一种耐磨弧形刀板的制备方法与流程
- 国知局
- 2024-06-20 16:49:53
本发明涉及冶金,特别是涉及一种耐磨弧形刀板的制备方法。
背景技术:
1、现有的工程机械使用的弧形刀板平均使用周期为400~500小时,而用于戈壁滩等复杂工况条件时,使用寿命仅为3天,使用周期短,成本高。
技术实现思路
1、本发明所要解决的技术问题是,克服现有技术的缺点,提供一种耐磨弧形刀板的制备方法。
2、为了解决以上技术问题,本发明的技术方案如下:
3、一种耐磨弧形刀板的制备方法,包括:
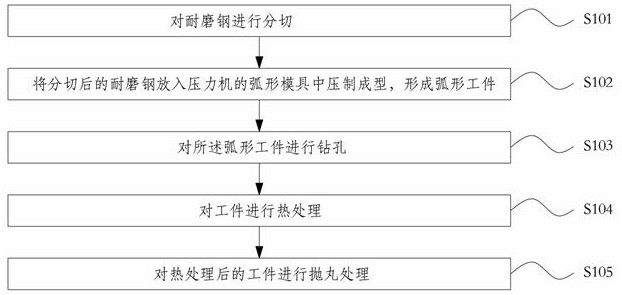
4、对耐磨钢进行分切;
5、将分切后的耐磨钢放入压力机的弧形模具中压制成型,形成弧形工件;
6、对所述弧形工件进行钻孔;
7、对工件进行热处理;
8、对热处理后的工件进行抛丸处理。
9、作为本发明所述耐磨弧形刀板的制备方法的一种优选方案,其中:所述对轧制好的耐磨钢进行分切包括:
10、根据所需弧形刀板的尺寸,将耐磨钢分切成对应尺寸的长方体形状。
11、作为本发明所述耐磨弧形刀板的制备方法的一种优选方案,其中:在所述将分切后的耐磨钢放入压力机的弧形模具中压制成型,形成弧形工件之后,还包括:
12、通过铣边机床对所述弧形工件进行铣边。
13、作为本发明所述耐磨弧形刀板的制备方法的一种优选方案,其中:所述对弧形工件进行钻孔包括:
14、根据所需弧形刀板上的孔型和孔径,对弧形工件进行钻孔,并在钻孔完成后对弧形工件表面及孔内的加工铁屑进行清理。
15、作为本发明所述耐磨弧形刀板的制备方法的一种优选方案,其中:所述对工件进行热处理包括:
16、将加热炉炉温设置为890-930℃之间,将工件在炉时间控制在工艺在炉时间±10min。
17、作为本发明所述耐磨弧形刀板的制备方法的一种优选方案,其中:在所述对热处理后的工件进行抛丸处理之后,还包括:
18、在24小时内对工件进行喷涂。
19、作为本发明所述耐磨弧形刀板的制备方法的一种优选方案,其中:所述耐磨钢的型号为nires el450。
20、本发明的有益效果是:
21、本发明制得的耐磨弧形刀片有效提高了其耐磨性,在同等条件下,与常用普通耐磨刀片相比,其使用寿命提高1倍以上,应用市场更广阔。
技术特征:1.一种耐磨弧形刀板的制备方法,其特征在于:包括:
2.根据权利要求1所述的耐磨弧形刀板的制备方法,其特征在于:所述对轧制好的耐磨钢进行分切包括:
3.根据权利要求1所述的耐磨弧形刀板的制备方法,其特征在于:在所述将分切后的耐磨钢放入压力机的弧形模具中压制成型,形成弧形工件之后,还包括:
4.根据权利要求1所述的耐磨弧形刀板的制备方法,其特征在于:所述对弧形工件进行钻孔包括:
5.根据权利要求1所述的耐磨弧形刀板的制备方法,其特征在于:所述对工件进行热处理包括:
6.根据权利要求1所述的耐磨弧形刀板的制备方法,其特征在于:在所述对热处理后的工件进行抛丸处理之后,还包括:
7.根据权利要求1所述的耐磨弧形刀板的制备方法,其特征在于:所述耐磨钢的型号为nires el450。
技术总结本发明公开了一种耐磨弧形刀板的制备方法,涉及冶金技术领域,包括:对耐磨钢进行分切;将分切后的耐磨钢放入压力机的弧形模具中压制成型,形成弧形工件;对所述弧形工件进行钻孔;对工件进行热处理;对热处理后的工件进行抛丸处理。本发明制得的耐磨弧形刀片有效提高了其耐磨性,延长了使用寿命,应用市场更广阔。技术研发人员:杨满忠,李琦,马洪浩,赵蕾,阮昊,黄伟,张同杰受保护的技术使用者:南京钢铁股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14344.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。