一种多点柔性数字化拉形模具
- 国知局
- 2024-06-20 16:04:35
本发明属于型材拉弯成形,具体涉及一种多点柔性数字化拉形模具。
背景技术:
1、型材在电子器械、建筑、交通等工业技术领域都有着广泛的应用,尤其随着技术的迅速发展,型材在交通领域的应用也越来越多。上到航空航天,下到轨道交通,具体涉及到的飞机、高铁、汽车等骨架大多是由不同材质及不同截面形状的型材拼接而成,而为了满足各种形态骨架拼接的需求,通常需要将原始型材坯料件通过机械加工成不同形状。
2、型材成形方式主要有:拉弯成形、压弯成形、滚弯成形、绕弯成形等。其中,拉弯成形是最典型的成形方式之一,主要成形原理是将毛坯料在进行弯曲的同时加以切向拉力,使毛坯料截面内部的应力分布都变为拉应力,进而减少回弹等缺陷,提高成形质量。
3、原始的拉弯成形工艺均采用整体模具,整体模具制造周期较长,成本较高,且长时间使用后精度降低,进而导致修模成本增加,此外,一套整体模具只能用于生产一种类型的型材件,对于生产多品种、小批量零件来说,采用整体模具进行拉弯成形时间及费用成本均较高。经过进一步改进,本领域技术人员开始采用分体式的多点模具进行拉弯成形,即将整体模具按等比例或非等比例分成不同的基本体,每个基本体相互独立,这样就可以根据不同截面和曲率的型材来进行调形,实现一套模具成形不同形状型材,对于生产多品种、小批量的零件来说降低了生产成本,且成形效率也大幅提高。
4、相较于原始的整体式拉弯成形模具,现有的分体式多点柔性拉弯模具虽已有较大改善,但仍存在以下不足之处:
5、1、中国专利cn103878238a“一种用于型材拉弯的柔性模具”公开了一种由x向定位组件和z向调整组件以及一些不同宽度的冲头组件组成的拉弯柔性模具,通过电机可以实现冲头调形,在其冲头上加弹性垫进而抑制成形过程中产生的凹坑、压痕等缺陷。但其不足之处在于:单个电机的移动调形会增加调形时间成本。并且每个冲头只能实现z向的移动,这极大程度地限制了冲头的自由度。若型材成形的调形曲率较大,则会在两个相邻的冲头间出现较大高度差,进而产生空隙,即使加弹性垫也很难完全填充此空隙。成形时仍会出现压痕,型材厚度不均匀等缺陷,进而会使型材成形质量下降。
6、2、对于中国专利cn104226751a“一种用于飞机型材的柔性拉弯成形装置”公开了一种由基座、柔性钢条、离散调节单元组成的柔性拉弯模具,成形块与导向滑块采用铰接的方式。离散调节单元除了可以前后移动外,成形块可以通过高度调节螺杆实现上下移动。使调形方式更为灵活。但其不足之处在于:此种调形方式需人工进行手动调节,相比于计算机系统控制下的调节方式更加费时且调形精度欠佳。此调形装置虽在离散成形块上加了柔性钢条来抑制型材凹坑、压痕等缺陷的产生,但由于柔性钢条与型材之间摩擦系数较大,在成形过程中会使型材厚度分布不均匀,且对于成形较大曲率的型材时,柔性钢条厚度太厚会导致型材成形精度较差,太薄又会使型材出现凹坑、压痕等缺陷。
