一种原位提高坡莫合金激光焊接接头软磁性能的方法
- 国知局
- 2024-06-20 16:02:46
本申请涉及焊接,尤其是涉及一种原位提高坡莫合金激光焊接接头软磁性能的方法。
背景技术:
1、坡莫合金是一种导磁性能优良的软磁材料,在弱磁场中便可快速磁化,呈现较高的磁导率和磁感应强度,以及较低的矫顽力。同时,坡莫合金具有优良的力学性能,因此,常被用来作为电子设备的磁屏蔽外壳,使电子设备免受电磁干扰,从而保证电子设备的信号处理精度。
2、对于一些尺寸较大的电子设备或包含电子设备的空间,需要采用大尺寸的坡莫合金壳体进行磁屏蔽,因此,坡莫合金的焊接至关重要。然而,相比于轧制态的母材,焊缝在经历了快速熔化凝固后表现出各向同性的特征,导致焊缝沿母材轧制方向的软磁性能恶化,进而影响整个坡莫合金磁屏蔽壳体的服役性能。
3、目前,提升坡莫合金焊缝软磁性能的主要方法为焊后热处理,即通过晶粒受热长大降低晶界密度。然而,常规的焊后热处理时间要达到十余小时甚至更久,导致加工效率显著降低。此外,常规的焊后热处理容易造成焊缝晶粒过度长大,导致接头强度降低。
技术实现思路
1、为了改善坡莫合金焊缝沿母材轧制方向的软磁性能降低及加工效率低的问题,本申请提供一种原位提高坡莫合金激光焊接接头软磁性能的方法。
2、本申请提供的一种原位提高坡莫合金激光焊接接头软磁性能的方法采用如下的技术方案:
3、一种原位提高坡莫合金激光焊接接头软磁性能的方法,包括以下步骤:
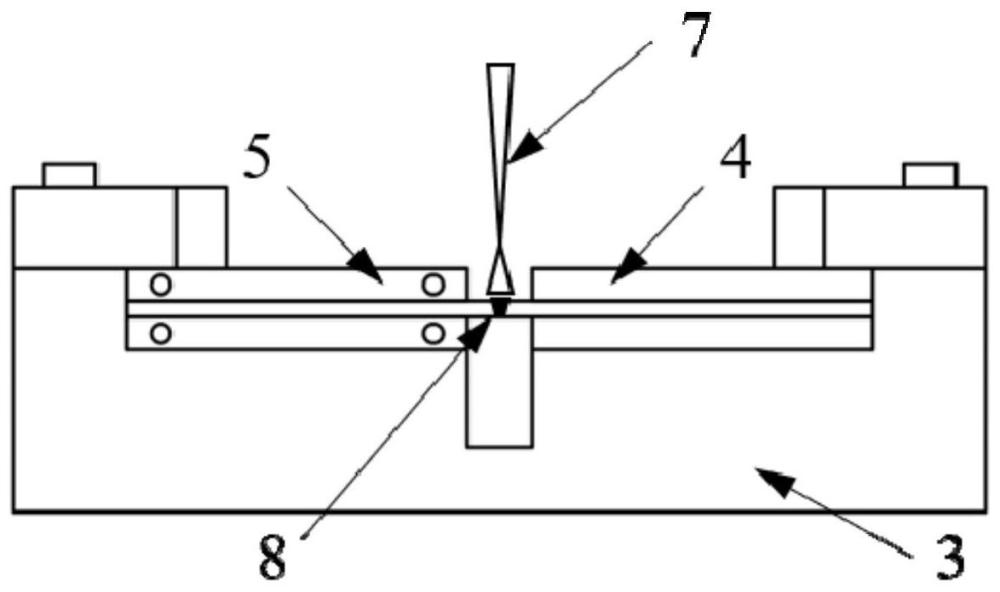
4、焊前装夹:将两块坡莫合金母材并排装夹在焊接夹具上,在一侧坡莫合金母材上下表面分别安装用于减缓坡莫合金母材散热的保温件,在另一侧坡莫合金母材上下表面分别安装用于加快坡莫合金母材散热的散热件;
5、激光焊接:采用聚焦激光对两块坡莫合金母材进行焊接,焊缝熔池散热过程中,保温件和散热件使熔池内部形成定向的温度梯度;
6、原位热处理:待熔池金属凝固后,采用散焦激光沿焊缝进行循环往复扫描。
7、进一步地,所述温度梯度的方向与坡莫合金母材轧制态方向平行。
8、进一步地,所述温度梯度的大小为700℃/mm~850℃/mm。
9、进一步地,所述保温件为隔热板,所述隔热板采用纤维纸和有机硅脂树脂压制而成。
10、进一步地,所述散热件为铜制散热板。
11、进一步地,所述散热板内部安装有水冷管。
12、优选的,坡莫合金母材的厚度为5mm~20mm,隔热板厚度为10mm~30mm,散热板材料为紫铜,散热板厚度为10mm~30mm,水冷管直径为5mm~10mm。
13、本申请在一侧坡莫合金母材上下表面安装隔热板,减缓该侧的散热速度,在另一侧坡莫合金母材上下表面安装散热板,加快该侧的散热速度,从而改变了熔池内部的散热方向,使温度梯度的方向与母材轧制态方向平行,实现了熔池的定向凝固,焊缝晶粒沿母材轧制态方向生长,显著提高了该方向上接头的软磁性能。
14、进一步地,所述激光焊接步骤中,聚焦激光功率为3000w~5000w,焊接速度为5mm/s~10mm/s,保护气流量为15l/min~25l/min。
15、进一步地,所述原位热处理步骤中,散焦激光功率为300w~800w,移动速度为3mm/s~10mm/s,保护气流量为15l/min~25l/min。
16、进一步地,所述散焦激光的离焦量为5mm~10mm。
17、进一步地,所述散焦激光循环往复扫描次数为5~10次。
18、本申请采用散焦激光加热焊缝,实现了焊后原位热处理,降低了焊缝冷却速率,从而减小了接头残余应力,且原位热处理后晶粒适度长大,显著提高了接头的软磁性能。相比于常规的焊后热处理,本申请原位热处理的时间短,显著提高了加工效率,且热输入显著降低,避免了晶粒过度长大造成的接头强度的降低,在保证接头力学性能的前提下更加高效地实现了接头软磁性能的提升;同时,本申请仅对焊缝进行原位热处理,不影响板材本身的组织和性能。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.通过设置隔热板和散热板,改变了熔池内部的散热方向,使温度梯度的方向与母材轧制态方向平行,实现了熔池的定向凝固,焊缝晶粒沿母材轧制态方向生长,显著提高了该方向上接头的软磁性能;
