一种可变进气径流透平的组装装置及其组装方法
- 国知局
- 2024-06-21 09:35:04
本发明属于径流透平装置领域,特别涉及一种可变进气径流透平的组装装置及其组装方法。
背景技术:
1、可变进气径装置流透平作为超临界二氧化碳流动传热循环中的输出工部件而备受关注,其性能的优劣严重影响了整个循环系统的性能,而气径装置的组装过程也是影响气径装置性能的重大因素之一。目前针对于气径装置的组装工作主要分为人工组装和半自动化压装,但人工组装劳动强度高,效率低,精度低;半自动化压装功能单一,无法实时控制,容易损坏透平装置组件。基于上述问题本领域技术人员需要研发一种可变进气径流透平的组装装置及其组装方法。
技术实现思路
1、本发明所要解决的技术问题是提供一种可变进气径流透平的组装装置及其组装方法,本发明具有高度的自动化,无需额外工作人员干预,既降低工作人员的劳动强度,也提高了组装精度。
2、为解决上述技术问题,本发明所采用的技术方案是:
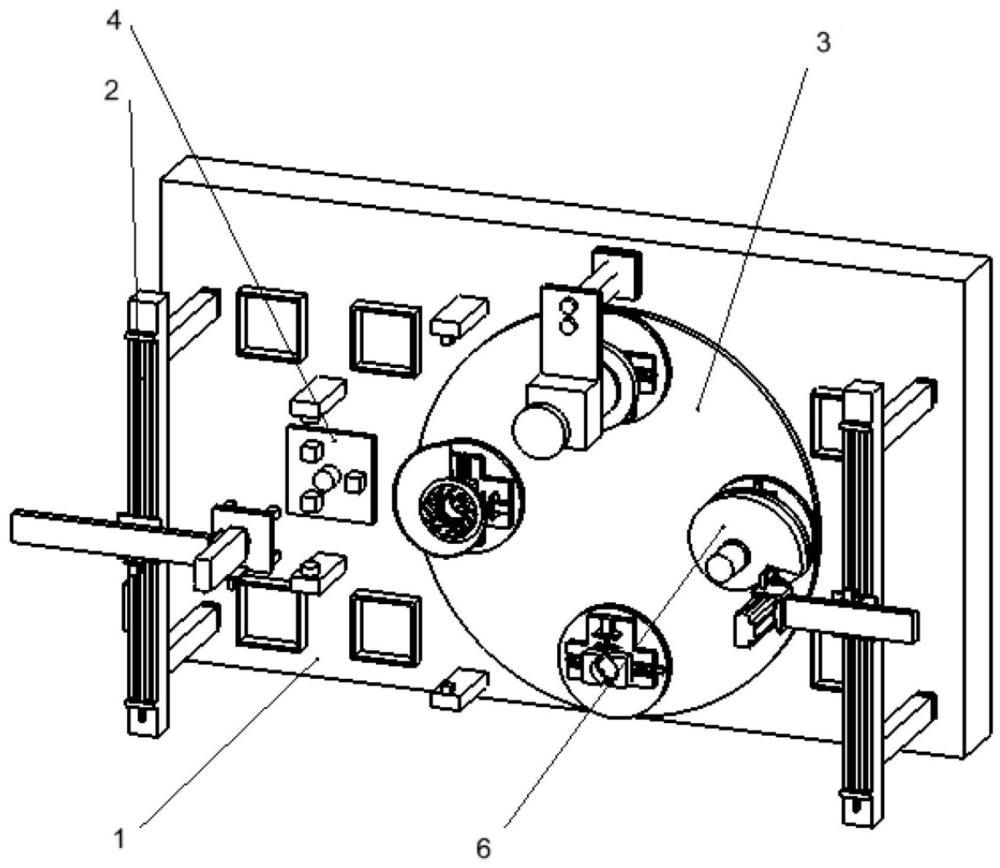
3、一种可变进气径流透平的组装装置,包括底座、组装机构、转盘夹具机构和传感装置;组装机构、转盘夹具机构和传感装置安装在底座的上;
4、底座包括出料口、转盘安装槽、传感器安装座和组装机构固定座;出料口、传感器安装座和组装机构固定座位于底座的上;转盘安装槽位于底座中间且位于转盘夹具机构下方;
5、组装机构主要包括第一三轴机械臂、第二三轴机械臂和压装机构,第一三轴机械臂包括支撑架、横移模块、前移机构、纵移模块和手部模块;支撑架位于横移模块下方;横移模块下方设置有丝杠导轨机构且通过第一伺服电机驱动;前移机构通过导轨与横移模块相连;前移机构采用第一齿轮齿条机构传动且通过第二伺服电机驱动,纵移模块位于前移机构一端,第二齿轮齿条机构由第三伺服电机驱动传动;纵移模块与转动机构连接;手部模块下方设置有机械抓机构;
6、转盘夹具机构包括夹具模块与转动承载台;夹具模块下方设置有导轨机构;夹具体后方设置有推料机构,夹具体且位于转动承载台上方;推料机构采用气缸机构进行驱动;夹具模块位于转动承载台上表面。
7、优选地,传感装置主要包括激光传感器、压力传感器和摄像器,激光传感器分别分布于转盘夹具机构两侧以及第一三轴机械臂前方,用于检测零件安装的对中性与槽口位置,压力传感器位于转盘夹具机构内且用于检测压装机构压装的压力;摄像器位于激光传感器中央及两侧。
8、优选地,第二三轴机械臂包括支撑架、横移模块、前移机构、纵移模块和手部模块,手部模块下方设置为电磁吸盘;压装机构位于底座上方且与第三组装机构固定座相连;压装机构上方设置有伸缩气缸,伸缩气缸与压盘相连,用于对初步组装的零件进行压装。
9、优选地, 底座上表面开设有第一组装机构固定座、第二组装机构固定座和第三组装机构固定座,第一三轴机械臂安装于第一组装机构固定座且与底座采用螺纹连接;第二三轴机械臂安装于第二组装机构固定座且与底座采用螺纹连接;压装机构安装于第三组装机构固定座且与底座采用螺纹连接;底座内部开设有转盘安装槽,转盘夹具机构安装于转盘安装槽且与底座采用螺纹连接。