7、综上所述,现有技术中柔性拉弯成形时间成本较高,人工调形精度欠佳以及在成形过程中由于型材与单元体冲头之间的摩擦较大而产生型材厚度分布不均匀,出现凹坑,压痕等缺陷。故需要设计一种即省时又能提高成形精度同时尽量减少成形过程型材与单元体头摩擦过大的拉弯装置,使型材成形的成本降低的同时又能够得到较高的成形质量。
技术实现思路
1、针对上述现有现有技术中存在的缺陷,本发明提供了一种多点柔性数字化拉形模具,实现高效调形,节约时间成本的基础上,提高成形精度,提升型材件表面质量,结合说明书附图,本发明的技术方案如下:
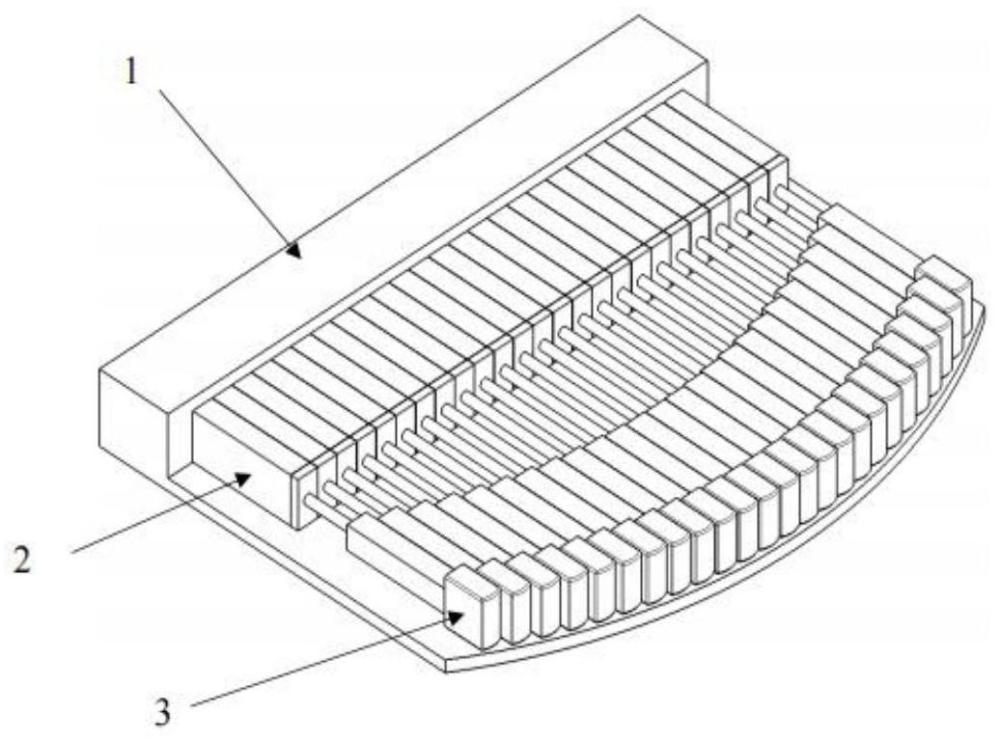
2、一种多点柔性数字化拉形模具,特征在于:由底座、调形组件和单元体头组成;
3、若干所述调形组件呈线性分布安装在底座上,所述调形组件为直线运动驱动副,单元体头开拆卸地固定或铰接在调形组件端部,在调形组件的带动下,单元体头沿直线位移或摆动。
4、进一步地,所述调形组件由第一电机仓、第一单元固定板、第一丝杆、第一方体以及第一电机组成,第一电机仓固定安装在底座上,第一丝杆一端与第一电机仓内的第一电机输出端连接,第一丝杆中部通过第一单元固定板安装在第一电机仓端面上,第一丝杆另一端与第一方体一端固定连接,单元体头可拆卸地固定安装在第一方体另一端。
5、更进一步地,所述单元体头端部开有凹槽,且凹槽形状与待成形的型材内筋形状相匹配。
6、进一步地,所述调形组件包括:第二单元固定板、第二丝杆、第二方体、第二电机以及第二电机仓;
7、所述第二电机仓固定安装在底座上,第二丝杆一端与第二电机仓内的第二电机输出端连接,第二丝杆中部通过第二单元固定板安装在第二电机仓端面上,第二丝杆另一端与第二方体一端固定连接,单元体头可拆卸地铰接在第二方体另一端。
8、更进一步地,所述单元体头通过球头连杆与第二方体相连,所述球头连杆的球头端与第二方体球形凹槽相匹配,并通过第三单元固定板将球头连杆压装在第二方体上,球头连杆另一端与单元体头固定连接。
9、更进一步地,在所述球头连杆的球头端与第三单元固定板之间还设有楔块,所述楔块与球头连杆的球头端球面匹配连接,预紧螺钉穿过第三单元固定板顶压在所述楔块上,通过旋拧预紧螺钉将楔块压紧在球头连杆上,以防止球头连杆相对滑动。
10、更进一步地,所述调形组件还包括:第一控油阀和伸缩杆;
11、至少两组所述伸缩杆连接于第二方体与单元体头之间,所述第一控油阀对应安装在伸缩杆的液控油路上,通过第一控油阀控制流经伸缩杆的油量进而控制伸缩杆不同步伸缩,实现单元体头相对摆动。
