铝板滚边管控方法与流程
- 国知局
- 2024-06-20 16:10:21
本发明涉及汽车门板,特别涉及一种铝板滚边管控方法。
背景技术:
1、汽车门盖滚边是一种使用机器人折边将门盖内、外板结合在一起的技术,通过机器人滚轮将已翻边的外板进行多次滚压,从而实现将外板包裹住内板。
2、目前绝大部分车企的门盖都是采用铁板进行滚边。随着汽车轻量化的不断推进,逐渐将铝板运用到门盖部品上。由于铝板的材料性能会随着使用时长增加而变化,最终将导致铝板滚边后开裂。
3、现有技术中,普遍缺少对铝板滚边开裂的管控,铝板滚边后出现开裂现象无法追溯原因,难以做出有效的对策,无法保证大批量生产时不出现滚边后开裂。
技术实现思路
1、本发明的主要目的是提供一种铝板滚边管控方法,旨在解决现有技术中的铝板滚边后出现开裂现象无法追溯原因,难以做出有效的对策,无法保证大批量生产时不出现滚边后开裂技术问题。
2、为实现上述目的,本发明提出一种铝板滚边管控方法,所述铝板滚边管控方法包括:
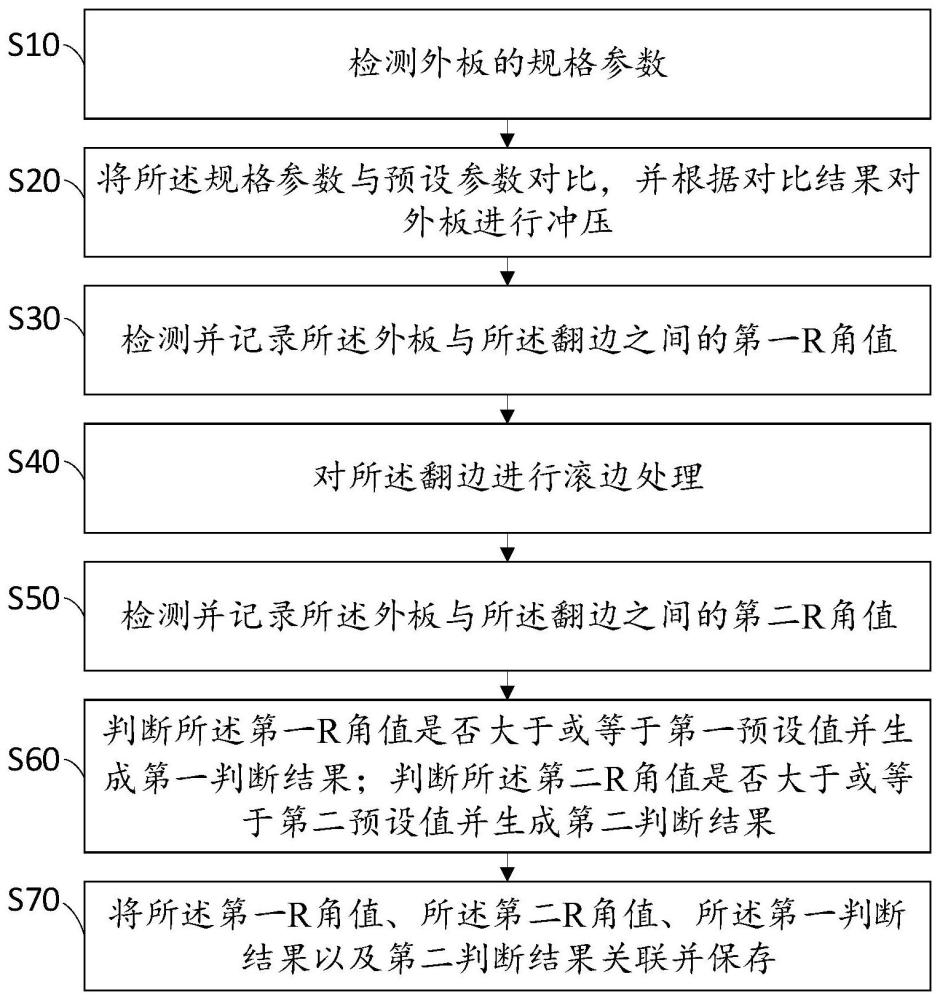
3、检测外板的规格参数;
4、将所述规格参数与预设参数对比,并根据对比结果对外板进行冲压,以在所述外板的边缘形成弯折的翻边;
5、检测并记录所述外板与所述翻边之间的第一r角值;
6、对所述翻边进行滚边处理,以使所述翻边弯折并与所述外板配合将内板夹紧;
7、检测并记录所述外板与所述翻边之间的第二r角值;
8、判断所述第一r角值是否大于或等于第一预设值并生成第一判断结果;判断所述第二r角值是否大于或等于第二预设值并生成第二判断结果;
9、将所述第一r角值、所述第二r角值、所述第一判断结果以及第二判断结果关联并保存。
10、可选地,检测并记录所述外板与所述翻边之间的第一r角值的步骤之后,还包括:
11、获取所述外板热处理的时间节点;
12、根据所述时间节点计算所述外板热处理的间隔时长;
13、判断所述间隔时长是否大于预设时长;
14、根据判断结果执行“对所述翻边进行滚边处理”的步骤。
15、可选地,所述预设时长为90天。
16、可选地,将所述第一r角值、所述第二r角值、所述第一判断结果以及第二判断结果关联并保存的步骤之后,还包括:
17、检测所述外板是否开裂;
18、当所述外板开裂时,根据所述第一判断结果以及所述第二判断结果确定所述外板开裂的节点信息。
19、可选地,检测所述外板是否开裂的步骤之后,还包括:
20、检测所述外板的开裂程度;
21、根据所述开裂程度调整所述第一r角值和/或所述第二r角值。
22、可选地,所述第一预设值为所述外板的厚度;所述外板的厚度为0.9mm~1mm。
23、可选地,所述第二预设值为所述内板厚度的一半。
24、可选地,所述内板的厚度为0.8mm~0.9mm。
25、可选地,对所述翻边进行滚边处理,以使所述翻边弯折并与所述外板配合将内板夹紧的步骤包括:
26、对所述翻边进行滚边处理,以使所述翻边继续弯折直至所述翻边与所述外板平行;
27、对所述翻边的边缘部分进行按压直至与所述内板抵接,以使所述翻边的边缘与所述外板配合夹紧所述内板。
28、可选地,所述规格参数包括抗拉强度系数、屈服强度系数及伸长率,将所述规格参数与预设参数对比,并根据对比结果对外板进行冲压的步骤包括:
