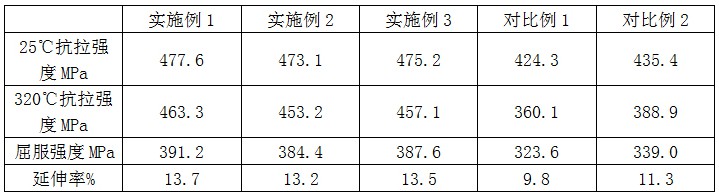
40、2.本发明制得的铝合金材料,按照gb/t 228-2002《金属材料拉伸试验方法》,测得25℃抗拉强度为473.1-477.6mpa,320℃抗拉强度为453.2-463.3mpa,屈服强度为384.4-391.2mpa,延伸率为13.2-13.7%;
41、3.本发明制得的铝合金材料,置于浓度为30%的硫酸溶液中静置,第12h的质量损失为37-40mg,第24h的质量损失为59-63mg,第48h的质量损失为73-77mg;
42、4.本发明制得的铝合金材料,在25kpa的压力下用以1cm/s的速率进行循环磨损,重复操作100次,质量损失为41-45mg;
43、5.本发明制得的铝合金材料,浸泡于25%的氯化钠溶液中,控制温度为40℃,浸泡时间为120h,浸泡结束后,25℃抗拉强度为450.4-461.8mpa,屈服强度为364.0-375.6mpa。
本文地址:https://www.jishuxx.com/zhuanli/20240618/12715.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表