21、2.通过散焦激光对焊缝进行原位热处理,降低了焊缝冷却速率,从而减小了接头残余应力,且原位热处理后晶粒适度长大,显著提高了接头的软磁性能;相比于常规的焊后热处理,本申请原位热处理的时间短,显著提高了加工效率,且热输入显著降低,避免了晶粒过度长大造成的接头强度的降低,在保证接头力学性能的前提下更加高效地实现了接头软磁性能的提升;同时,本申请仅对焊缝进行原位热处理,不影响板材本身的组织和性能。
技术特征:1.一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述温度梯度的方向与坡莫合金母材轧制态方向平行。
3.根据权利要求2所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述温度梯度的大小为700℃/mm~850℃/mm。
4.根据权利要求1所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述保温件为隔热板,所述隔热板采用纤维纸和有机硅脂树脂压制而成。
5.根据权利要求1所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述散热件为铜制散热板。
6.根据权利要求5所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述散热板内部安装有水冷管。
7.根据权利要求1所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述激光焊接步骤中,聚焦激光功率为3000w~5000w,焊接速度为5mm/s~10mm/s,保护气流量为15l/min~25l/min。
8.根据权利要求1所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述原位热处理步骤中,散焦激光功率为300w~800w,移动速度为3mm/s~10mm/s,保护气流量为15l/min~25l/min。
9.根据权利要求8所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述散焦激光的离焦量为5mm~10mm。
10.根据权利要求9所述的一种原位提高坡莫合金激光焊接接头软磁性能的方法,其特征在于:所述散焦激光循环往复扫描次数为5~10次。
技术总结本申请涉及焊接技术领域,具体公开了一种原位提高坡莫合金激光焊接接头软磁性能的方法,其包括焊前装夹:将两块坡莫合金母材装夹在焊接夹具上,在一侧坡莫合金母材上下表面分别安装隔热板,在另一侧坡莫合金母材上下表面分别安装散热板;激光焊接:采用聚焦激光对两块坡莫合金母材进行焊接;原位热处理:待熔池金属凝固后,采用散焦激光沿焊缝进行循环往复扫描。本申请通过隔热板和散热板使熔池内部温度梯度的方向与母材轧制态方向平行,焊缝晶粒沿母材轧制态方向生长;再采用散焦激光对焊缝进行原位热处理,在保证接头力学性能的前提下实现了接头软磁性能的提升。技术研发人员:尹乾兴,鲍志欣,王加跃,肖家丰,王颖杰受保护的技术使用者:武汉大学技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13171.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表