一种螺栓锻造组合工装与使用方法与流程
- 国知局
- 2024-06-20 17:08:38
本发明属于锻造,具体适用于多品种微差距小批量螺栓式细小杆类锻件锻造,具体涉及一种螺栓锻造组合工装与使用方法。
背景技术:
1、多品种微差距小批量螺栓式细小杆类锻件锻造过程较为复杂,由于其螺钉面为非规则形状,因此其锻件形状与棒料规格差异较大,锻造过程中需进行一次或一次以上预锻,以便于终锻成型。
2、螺栓预锻为模具锻造,单一锻件配备专用模具,受零件尺寸限制,锻件多设计为细小长杆形状,高径比一般在1:10以上,考虑成本,锻件一般无出模斜度;锻后锻件与模具内部型腔接触面积大,相互之间摩擦力大,难以出模,同时锻件尾部面积小无法设计垫块进行顶出。现阶段出模方式为操作者人工通过夹钳与模具外部进行撞击,通过震动使锻件和模具内部型腔出现缝隙,已达到锻件出模的目的。
3、现阶段锻造方式缺点如下:1、锻后锻件出模过程耗时过长,且对模具外壁会形成损坏,影响模具寿命。2、螺栓产品结构类似,但形状尺寸更新较快,专用锻件模具适用性较差,尺寸微调,模具需整体报废。
技术实现思路
1、为了解决上述问题,本发明提供了一种螺栓锻造组合工装与使用方法,通过采用柔性化组装结构的方式对螺栓式细小杆类锻件进行预锻造,改变组装式的模具结构,以此适应多品种、微差距、小批量的生产特点,同时组装拆卸的方式便于锻件出模,降低生产成本,提高产品竞争力。
2、本发明的技术方案如下:
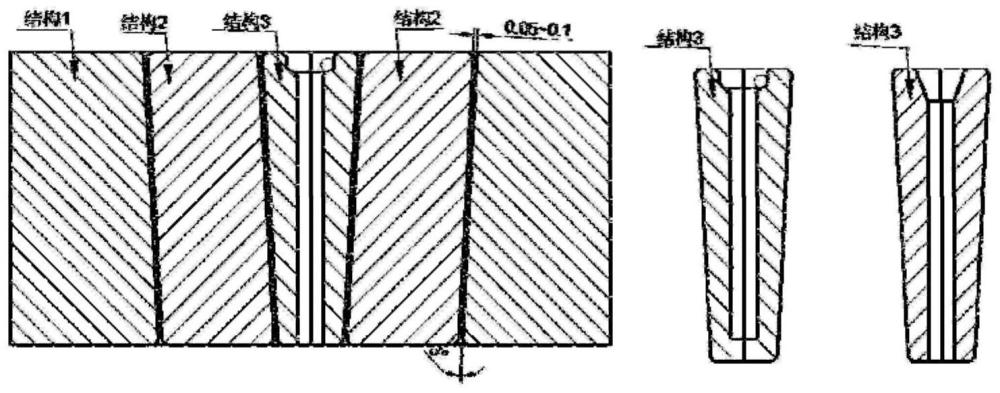
3、一种螺栓锻造组合工装,包括外环、半圆瓣模和柔性化组合模具,外环为外围紧固圆环,半圆瓣模有两个,两个半圆瓣模组合成内部为模具腔的类圆柱结构,类圆柱结构的外侧与外环内圈相匹配;根据零件锻造的预锻和终锻次数,具有不同种类的柔性化组合模具,每种柔性化组合模具的外形与两个半圆瓣模的组合内部模具腔匹配,每种柔性化组合模具内部的型腔为零件预锻或终锻的外形结构;根据不同的锻造工序更换不同的柔性化组合模具,达到柔性化加工的效果。
4、进一步的,每种柔性化组合模具均为分瓣结构。
5、进一步的,每种柔性化组合模具的型腔内没有尖边及尖点。
6、进一步的,每种柔性化组合模具的重量均小于3kg。
7、进一步的,外环的内环面为锥面,从外环由上到下,锥面的锥度由大到小;两个半圆瓣模的组合体为配合外环的圆锥柱体。
8、进一步的,锥面的斜度>1°。
9、进一步的,两个半圆瓣模的组合体装入外环内后,两者之间的间隙在0.05mm~0.1mm。
10、进一步的,两个半圆瓣模组合的模具腔为锥面,柔性化组合模具的外部为的圆锥柱体。
11、一种螺栓锻造组合工装使用方法,使用上述的一种螺栓锻造组合工装,根据零件锻造的预锻和终锻次数,设计对应工序的柔性化组合模具,包括以下步骤:
12、步骤一,将外环和半圆瓣模组装后形成的组合装置平放至锻锤之上;
13、步骤二,将本次锻造工序的柔性化组合模具放入组合装置内部,保证完全置于组合装置中心;
14、步骤三,锻后,将柔性化组合模具连同锻件一起倒出;
15、步骤四,将下一个工序的柔性化组合模具放入装置内部,保证完全置于装置中心,将步骤三锻好的锻件放入进行锻造,锻造过程持续轻击,以保证锻件成型;重复步骤三和步骤四,直至所有锻造次数完成;
16、步骤五,锻件成型后,整体翻转柔性化组合模具锻造装置,将柔性化组合模具连同锻件一起倒出,取出锻件并检查成型效果。
