一种改善酸洗板光整边缺陷的方法与流程
- 国知局
- 2024-06-20 16:10:58
本发明属于热轧酸洗板生产领域,更具体地说,涉及一种改善酸洗板光整边缺陷的方法。
背景技术:
1、针对热轧酸洗线四辊平整机组生产产品,酸洗产品的光整边缺陷一般是指热轧板经酸洗、平整机平整后出现距离带钢边部100mm范围内“边部亮带”缺陷,影响产品交货。随着用户对产品质量要求的日益提高,目前热轧酸洗板在“边部亮带”方面的用户抱怨呈现增多趋势,且主要集中在1380mm宽度及以上且要求平整交货产品。
2、通常热轧带钢凸度c40一般控制在20-60μm范围内,带钢横断面上实际厚度会在距离边部200mm范围内出现明显的减薄趋势,随着越靠近边部减薄趋势越加严重,尤其是在距离边部50mm以内,带钢实际厚度出现急剧减薄,通常减薄幅度可以达到100um以上。酸洗线平整机轧制压力较小,轧辊有害弯曲就小的多,导致热轧原料边部陡降部分的平整力偏小,容易出现“欠平整”问题。因此,由于辊间有害接触的巨大差异,造成热轧原料与酸洗平整辊缝形状的不匹配是造成热轧酸洗卷边部容易发生“欠平整”的主要原因。
3、经检索,对于如何改善钢带亮带现象已有技术公开,如公开号cn102248003a的专利提供了改善热轧带钢亮带缺陷的方法,包括对板形凸度目标值和局部高低点的控制,凸度目标值控制在40±13μm~50±13μm,局部高低点高度≦10μm;通过控制凸度目标值和局部高低点高度,减少带钢横向应力差,改善了热轧带钢的断面形状。公开号cn111957752a的专利提供了消除热轧低碳软钢表面的亮带及附加浪形缺陷的生产方法,通过精轧前除鳞控制阶段、精轧带钢断面中部局部高点控制阶段和卷取夹送辊及张力控制阶段的三个控制阶段实现亮带及附加浪形的消除;在带钢卷取阶段,通过减少带钢稳定卷取时卷取单位张力、降低夹送辊压力,最终降低了低碳软钢亮带的发生率,在一定程度上减轻了亮带伴生中浪缺陷,减少钢卷切损及反复平整带来的损失。上述设计均为热轧钢带生产技术提供了优化方向,实践中仍有进一步提升的空间,行业内也在不断研究缓解边部亮带缺陷的有效思路。
技术实现思路
1、1、要解决的问题
2、针对目前热轧酸洗板容易出现边部亮带缺陷,影响产品交货的情况,本发明提供一种改善酸洗板光整边缺陷的方法,可以在一定程度上缓解亮带缺陷,显著提高产品质量,满足生产对于产品质量的更高要求。
3、2、技术方案
4、为解决上述问题,本发明采用如下的技术方案。
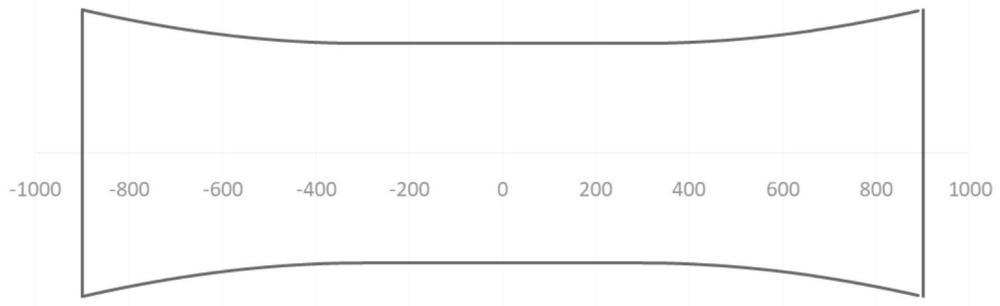
5、本发明提供一种改善酸洗板光整边缺陷的方法,包括对热轧带钢断面凸度控制、平整机轧辊辊形控制和弯辊力匹配控制,其中平整机轧辊辊形采用凹形设计,中间部位采用平辊,两侧边部辊形曲线采用对称的正弦曲线,两侧边部正弦曲线公式为:
6、y=a*sin(w*x+ψ)+k;
7、其中x为轧辊轴向位置坐标,单位:毫米;y为轧辊在坐标x处的轧辊半径相对偏差量,单位:微米;a为凸度影响系数,由热轧带钢目标凸度确定,w、ψ、k分别为位置影响系数。
8、更进一步地,热轧带钢凸度控制在30±15μm。
9、更进一步地,平整机工作轧辊的中间平辊长度与每一侧的曲线辊形部长度均相同。
10、更进一步地,平整机工作轧辊的总长1800mm,中间平辊长度为600mm,单边曲线辊形部长度为600mm。
11、更进一步地,两侧边部正弦曲线公式为:
12、当-900mm≤x≤-300mm时,y=a*s in(x*π/2400-3*π/8)+a;
13、当-300mm<x<300mm时,y=0;
