一种焊接定位治具的制作方法
- 国知局
- 2024-06-21 09:35:19
本技术涉及焊接,尤其涉及一种焊接定位治具。
背景技术:
1、焊接是电子线路从物理上实现电气连接的主要手段,它是电子产品制作工艺中非常重要的一个环节,关乎电子产品的稳定性、可靠性和性能等,对保证电子产品的质量起着关键的作用。如果没有相应的焊接工艺质量保证,任何一个设计精良的电子产品都难以达到设计要求。而在焊接过程中,pin针、基板、散热板等部件之间的精确定位,对于保证焊接质量尤为重要。
2、由于焊接过程中散热板会因为热膨胀发生变形,为了保证焊接后的散热板为直板状态,一般厂家会采用存在向下预拱度的散热板进行焊接,焊接完成散热板正好为直板状态。而目前焊接采用的定位治具一般为分体式定位治具,基板通过基板定位治具上的定位块与散热板上的定位孔进行配合实现定位,pin针则采用另外的pin针定位治具,通过与基板定位治具定位块上的定位孔配合实现定位。因此,在焊接过程中,随着散热板热膨胀产生拱度变化,基板定位治具、pin针定位治具也会随之发生位置变化,无法保持稳定,导致其对基板、pin针的定位精度下降,定位效果不佳,焊接质量无法得到保证。
技术实现思路
1、本实用新型提供一种能够提高焊接质量的焊接定位治具,具体技术方案如下。
2、一种焊接定位治具,包括定位底座、基板定位治具和pin针定位治具;所述定位底座、基板定位治具和pin针定位治具通过治具定位机构从下至上相对固定的安装;所述基板定位治具为内空的框型结构,框体内壁上设置有若干基板定位机构。
3、进一步地,所述焊接定位治具用于散热板、基板和pin针的焊接;所述基板定位治具内部空间可容纳若干基板,若干基板定位机构位于不同基板之间、对基板进行侧向限位;所述散热板固定于所述定位底座和基板定位治具之间。
4、进一步地,所述治具定位机构为设置于定位底座上的若干底座定位柱,散热板、基板定位治具、pin针定位治具分别通过若干与底座定位柱适配的定位孔依次安装在定位底座上。
5、进一步地,所述基板定位机构具有可上下活动部件,可保持基板定位机构底部与散热板上表面贴合。
6、进一步地,所述基板定位机构固定安装在基板定位治具内框上。
7、进一步地,所述基板定位机构可拆卸地安装在基板定位治具内框上。
8、进一步地,所述基板定位治具内框设置有轨道,所述基板定位机构可在所述轨道上横向移动。
9、进一步地,所述基板定位机构包括定位槽、升降定位柱、限位板,所述限位板设置于升降定位柱底部且左右两侧可与基板的边缘贴合,所述升降定位柱直径与所述定位槽相适应,可在定位槽内上下活动。
10、进一步地,所述升降定位柱顶部设置有弹簧,所述弹簧可在所述定位槽内上下伸缩。
11、进一步地,所述定位槽为下窄上宽结构,下部内径为a,上部内径为b,所述升降定位柱上安装有顶部直径大于a且小于b的限位机构,可防止升降定位柱掉落。
12、进一步地,所述限位机构为螺纹连接于升降定位柱内的限位螺丝,所述限位螺丝顶部内嵌于所述弹簧内,所述弹簧顶部设置有与所述定位槽螺纹连接的弹簧限位螺丝。
13、进一步地,所述pin针定位治具顶部设置有若干可供pin针穿过的圆孔。
