一种加工齿轮轴内齿对外齿的专用工装卡具的制作方法
- 国知局
- 2024-06-20 17:10:58
本技术涉及一种加工齿轮轴内齿对外齿的专用工装卡具,属于机械加工。
背景技术:
1、齿轮轴一端内侧为内齿,另一端为外齿,根据产品技术要求,外齿与内齿母线对位,对位精度要求公差±10分。
2、原有的加工方式是事先加工出两件齿轮,一件外齿轮轴,一件内齿轮轴,两件齿轮轴对位焊接,但这样会出现弯曲、不对位、不同轴的现象,易产生废品,成品合格率极低,影响产品合格率和生产进度。
3、现有的技术缺点是:
4、1)、对工件焊接时产生误差,两者误差相累积使误差加大影响产品精度,容易出现废品;
5、2)、在焊接工件时,无法保证内齿与外齿的同轴度,焊接完成后产品产生弯曲变形,影响产品使用精度,有时会产生卡死现象;
6、3)、在产品加工过程不知道产品是否合格,加工完成才知道是否合格。
7、现采用先焊接本体后加工外齿内齿的加工方法来加工齿轮轴,并提供了一种工装卡具。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供了一种加工齿轮轴内齿对外齿的专用工装卡具,该装置能够有效的使齿轮轴的内齿与外齿母线对中,满足精度要求,能够快速装卡工件无需找正,安装工件之前找正工装即可。
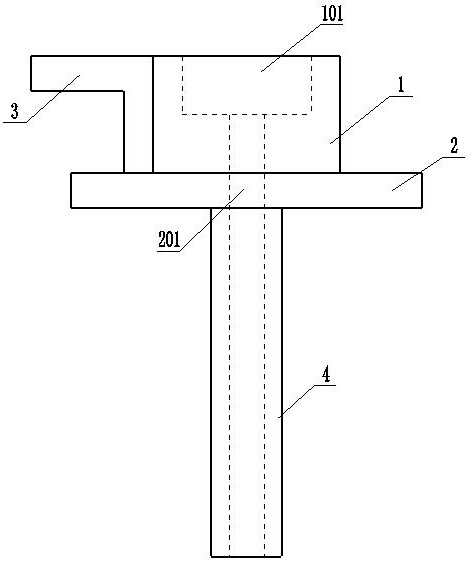
2、本实用新型解决其技术问题所采用的技术方案是:一种加工轴齿轮内齿对外齿的专用工装卡具,包括定心套、固定盘、对刀块和定位套管,所述固定盘的顶部中心处设置有一定心套,在定心套的一侧,固定盘顶部设置有一倒置的l形对刀块,对刀块的立面外侧与定心套紧贴;固定盘底部的中心处设置有一定位套管,定心套、固定盘和定位套管的中心均处于同一轴线上;定心套的内部中心处设有一台阶状的沉孔,固定盘的中心处设有一圆孔,沉孔的下半部分孔体与圆孔及定位套管的内径尺寸均一致,三者形成一通长的腔体。
3、本实用新型的有益效果是:本实用新型能够有效的使齿轮轴工件的内齿与外齿母线对中,对位精度公差能达到3-5分;在加工前对工装夹具进行调整,对工件进行试切,只需试切调整1~2次即可,然后即可批量加工工件;能够快速装卡工件无需找正,安装工件之前找正工装即可,在加工过程中可以对工件进行检验,产品精度高,又能大大提高加工效率,操作简便,无需专用设备检测;节省工序,缩短工期,降低了加工造价和加工难度;同时也保证了工件的垂直度、同轴度、直线度以及位置精度。
技术特征:1.一种加工齿轮轴内齿对外齿的专用工装卡具,其特征在于:包括定心套(1)、固定盘(2)、对刀块(3)和定位套管(4),所述固定盘(2)的顶部中心处设置有一定心套(1),在定心套(1)的一侧,固定盘(2)顶部设置有一倒置的l形对刀块(3),固定盘(2)底部的中心处设置有一定位套管(4)。
2.根据权利要求1所述的一种加工齿轮轴内齿对外齿的专用工装卡具,其特征在于:定心套(1)的内部中心处设有一台阶状的沉孔(101),固定盘(2)的中心处设有一圆孔(201),沉孔(101)的下半部分孔体与圆孔(201)及定位套管(4)的内径尺寸均一致,三者形成一通长的腔体。
3.根据权利要求1所述的一种加工齿轮轴内齿对外齿的专用工装卡具,其特征在于:对刀块(3)的立面外侧与定心套(1)紧贴。
4.根据权利要求1所述的一种加工齿轮轴内齿对外齿的专用工装卡具,其特征在于:定心套(1)、固定盘(2)和定位套管(4)的中心均处于同一轴线上。
技术总结本技术公开了一种加工齿轮轴内齿对外齿的专用工装卡具,属于机械加工技术领域。它包括定心套、固定盘、对刀块和定位套管,所述固定盘的顶部中心处设置有一定心套,在定心套的一侧,固定盘顶部设置有一倒置的L形对刀块,对刀块的立面外侧与定心套紧贴;固定盘底部的中心处设置有一定位套管,定心套、固定盘和定位套管的中心均处于同一轴线上;定心套的内部中心处设有一台阶状的沉孔,固定盘的中心处设有一圆孔,沉孔的下半部分孔体与圆孔及定位套管的内径尺寸均一致,三者形成一通长的腔体。本技术能够有效的使齿轮轴工件的内齿与外齿母线对中,满足精度要求。技术研发人员:孙长龙,姜澎涛受保护的技术使用者:齐齐哈尔翔飞齿轮制造有限公司技术研发日:20231123技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/14989.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表