14、当300mm≤x≤900mm时,y=a*s in(x*π/2400-5*π/8)+a。
15、更进一步地,a的取值范围由热轧带钢目标凸度决定,当热轧带钢目标凸度值在[15,45]时,a取值[51.21,153.64]。
16、更进一步地,以实际板形为依据,调整平整机工作辊弯辊力,带钢宽度≤1380mm时,弯辊力为10±5吨;1380mm<带钢宽度≤1480mm时,弯辊力为15±5吨;1480mm<带钢宽度≤1580mm时,弯辊力为20±5吨;1580mm<带钢宽度≤1380mm时,弯辊力为25±5吨。
17、3、有益效果
18、相比于现有技术,本发明的有益效果为:
19、传统技术中由于带钢自身边部减薄与轧辊辊形的不匹配,导致在平整过程中带钢边部受力明显小于中部受力,严重时出现轧辊边部与带钢脱离的情况,最终导致带钢边部形貌与中部形貌出现明显差异。本发明的改善方法旨在通过对热轧带钢凸度的控制,以及酸洗平整机采用适当反向凸度的凹辊,同时配合合理的弯辊控制,辊形设计为向内凹的形状,可以有效补偿热轧带钢中间凸起部分,使平整机工作辊和热轧带钢板面更好的接触,从而解决平辊工作时两侧接触不到带钢的问题,解决光整边缺陷,最终实现批量生产宽幅平整面交货酸洗板的目的。
技术特征:1.一种改善酸洗板光整边缺陷的方法,其特征在于:包括对热轧带钢断面凸度控制、平整机轧辊辊形控制和弯辊力匹配控制,其中平整机轧辊辊形采用凹形设计,中间部位采用平辊,两侧边部辊形曲线采用对称的正弦曲线,两侧边部正弦曲线公式为:
2.根据权利要求1所述的一种改善酸洗板光整边缺陷的方法,其特征在于:热轧带钢凸度控制在30±15μm。
3.根据权利要求1所述的一种改善酸洗板光整边缺陷的方法,其特征在于:平整机工作轧辊的中间平辊长度与每一侧的曲线辊形部长度均相同。
4.根据权利要求3所述的一种改善酸洗板光整边缺陷的方法,其特征在于:平整机工作轧辊的总长1800mm,中间平辊长度为600mm,单边曲线辊形部长度为600mm。
5.根据权利要求4所述的一种改善酸洗板光整边缺陷的方法,其特征在于:两侧边部正弦曲线公式为:
6.根据权利要求5所述的一种改善酸洗板光整边缺陷的方法,其特征在于:a的取值范围由热轧带钢的目标凸度决定,当热轧带钢的凸度值在[15,45]时,a取值[51.21,153.64]。
7.根据权利要求1-6任一项所述的一种改善酸洗板光整边缺陷的方法,其特征在于:以实际板形为依据,调整平整机工作辊弯辊力,带钢宽度≤1380mm时,弯辊力为10±5吨;1380mm<带钢宽度≤1480mm时,弯辊力为15±5吨;1480mm<带钢宽度≤1580mm时,弯辊力为20±5吨;1580mm<带钢宽度≤1380mm时,弯辊力为25±5吨。
技术总结本发明公开了一种改善酸洗板光整边缺陷的方法,属于热轧酸洗板生产领域。本发明的改善方法包括对热轧带钢断面凸度控制、平整机轧辊辊形控制和弯辊力匹配控制,其中平整机轧辊辊形采用凹形设计,中间部位采用平辊,两侧边部辊形曲线采用对称的正弦曲线,针对目前热轧酸洗板平整后容易出现边部亮带缺陷,影响产品交货的情况,本发明辊形设计为向内凹的形状,可以有效补偿热轧带钢中间凸起部分,使平整机工作辊和热轧带钢板面更好的接触,从而解决平辊工作时两侧带钢接触不足的问题,解决光整边缺陷。技术研发人员:李宏洲,许允超,王成成,李虹云受保护的技术使用者:马鞍山钢铁股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13390.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表