一种顶置油缸压力机的下死点的控制方法及控制装置与流程
- 国知局
- 2024-06-20 16:36:50
本发明涉及一种压力机下死点的控制方法。
背景技术:
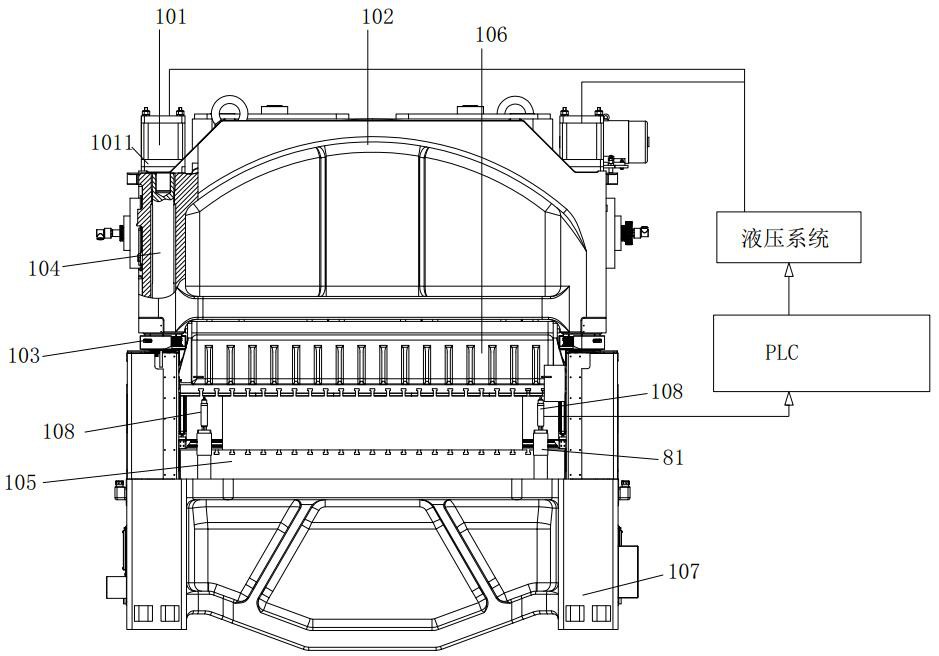
1、现有顶置油缸压力机,在压力机四角立柱上部位置设置四个油缸101,每个油缸缸体1011分别与压力机的上横梁102连接,油缸101的活塞杆与立柱104连接,上横梁102支撑在立柱104上的调节螺母103上,上横梁通过曲柄连杆和滑块106连接,滑块106下平面安装着上模,当四个油缸的下腔进油时,油缸活塞和立柱保持不动,油缸缸体和上横梁带着滑块及上模向下运动(或有向下运动趋势),压到调节螺母时开始加压,达到设定压力时开始保压,维持着滑块下死点的位置,使压力机能正常工作,下死点位置的重复精度直接影响制件精度、模具寿命以及生产效率。但是压力机在运行的过程中,由于多方面因素的影响,滑块下死点的位置可能会出现浮动,这就需要对滑块下死点动态位置进行监测并进行实时补偿。
技术实现思路
1、本发明所要解决的技术问题是克服现有技术的上述缺陷而提供一种顶置油缸压力机的下死点的控制方法,其可实时监测压力机下死点的位置并能进行实时调整。
2、本发明还提供了一种顶置油缸压力机的下死点的控制装置,其可实时监测压力机下死点的位置并能进行实时调整。
3、本发明解决上述技术问题所采用的技术方案为:
4、一种顶置油缸压力机的下死点控制方法,包括实时测量滑块下死点值,并与下死点基准值比较,依据比较结果向液压控制系统发出调整油缸压力的指令。
5、更好地,所述比较结果为下死点的数值低于基准值的下限时,plc发信号使油缸减压,液压控制系统进行油缸减压动作;若测得的下死点数值高于基准值上限时,plc发信号油缸增压,液压控制系统进行油缸增压动作。
6、更好地,所述液压控制系统包括伺服电机泵、压力传感器、第一单向阀、第一换向阀、液控单向阀、溢流阀、第一压力传感器、单向阀、蓄能器、第二压力传感器、溢流阀、第一阻尼、第二换向阀、第二阻尼、第三换向阀;若下死点值高于设定值范围时,发信号,第二换向阀开启,油经过第一阻尼小流量增压,当达到下死点基准值时,第二换向阀关闭,增压结束;当下死点值低于设定值范围时,发信号给第三换向阀开启,油经过第二阻尼小流量减压,当到达下死点基准值时,第三换向阀关闭,减压结束。
7、更好地,滑块下死点值由下死点检测组件检测,下死点检测组件安装在工作平台上或安装在底座上,下死点检测组件包括位置传感器及能固定位置传感器的传感器安装件,位置传感器设置在滑块底面下或上模底面下并测量下死点值。
8、更好地,所述传感器安装件能升降,这样能更好地适应测量状况。
9、下死点检测组件包括位置传感器及能升降位置传感器的驱动件,位置传感器设置在滑块底面下并测量下死点值。
