一种精轧轧制力偏差控制方法及装置与流程
- 国知局
- 2024-06-21 09:34:50
本发明涉及钢铁生产应用领域,尤其涉及一种精轧轧制力偏差控制方法及装置。
背景技术:
1、热连轧带钢生产线中精轧支承辊是精轧机组中的重要设备,轧钢厂热卷产线精轧f1-f7机架各有上下支承辊及工作辊,其主要作用是在热连轧生产过程中提供稳定的支撑和导向,保持辊缝稳定,保证带钢稳定轧制,确保产品质量和尺寸精度;同时,支承辊还能够通过合理的润滑及冷却措施,降低精轧轧制过程中的摩擦及热量积累,延长轧辊和轴承的使用寿命等。
2、由于实际生产过程中精轧机架间带钢起浪轧断轧烂堆钢、轧辊辊型、轧辊磨损等多种因素的影响,支承辊表面压应力沿辊身方向不均匀分布,尤其是发生断带、异物压入等事故时支承辊局部应力增大现象更加明显,当局部压应力超过支承辊强度时就会形成表面裂纹,导致支承辊掉块剥落。现有控制技术在支承辊出现边部掉块剥落,操作侧与传动侧两侧轧制力偏差明显变大时,控制系统无有效报警提示及控制措施,导致后续事故扩大加剧,产生机架间跑偏起浪堆钢及工作辊辊面被啃伤事故。
技术实现思路
1、鉴于以上现有技术存在的问题,本发明提出一种精轧轧制力偏差控制方法及装置,主要解决现有技术在支承辊出现边部掉块剥落,操作侧与传动侧两侧轧制力偏差明显变大时,控制系统无有效报警提示及控制措施,导致后续事故扩大加剧,产生机架间跑偏起浪堆钢及工作辊辊面被啃伤事故。
2、为了实现上述目的及其他目的,本发明采用的技术方案如下。
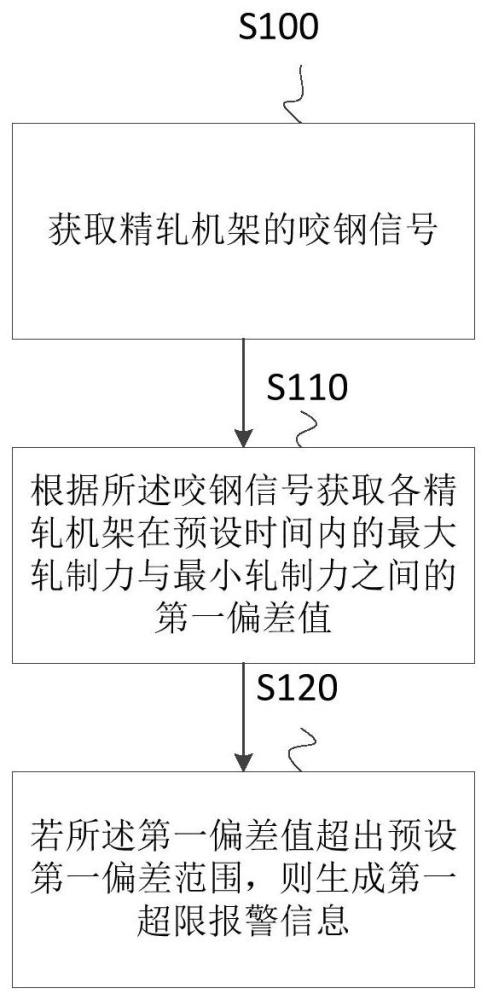
3、本申请提供一种精轧轧制力偏差控制方法,包括:获取精轧机架的咬钢信号;根据所述咬钢信号获取各精轧机架在预设时间内的最大轧制力与最小轧制力之间的第一偏差值;若所述第一偏差值超出预设第一偏差范围,则生成第一超限报警信息。
4、在本申请一实施例中,在获取精轧机架的咬钢信号之前,还包括:对各精轧机架进行零调,获取零调启动到完成过程中各精轧机架的最大轧制力与最小轧制力的第二偏差值;若所述第二偏差值超出预设第二偏差范围,则生成第二超限报警信息。
5、在本申请一实施例中,根据所述咬钢信号获取各精轧机架在预设时间内的最大轧制力与最小轧制力之间的第一偏差值,包括:获取所述精轧机架的咬钢信号超过第一预设时长后,开始获取所述第一偏差值。
6、在本申请一实施例中,在获取精轧机架的咬钢信号之后,还包括:获取当前带钢精轧轧制过程中各精轧机架传动侧与操作侧的实时轧制力偏差值;若所述实时轧制力偏差值大于前一块带钢对应的历史轧制力偏差值,则生成警示信息。
7、在本申请一实施例中,提供显示界面,通过所述显示界面显示所述实时轧制力偏差值与所述历史轧制力偏差值之间的差异,以根据所述差异生成图像导引,其中所述图像导引包括所述警示信息。
8、在本申请一实施例中,所述预设第一偏差范围为大于或等于70吨。
9、在本申请一实施例中,所述预设第二偏差范围为大于或等于50吨。
