一种使用新型空心集磁器的板件焊接系统
- 国知局
- 2024-06-20 16:25:44
本发明涉及集磁器,尤其涉及一种使用新型空心集磁器的板件焊接系统。
背景技术:
1、以铝合金为代表的轻质合金具有密度低、弹性模量高、比强度高、比刚度高和耐腐蚀等特点,在航空航天零部件制造、汽车结构件制造等领域有着较高的应用覆盖率,轻质合金的加工制造也就成了重中之重。如在文献“王俊升,薛程鹏,王硕等﹒轻质金属的发展和应用:高强铝合金和镁合金[j]﹒特种铸造及有色合金,2023,43(02):145-152﹒”和“王科学,王东波,黄勇等﹒铝合金材料在汽车轻量化领域应用的研究现状[j]﹒铝加工,2022(06):3-6﹒”所述,高强度轻质合金件可以大幅降低汽车等运输工具的自身重量,例如汽车整车质量下降10%对应油耗将降低6%~8%,整车质量下降10%对应的排放量将降低4%~10%;铝合金轮毂在相同体积下的质量仅有传统碳钢材料的30%。尽管铝合金及其合金在轻量化领域具有显著的优势,但其连接工艺的复杂性仍然是一个亟待解决的问题。目前,铝合金板件的连接主要依赖于铆接等冷连接技术。这些技术虽然在某些应用领域已经能够满足连接强度的技术要求,并且技术成熟度较高,但它们仍然存在一些不可忽视的缺点。例如,冷连接技术的工序通常较为繁琐,结构设计复杂,且需要使用较多的附加件,这些都会对材料的轻量化目标产生负面影响。在铝合金管件的连接方面,承插法是一种常见的连接方式。然而,承插接头的附加重量同样对轻量化目标构成挑战。相比之下,电磁焊接技术因其独特的优势而在金属工件连接领域备受关注。
2、电磁焊接不仅是一种无接触的加工方式,还能够提高金属材料的成形极限,从而提升焊接质量。在电磁焊接过程中,集磁器作为关键的辅助装置,对促进电磁焊接技术的发展和提升焊接效果起着至关重要的作用。然而,由于趋肤效应的影响,传统的板件用集磁器在实际应用中只有部分区域得到有效利用,这导致了材料利用率低下和成形系统整体偏重的问题。此外,常规集磁器的实心结构容易造成热量堆积,不利于多余热量的散发,也不利于后期散热辅助件的安装。在传统的电磁焊接系统中,承托待焊接板件的底座要么与上部焊接系统固定在一起,要么放置在焊接系统下部而未能有效限位。这些问题不仅影响了焊接的精度和效率,也增加了系统的复杂性和操作的困难度。因此,对经典集磁器的结构进行优化,以提高其性能和适用性,已成为行业发展的迫切需求。综上所述,铝合金材料的连接技术需要进一步的创新和改进,以便更好地适应轻量化的需求,提高生产效率,降低成本,并确保焊接质量。未来的研究应当集中在开发新型的连接技术和优化现有工艺,以实现铝合金材料在各个领域的广泛应用。
3、目前关于板件电磁焊接系统的专利有,例如cn108500441a公开了一种高速电磁脉冲点焊装置,一种基于高导电率材料与钢板的高速电磁脉冲点焊的装置,包含线圈镶嵌于所述环氧加固板内形成一个圆柱体且由接线端子用正负铜板引出;平板集磁器和不锈钢加固板紧固一体置于所述圆柱体之下,其形状为圆柱状;平板集磁器呈上大下小的圆台形状,圆台中间开有锥形孔,平板集磁器的端面分为大端面、小端面和缝隙面;不锈钢板置于平板集磁器的外端且和所述缝隙面相适配;平板集磁器下面依次分别设有高导电率材料,铁板和基座。本发明解决了传统熔化焊接过程中由于两种板件材料的熔点不同很难焊接的现象,该专利设计了一种高速电磁脉冲电焊装置,将传统板件集磁器置于系统中,将集磁器与线圈固定在一起;但在此方案中,集磁器为实心结构散热性能不佳,在进行重复放电时会累积热量;集磁器上沿未设计如图2所示的凸起结构,在焊接过程中集磁器向下的位移没法得到很好的限制;集磁器下方的待焊接板件未能很好的与上方焊接系统进行对其固定,存在焊接过程中横向滑移的隐患。
技术实现思路
1、本发明所要解决的技术问题是,提供一种使用新型空心集磁器的板件焊接系统,解决现有集磁器板件焊接系统中集磁器内电流杂散、发热多,散热性能差,能量损耗大,材料利用率低,且焊接过程中集磁器定位不牢滑移,而导致焊接界面质量无法保证的问题。