10、一种可变进气径流透平的组装装置的组装方法,包括以下步骤:
11、步骤1:将透平的下外壳安装在转盘夹具机构的夹具模块上,导轨机构运行驱动夹具体夹持透平,第四伺服电机通过齿轮变速箱驱动转动承载台转动;
12、步骤2:转盘夹具机构的激光传感器采集下外壳夹持精度,压力传感器记录转盘夹具机构上的压力变化,用于作为压装机构工作判断损坏的依据之一;
13、步骤3:组装机构的第一三轴机械臂夹持透平装置的叶轮移动到前方的零件监测区,位于零件监测区的摄像器与激光传感器识别与记录夹持的零件类型与叶轮片的相对位置,第一三轴机械臂转动手部模块以使叶轮片的相对位置为达到设置值,然后将叶轮移动下外壳的上方,两侧的激光传感器采集此时叶轮与下外壳的同轴度数据,第一三轴机械臂微调位置然后安装,保证零件组装的安装精度;
14、步骤4:轴承、叶轮移动台、喷嘴移动台安装过程重复步骤3,但检测数据为叶片槽口的相对位置;
15、步骤5:完成上述步骤后,透平半成品移动到压装机构下方,伸缩气缸驱动压盘对半成品进行压装,压力传感器检测压装过程中的压力变化,用于及时判断压装工作状况,避免透平出现损坏;
16、步骤6:压装后的透平半成品转动到第二三轴机械臂下方,开度调结装置、上外壳安装过程重复步骤3;
17、步骤7:转盘夹具机构继续转动到初始位置,夹具体松弛透平,推料机构启动,将组装完成的夹具体推出。
18、一种应用于可变进气径流透平的组装装置的智能控制系统,采用了一种可变进气径流透平的组装装置的组装方法,它包括传感器模块、数据处理模块、数字孪生模块、仿真优化模块、中央控制模块和执行模块;
19、传感器模块 用于实时采集与接受组装装置工作过程中零件组装类别与安装精度、压装过程中的压力变化并将上述信息传输到数据处理模块;
20、数据处理模块用于将传感器模块采集的信息处理成其他模块可使用的数据并通过网络分别传输给数字孪生模块、仿真优化模块和中央控制模块;
21、数字孪生模块根据组装装置物理数据模型和采集器实时数据,进行数据拟合建立透平组装装置数字孪生模型;并发送到中央控制模块与仿真优化模块;
22、仿真优化模块根据数字孪生模型与实时数据进行动态仿真,生成最优的透平组装方案保证组装精度与效率并发送到中央控制模块;
23、中央控制模块根据最优的透平组装方案,数字孪生模型和实时数据,生成对组装装置的实时调整控制方案并发送给执行模块;执行模块为组装机构与转盘夹具机构。
24、本发明可达到以下有益效果:
25、1、相较于传统的半自动化压装,本发明具有高度的自动化,无需额外工作人员干预,既降低工作人员的劳动强度,也提高了组装精度。可以连续批量性组装,功能多元化,可以满足不同按照需求。
26、2、本发明结合数字孪生技术,实时检测和调整组装装置的工作全程,实现了组装装置的智能化控制,提高了组装精度,避免组件缺失或损坏;使得组装步骤流程化,规范化,提高组装精度与效率。