10、一种顶置油缸压力机的下死点控制装置,包括四个油缸、上横梁、四个立柱、调节螺母、滑块、下死点检测组件、plc、液压控制系统,立柱上部位置设置四个油缸,每个油缸缸体分别固定安装在上横梁上,立柱上端穿入上横梁并与油缸的活塞杆连接,调节螺母螺纹连接在立柱上,上横梁下行能支撑在立柱上的调节螺母上,所述下死点检测组件检测所述滑块下死点,所述plc比较所述滑块下死点检测器检测出的滑块下死点与下死点基准值,并依据比较结果由液压控制系统调整油缸压力。
11、更好地,所述比较器的结果为下死点的数值低于基准值的下限时,plc发信号使油缸减压,液压控制系统进行油缸减压动作;若测得的下死点数值高于基准值上限时,plc发信号油缸增压,液压控制系统进行油缸增压动作。
12、更好地,所述液压控制系统包括伺服电机泵、压力传感器、第一单向阀、第一换向阀、液控单向阀、溢流阀、第一压力传感器、单向阀、蓄能器、第二压力传感器、溢流阀、第一阻尼、第二换向阀、第二阻尼、第三换向阀;若下死点值高于设定值范围时,发信号,第二换向阀开启,油经过第一阻尼小流量增压,当达到下死点基准值时,第二换向阀关闭,增压结束;当下死点值低于设定值范围时,发信号给第三换向阀开启,油经过第二阻尼小流量减压,当到达下死点基准值时,第三换向阀关闭,减压结束。
13、更好地,所述下死点检测组件安装在工作平台上或安装在底座上,下死点检测组件包括位置传感器及能固定位置传感器的传感器安装件,位置传感器设置在滑块底面下或上模底面下并测量下死点值。
14、更好地,所述传感器安装件能升降,这样能更好地适应测量状况。
15、与现有技术相比,本发明的优点在于:通过设置下死点检测组件,实时监测滑块的下死点位置,并反馈给plc(压力机控制系统),控制系统通过判断,控制液压系统工作,实时对四个油缸的压力进行补偿,改变上横梁和滑块的位置,使滑块下死点位置始终保持在一个相对恒定的位置,从而提高压力机下死点精度,进而提升产品质量,而且其方法简便,结构简单。
技术特征:1.一种顶置油缸压力机的下死点控制方法,其特征在于:包括实时测量滑块下死点值,并与下死点基准值比较,依据比较结果向液压控制系统发出调整油缸压力的指令。
2.如权利要求1所述的顶置油缸压力机的下死点控制方法,其特征在于:所述比较结果为下死点的数值低于基准值的下限时,plc发信号使油缸减压,液压控制系统进行油缸减压动作;若测得的下死点数值高于基准值上限时,plc发信号油缸增压,液压控制系统进行油缸增压动作。
3.如权利要求2所述的顶置油缸压力机的下死点控制方法,其特征在于:所述液压控制系统包括伺服电机泵、压力传感器、第一单向阀、第一换向阀、液控单向阀、溢流阀、第一压力传感器、单向阀、蓄能器、第二压力传感器、溢流阀、第一阻尼、第二换向阀、第二阻尼、第三换向阀;若下死点值高于设定值范围时,发信号,第二换向阀开启,油经过第一阻尼小流量增压,当达到下死点基准值时,第二换向阀关闭,增压结束;当下死点值低于设定值范围时,发信号给第三换向阀开启,油经过第二阻尼小流量减压,当到达下死点基准值时,第三换向阀关闭,减压结束。
4.如权利要求1所述的顶置油缸压力机的下死点控制方法,其特征在于:滑块下死点值由下死点检测组件检测,下死点检测组件安装在工作平台上或安装在底座上,下死点检测组件包括位置传感器及能固定位置传感器的传感器安装件,位置传感器设置在滑块底面下或上模底面下并测量下死点值。