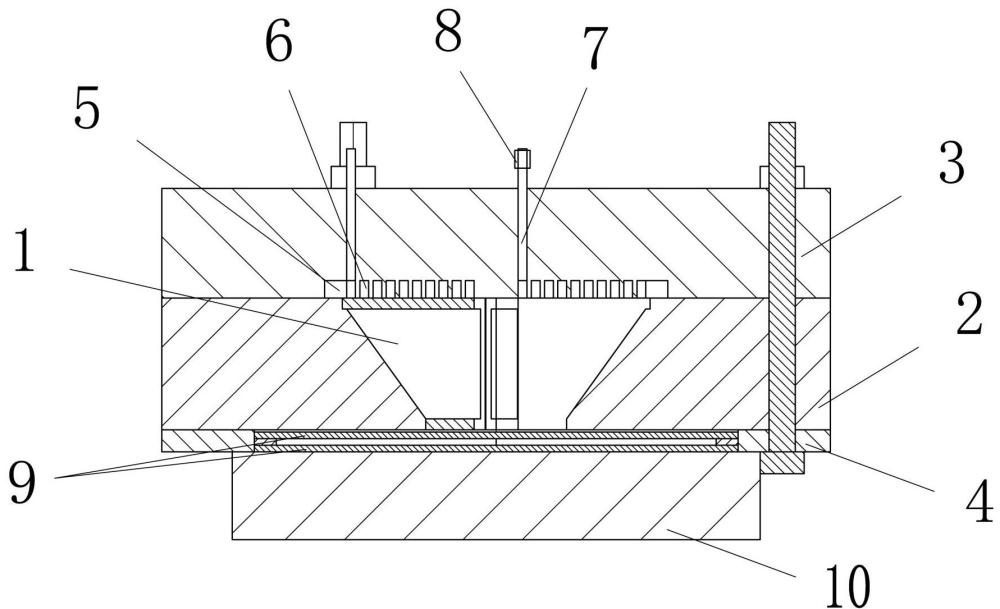
2、为解决上述技术问题,本发明采用的技术方案为:一种使用新型空心集磁器的板件焊接系统,包含集磁器,集磁器四周围设有集磁器固定器,集磁器和集磁器固定器夹装在第一环氧树脂浇筑层和第二环氧树脂浇筑层之间,采用螺栓和螺母连接固定在一起,第一环氧树脂浇筑层底面设置有若干层凹槽,凹槽内卡装固定有玻璃纤维缠绕层和若干线圈,玻璃纤维缠绕层围设在最外层线圈外周,最内层线圈与最外层线圈上连通有线圈接线端子,线圈接线端子端部设置有汇流排,第二环氧树脂浇筑层的中间固定有一组待焊板件,待焊板件底部托设有底座。
3、优选的方案中,所述集磁器为若干集磁器本体拼接而成的圆锥,大端朝上,大端紧贴第一环氧树脂浇筑层且卡在集磁器固定器内,小端底部侧面卡在集磁器固定器内,与下部的待焊接板件上板不接触留有一定间隙,集磁器固定器的顶部紧贴第二环氧树脂浇筑层。
4、优选的方案中,所述集磁器上部的圆锥大端设置有台阶,下部的圆锥小端设置有圆柱直段,且集磁器下平面的面积为上平面面积的25%及以下。
5、优选的方案中,所述集磁器本体拼接而成的圆锥形集磁器设置有上下贯穿的中心孔,中心孔与集磁器本体的圆锥体同心,两两集磁器本体侧壁对齐,拼接处设置有上下贯穿的拼缝。
6、优选的方案中,所述拼缝呈扇形,由外周向集磁器中心逐渐变小收拢,拼缝最宽处的宽度,即在集磁器本体外周的宽度,不超过集磁器本体外周周长的1.3%。
7、优选的方案中,所述集磁器本体包含上板和下板,上板和下板采用一组立筋连接固定在一起,且均采用铜合金材料制作而成,线圈亦为铜制线圈。
8、优选的方案中,所述立筋设置在两两集磁器本体拼接的拼缝处,沿圆锥半径发散性分布,立筋立面截面为梯形,单件立筋厚度方向的弧度值为单块集磁器本体弧度值的1/8~1/6。
9、优选的方案中,所述第二环氧树脂浇筑层中间设置有孔,孔内设置有环形绝缘垫片,将卡固在第二环氧树脂浇筑层孔内的一组待焊板件隔开并固定。
10、优选的方案中,所述第一环氧树脂浇筑层、第二环氧树脂浇筑层沿圆周均匀设置有若干通孔,通孔内安装有螺栓和螺母,将第一环氧树脂浇筑层、第二环氧树脂浇筑层、集磁器和集磁器固定器连接固定在一起。
11、优选的方案中,所述底座密贴第二环氧树脂浇筑层的底部,托住一组待焊板件,四周卡固在第一环氧树脂浇筑层和第二环氧树脂浇筑层的连接螺栓所形成的包围圈内。
12、本发明提供的一种使用新型空心集磁器的板件焊接系统,有如下有益效果:
13、1、本发明的结构设计合理,尺寸精巧,方法科学规范,实现了电磁场的精确调控;
14、2、本发明设置的圆锥形镂空结构,有效节省55%及以上的材料使用,提高材料的利用率,减少能量的损耗;
15、3、本发明设计的新型板件集磁器可有效提高焊接质量,且自身具有良好的自主散热能力和结构强度;
16、4、本发明设计的集磁器结构简单,易拼装,且加工难度低;
17、5、本发明中空的圆锥结构设计,进一步保证了电磁磁力向集磁器本体的下表面集中,实现电磁磁力的精准调控,进一步提升了板件的焊接效率和质量;
18、6、本发明集磁器、线圈、玻璃纤维缠绕及环氧树脂浇铸层的设置,进一步优化了集磁器本体的导电性,使其集磁效果更好,进一步提升了能量的利用率;
19、7、本发明集磁器的多瓣拼装设计,有效提升了接头的焊接质量,且自身具有良好的自主散热能力;
20、8、本发明的集磁器设计有凸台定位,有效的控制了集磁器的滑移;
21、9、本发明设计的底座尺寸刚好被螺栓卡住,限制了底座的位移,且方便更换待焊板件。
本文地址:https://www.jishuxx.com/zhuanli/20240618/13483.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表