技术特征:1.一种可变进气径流透平的组装装置,其特征在于:包括底座(1)、组装机构(2)、转盘夹具机构(3)和传感装置(4);组装机构(2)、转盘夹具机构(3)和传感装置(4)安装在底座(1)的上;
2.根据权利要求1所述的一种可变进气径流透平的组装装置,其特征在于:传感装置(4)主要包括激光传感器(41)、压力传感器(42)和摄像器(43),激光传感器(41)分别分布于转盘夹具机构(3)两侧以及第一三轴机械臂前方,用于检测零件安装的对中性与槽口位置,压力传感器(42)位于转盘夹具机构(3)内且用于检测压装机构压装的压力;摄像器(43)位于激光传感器(41)中央及两侧。
3.根据权利要求1所述的一种可变进气径流透平的组装装置,其特征在于:第二三轴机械臂包括支撑架、横移模块、前移机构、纵移模块和手部模块,手部模块(225)下方设置为电磁吸盘;压装机构位于底座(1)上方且与第三组装机构固定座(143)相连;压装机构上方设置有伸缩气缸(231),伸缩气缸(231)与压盘(232)相连,用于对初步组装的零件进行压装。
4.根据权利要求1所述的一种可变进气径流透平的组装装置,其特征在于: 底座(1)上表面开设有第一组装机构固定座(141)、第二组装机构固定座(142)和第三组装机构固定座(143),第一三轴机械臂安装于第一组装机构固定座(141)且与底座(1)采用螺纹连接;第二三轴机械臂安装于第二组装机构固定座(142)且与底座(1)采用螺纹连接;压装机构安装于第三组装机构固定座(143)且与底座(1)采用螺纹连接;底座(1)内部开设有转盘安装槽(12),转盘夹具机构(3)安装于转盘安装槽(12)且与底座(1)采用螺纹连接。
5.根据权利要求1-4中任意一项所述的一种可变进气径流透平的组装装置的组装方法,其特征在于包括以下步骤:
6.一种应用于可变进气径流透平的组装装置的智能控制系统,其特征在于:采用了根据权利要求5所述的一种可变进气径流透平的组装装置的组装方法,它包括传感器模块(51)、数据处理模块(52)、数字孪生模块(53)、仿真优化模块(54)、中央控制模块(55)和执行模块(56);
技术总结一种可变进气径流透平的组装装置及其组装方法,包括底座、组装机构、转盘夹具机构和传感装置;组装机构、转盘夹具机构和传感装置安装在底座的上;底座包括出料口、转盘安装槽、传感器安装座和组装机构固定座;组装机构主要包括第一三轴机械臂、第二三轴机械臂和压装机构;转盘夹具机构包括夹具模块与转动承载台;本发明具有高度的自动化,无需额外工作人员干预,既降低工作人员的劳动强度,也提高了组装精度。技术研发人员:苏华山,施飞,薛才玲,陈泓,敖东山,王在志受保护的技术使用者:三峡大学技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15069.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表