12、进一步地,所述单元体头内部开设有输油道,输油道一端的进油口处设有第二控油阀,在所述单元体头与型材接触的外表面上开有规则分布的油孔,且所述油孔均与所述输油道相联通。
13、更进一步地,所述油孔呈规则阵列、错位阵列、圆形阵列或螺旋形阵列排布。
14、进一步地,所述底座正面与单元体头对应位置开有导油槽,底座背面设有集油盒,导油槽与集油盒联通。
15、与现有技术相比,本发明的有益效果在与:
16、1、本发明所述多点柔性数字化拉形模具采用相互独立的电机调形装置,通过计算机辅助系统可同时调节每个电机的转数,丝杆在电机的带动下旋转,推动方体向前移动,进而控制每个单元体头的运动行程。使每个单元体头在电机的驱动下同时移动,极大节省了调形时间。
17、2、本发明所述多点柔性数字化拉形模具,针对“t”型材等带有内筋的型材成形时,可更换内部设置筋型凹槽的单元体头,使得模具外部曲率与模具内部凹槽曲率保持一致,有效避免带有内筋的型材成形时型材出现褶皱等缺陷,且每个单元体头可根据型材截面的不同形态进行匹配更换,实现型材个性化设计,小批量生产。
18、3、本发明所述多点柔性数字化拉形模具,针对较大曲率型材件成形时采用摆动式单元体头,在摆动式单元体头后端安装伸缩杆,根据已知型材曲率通过计算机控制系统调节伸缩杆行程,使摆动式单元体头摆动预定角度,摆脱了人工调形的弊端,以提高离散模具的连续性,此外,摆动式单元体头与第二调形组件之间采用球头连杆连接,调形完毕后通过预紧螺钉与楔块固定球头连杆,进而对摆动式单元体头加以固定,此方法在提高调形精度的同时降低了调形时间成本。
19、4、本发明所述多点柔性数字化拉形模具,针对型材表面质量要求较高的成形时,为避免成形时由于模具与型材之间摩擦较大而使型材表面受损,基于仿生理念,通过观察人的皮肤毛孔排汗的现象,设计出了一种能够排油的仿生单元体头,在仿生单元体头内部开设油道,并在与型材接触的仿生单元体头表面开设一系列小孔,在仿生单元体头内部油道注入润滑油,在型材拉弯成形过程中,在压力的作用下,润滑油会通过小孔流出,类似于人的排汗现象,流出的润滑油填充于型材和仿生单元体头外表面,起到油润滑的效果,这样极大降低了型材与单元体头之间的摩擦系数,减少型材与仿生单元体头的摩擦,进而使型材厚度分布更均匀,抑制了压痕、拉裂等缺陷的产生。同时在底座开油道槽和安装接油盒,收集从仿生单元体头流出的润滑油,这样既能保持模具的干净清洁又使让润滑油回收再利用,达到节约资源保护环境的效果。
本文地址:https://www.jishuxx.com/zhuanli/20240618/13239.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表