29、判断所述抗拉强度系数是否大于或等于215mpa;
30、判断所述屈服强度系数是否在100mpa~155mpa范围内;
31、判断所述伸长率是否大于或等于27;
32、当所述抗拉强度系数大于或等于215mpa、所述屈服强度系数在100mpa~155mpa范围内、且所述伸长率大于或等于27时,对外板进行冲压。
33、本发明技术方案对板材料进行加工的过程中,对每项操作进行量化管理,严格控制所述外板与所述翻边之间的r角满足滚边需求,保证了所述外板在滚边后不出现开裂的情况。对发生开裂的板材料能够通过记录结果回溯,从而快速找到开裂真因,并迅速植入对策,保证大批量生产时不出现滚边后开裂现象,提高产品良率。
技术特征:1.一种铝板滚边管控方法,其特征在于,所述铝板滚边管控方法包括:
2.根据权利要求1所述的铝板滚边管控方法,其特征在于,检测并记录所述外板与所述翻边之间的第一r角值的步骤之后,还包括:
3.根据权利要求2所述的铝板滚边管控方法,其特征在于,所述预设时长为90天。
4.根据权利要求1所述的铝板滚边管控方法,其特征在于,将所述第一r角值、所述第二r角值、所述第一判断结果以及第二判断结果关联并保存的步骤之后,还包括:
5.根据权利要求4所述的铝板滚边管控方法,其特征在于,检测所述外板是否开裂的步骤之后,还包括:
6.根据权利要求1所述的铝板滚边管控方法,其特征在于,所述第一预设值为所述外板的厚度;所述外板的厚度为0.9mm~1mm。
7.根据权利要求1所述的铝板滚边管控方法,其特征在于,所述第二预设值为所述内板厚度的一半。
8.根据权利要求7所述的铝板滚边管控方法,其特征在于,所述内板的厚度为0.8mm~0.9mm。
9.根据权利要求1所述的铝板滚边管控方法,其特征在于,对所述翻边进行滚边处理,以使所述翻边弯折并与所述外板配合将内板夹紧的步骤包括:
10.根据权利要求1所述的铝板滚边管控方法,其特征在于,所述规格参数包括抗拉强度系数、屈服强度系数及伸长率,将所述规格参数与预设参数对比,并根据对比结果对外板进行冲压的步骤包括:
技术总结本发明提出一种铝板滚边管控方法,包括检测外板的规格参数;将规格参数与预设参数对比,并根据对比结果对外板进行冲压,以在外板的边缘形成弯折的翻边;检测并记录外板与翻边之间的第一R角值;对翻边进行滚边处理,以使翻边弯折并与外板配合将内板夹紧;检测并记录外板与翻边之间的第二R角值;判断第一R角值是否大于或等于第一预设值并生成第一判断结果;判断第二R角值是否大于或等于第二预设值并生成第二判断结果;将第一R角值、第二R角值、第一判断结果以及第二判断结果关联并保存。本发明技术方案对发生开裂的板材料能够快速找到开裂真因,保证大批量生产时不出现滚边后开裂现象,提高产品良率。技术研发人员:魏文广,黄斌,梁景辉,杨依凡,张俊宏,梁祖添受保护的技术使用者:广汽丰田汽车有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13386.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表