10、本申请还提供一种精轧轧制力偏差控制装置,包括:信号采集模块,用于获取精轧机架的咬钢信号;轧制力偏差记录模块,用于根据所述咬钢信号获取各精轧机架在预设时间内的最大轧制力与最小轧制力之间的第一偏差值;信息预警模块,用于若所述第一偏差值超出预设第一偏差范围则生成第一超限报警信息。
11、如上所述,本申请提出的一种精轧轧制力偏差控制方法及装置,具有以下有益效果。
12、本申请可在精轧轧制过程中实时监测各机架轧制力偏差值,以在轧制力偏差值超限时及时报警提示,可有效避免因支承辊出现边部掉块剥落,操作侧与传动侧两侧轧制力偏差明显变大时,产生机架间跑偏起浪堆钢及工作辊辊面被啃伤事故,避免因支承辊出现边部掉块剥落导致后续事故扩大,从而提升产线轧制稳定性及轧辊设备运行稳定性。
技术特征:1.一种精轧轧制力偏差控制方法,其特征在于,包括:
2.根据权利要求1所述的精轧轧制力偏差控制方法,其特征在于,在获取精轧机架的咬钢信号之前,还包括:
3.根据权利要求1所述的精轧轧制力偏差控制方法,其特征在于,根据所述咬钢信号获取各精轧机架在预设时间内的最大轧制力与最小轧制力之间的第一偏差值,包括:
4.根据权利要求1所述的精轧轧制力偏差控制方法,其特征在于,获取精轧机架的咬钢信号之后,还包括:
5.根据权利要求4所述的精轧轧制力偏差控制方法,其特征在于,提供显示界面,通过所述显示界面显示所述实时轧制力偏差值与所述历史轧制力偏差值之间的差异,以根据所述差异生成图像导引,其中所述图像导引包括所述警示信息。
6.根据权利要求1所述的精轧轧制力偏差控制方法,其特征在于,所述预设第一偏差范围为大于或等于70吨。
7.根据权利要求2所述的精轧轧制力偏差控制方法,其特征在于,所述预设第二偏差范围为大于或等于50吨。
8.一种精轧轧制力偏差控制装置,其特征在于,包括:
技术总结本申请提供一种精轧轧制力偏差控制方法及装置,该方法包括:获取精轧机架的咬钢信号;根据所述咬钢信号获取各精轧机架在预设时间内的最大轧制力与最小轧制力之间的第一偏差值;若所述第一偏差值超出预设第一偏差范围,则生成第一超限报警信息。在获取精轧机架的咬钢信号之前,还包括:对各精轧机架进行零调,获取零调启动到完成过程中各精轧机架的最大轧制力与最小轧制力的第二偏差值;若所述第二偏差值超出预设第二偏差范围,则生成第二超限报警信息;实现在精轧各机架零调时、正常轧制过程中实时监测各机架轧制力偏差值,以在轧制力偏差超限时及时报警提示,本申请可有效避免生产过程中因支撑辊边部掉块导致精轧机架间带钢跑偏起浪堆钢事故的重复发生,提升产线轧制稳定性。技术研发人员:袁伟,赵高建,唐存虎,周浩洋,王帅,谢军,周杨受保护的技术使用者:重庆钢铁股份有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15046.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表