5.如权利要求4所述的顶置油缸压力机的下死点控制方法,其特征在于:所述传感器安装件能升降。
6.一种顶置油缸压力机的下死点控制装置,其特征在于:包括四个油缸、上横梁、四个立柱、调节螺母、滑块、下死点检测组件、plc、液压控制系统,立柱上部位置设置四个油缸,每个油缸缸体分别固定安装在上横梁上,立柱上端穿入上横梁并与油缸的活塞杆连接,调节螺母螺纹连接在立柱上,上横梁下行能支撑在立柱上的调节螺母上,所述下死点检测组件检测所述滑块下死点,所述plc比较所述滑块下死点检测器检测出的滑块下死点与下死点基准值,并依据比较结果由液压控制系统调整油缸压力。
7.如权利要求6所述的顶置油缸压力机的下死点控制装置,其特征在于:所述比较器的结果为下死点的数值低于基准值的下限时,plc发信号使油缸减压,液压控制系统进行油缸减压动作;若测得的下死点数值高于基准值上限时,plc发信号油缸增压,液压控制系统进行油缸增压动作。
8.如权利要求6所述的顶置油缸压力机的下死点控制装置,其特征在于:所述液压控制系统包括伺服电机泵、压力传感器、第一单向阀、第一换向阀、液控单向阀、溢流阀、第一压力传感器、单向阀、蓄能器、第二压力传感器、溢流阀、第一阻尼、第二换向阀、第二阻尼、第三换向阀;若下死点值高于设定值范围时,发信号,第二换向阀开启,油经过第一阻尼小流量增压,当达到下死点基准值时,第二换向阀关闭,增压结束;当下死点值低于设定值范围时,发信号给第三换向阀开启,油经过第二阻尼小流量减压,当到达下死点基准值时,第三换向阀关闭,减压结束。
9.如权利要求6所述的顶置油缸压力机的下死点控制装置,其特征在于:所述下死点检测组件安装在工作平台上或安装在底座上,下死点检测组件包括位置传感器及能固定位置传感器的传感器安装件,位置传感器设置在滑块底面下或上模底面下并测量下死点值。
10.如权利要求8所述的顶置油缸压力机的下死点控制装置,其特征在于:所述传感器安装件能升降。
技术总结本发明公开了一种顶置油缸压力机的下死点控制方法,包括实时测量滑块下死点值,并与下死点基准值比较,依据比较结果向液压控制系统发出调整油缸压力的指令。还相应地公开了一种顶置油缸压力机的下死点控制装置。本发明通过设置下死点检测组件,实时监测滑块的下死点位置,并反馈给PLC(压力机控制系统),控制系统通过判断,控制液压系统工作,实时对四个油缸的压力进行补偿,改变上横梁和滑块的位置,使滑块下死点位置始终保持在一个相对恒定的位置,从而提高压力机下死点精度,进而提升产品质量,而且其方法简便,结构简单。技术研发人员:柯尊芒,叶文聪,强立立,王彪受保护的技术使用者:宁波精达成形装备股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13887.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表