17、本发明的优点是:
18、1、通过本发明的设计,使用柔性化组装的结构,两个半圆柔性化组合模具合并后形成模具内部型腔,可根据锻件形状尺寸复杂不规则情况设计多种不同形状尺寸结构,模具适用性更强,满足螺栓类锻件多品种、微差距、小批量的生产特点;
19、2、本发明使用一套外模具可完成多次预锻造,只需要更换柔性化组合模具即可,不需要更换整体模具,并通过组装拆分的方式,解决螺栓式细小杆类锻件不易出模的问题。
技术特征:1.一种螺栓锻造组合工装,其特征在于,包括外环(1)、半圆瓣模(2)和柔性化组合模具(3),外环(1)为外围紧固圆环,半圆瓣模(2)有两个,两个半圆瓣模(2)组合成内部为模具腔的类圆柱结构,类圆柱结构的外侧与外环(1)内圈相匹配;根据零件锻造的预锻和终锻次数,具有不同种类的柔性化组合模具(3),每种柔性化组合模具(3)的外形与两个半圆瓣模(2)的组合内部模具腔匹配,每种柔性化组合模具(3)内部的型腔为零件预锻或终锻的外形结构;根据不同的锻造工序更换不同的柔性化组合模具(3),达到柔性化加工的效果。
2.根据权利要求1所述的一种螺栓锻造组合工装,其特征在于,每种柔性化组合模具(3)均为分瓣结构。
3.根据权利要求1所述的一种螺栓锻造组合工装,其特征在于,每种柔性化组合模具(3)的型腔内没有尖边及尖点。
4.根据权利要求1所述的一种螺栓锻造组合工装,其特征在于,每种柔性化组合模具(3)的重量均小于3kg。
5.根据权利要求1所述的一种螺栓锻造组合工装,其特征在于,外环(1)的内环面为锥面,从外环(1)由上到下,锥面的锥度由大到小;两个半圆瓣模(2)的组合体为配合外环(1)的圆锥柱体。
6.根据权利要求5所述的一种螺栓锻造组合工装,其特征在于,锥面的斜度>1°。
7.根据权利要求5所述的一种螺栓锻造组合工装,其特征在于,两个半圆瓣模(2)的组合体装入外环(1)内后,两者之间的间隙在0.05mm~0.1mm。
8.根据权利要求1所述的一种螺栓锻造组合工装,其特征在于,两个半圆瓣模(2)组合的模具腔为锥面,柔性化组合模具(3)的外部为的圆锥柱体。
9.一种螺栓锻造组合工装使用方法,使用如权利要求1-8任一所述的一种螺栓锻造组合工装,其特征在于,根据零件锻造的预锻和终锻次数,设计对应工序的柔性化组合模具(3),包括以下步骤:
技术总结本发明属于锻造技术领域,公开了一种螺栓锻造组合工装与使用方法,工装包括外环、半圆瓣模和柔性化组合模具,外环为外围紧固圆环,半圆瓣模有两个,两个半圆瓣模组合成内部为模具腔的类圆柱结构,类圆柱结构的外侧与外环内圈相匹配;根据零件锻造的预锻和终锻次数,具有不同种类的柔性化组合模具,每种柔性化组合模具的外形与两个半圆瓣模的组合内部模具腔匹配,每种柔性化组合模具内部的型腔为零件预锻或终锻的外形结构。本发明使用柔性化组装的结构,可根据锻件形状尺寸复杂不规则情况设计多种不同形状尺寸结构,模具适用性更强,满足螺栓类锻件多品种、微差距、小批量的生产特点。技术研发人员:李云龙受保护的技术使用者:中国航发哈尔滨东安发动机有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/14900.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表