14、本实用新型的焊接定位治具用于散热板、基板和pin针的焊接,包括定位底座、基板定位治具和pin针定位治具,所述定位底座、基板定位治具和pin针定位治具通过治具定位机构从下至上相对固定的安装,使基板定位治具、pin针定位治具稳定装配在定位底座,当焊接过程中散热板热膨胀产生拱度变化时,基板定位治具、pin针定位治具不会随散热板的拱度变化而发生位置变化;同时,所述基板定位治具框体内壁上设置有若干位于不同基板之间、对基板进行侧向限位的基板定位机构,所述基板定位机构具有可上下活动部件,在焊接过程可保持底部与散热板上表面贴合,防止基板的位置发生变化;采用以上结构的焊接定位治具,降低了基板定位治具、pin针定位治具、基板随散热板的拱度变化而发生位置变化、无法保持稳定的可能性,能够提升基板、pin针的定位精度,进而提高焊接质量。
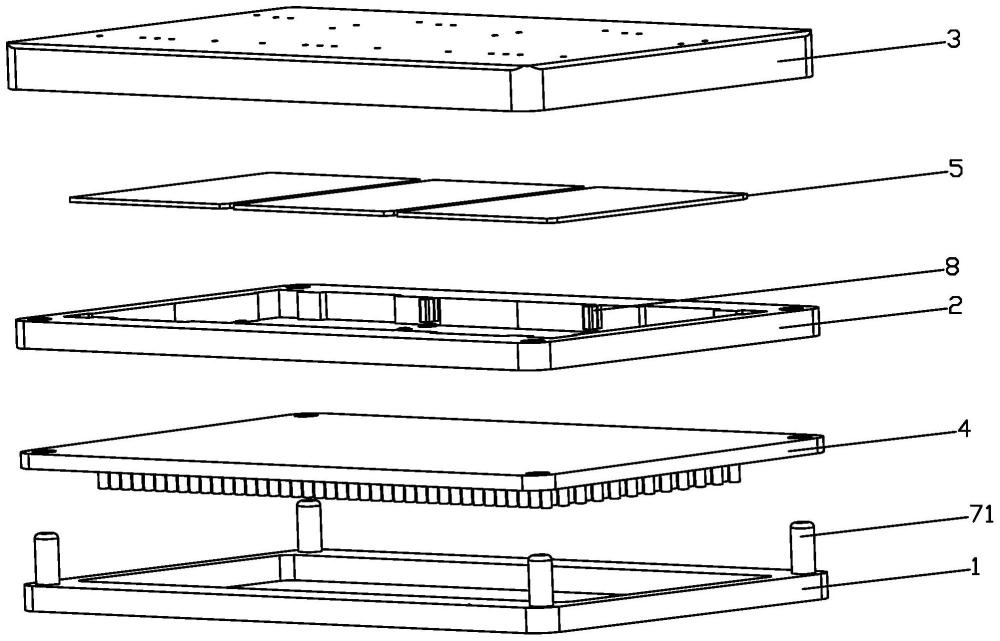
技术特征:1.一种焊接定位治具,其特征在于,包括定位底座(1)、基板定位治具(2)和pin针定位治具(3);所述定位底座(1)、基板定位治具(2)和pin针定位治具(3)通过治具定位机构(7)从下至上相对固定的安装;所述基板定位治具(2)为内空的框型结构,框体内壁上设置有若干基板定位机构(8)。
2.根据权利要求1所述的焊接定位治具,其特征在于,所述焊接定位治具用于散热板(4)、基板(5)和pin针(6)的焊接;所述基板定位治具(2)内部空间可容纳若干基板(5),若干基板定位机构(8)位于不同基板(5)之间、对基板(5)进行侧向限位;所述散热板(4)固定于所述定位底座(1)和基板定位治具(2)之间。
3.根据权利要求2所述的焊接定位治具,其特征在于,所述治具定位机构(7)为设置于定位底座(1)上的若干底座定位柱(71),散热板(4)、基板定位治具(2)、pin针定位治具(3)分别通过若干与底座定位柱(71)适配的定位孔依次安装在定位底座(1)上。
4.根据权利要求2所述的焊接定位治具,其特征在于,所述基板定位机构(8)具有可上下活动部件,可保持基板定位机构底部与散热板(4)上表面贴合。
5.根据权利要求4所述的焊接定位治具,其特征在于,所述基板定位机构(8)可拆卸地安装在基板定位治具(2)内框上。
6.根据权利要求5所述的焊接定位治具,其特征在于,所述基板定位治具(2)内框设置有轨道,所述基板定位机构(8)可在所述轨道上横向移动。
7.根据权利要求4-6任意一项所述的焊接定位治具,其特征在于,所述基板定位机构(8)包括定位槽(81)、升降定位柱(82)、限位板(83),所述限位板(83)设置于升降定位柱(82)底部且左右两侧可与基板(5)的边缘贴合,所述升降定位柱(82)直径与所述定位槽(81)相适应,可在定位槽(81)内上下活动。
8.根据权利要求7所述的焊接定位治具,其特征在于,所述升降定位柱(82)顶部设置有弹簧(84),所述弹簧(84)可在所述定位槽(81)内上下伸缩。
9.根据权利要求8所述的焊接定位治具,其特征在于,所述定位槽(81)包括上部和下部,下部内径为a,上部内径为b,所述升降定位柱(82)上安装有顶部直径大于a且小于b的限位机构(85)。
10.根据权利要求9所述的焊接定位治具,其特征在于,所述限位机构(85)为螺纹连接于升降定位柱(82)内的限位螺丝(851),所述限位螺丝(851)顶部内嵌于所述弹簧(84)内,所述弹簧顶部设置有与所述定位槽(81)螺纹连接的弹簧限位螺丝(86)。
技术总结本技术公开一种焊接定位治具,用于散热板、基板和PIN针的焊接,包括定位底座、基板定位治具和PIN针定位治具,所述定位底座、基板定位治具和PIN针定位治具通过治具定位机构从下至上相对固定的安装,所述散热板固定于定位底座和基板定位治具之间;所述基板定位治具为内空的框型结构,内部空间可容纳若干基板,框体内壁上设置有若干可对基板进行侧向限位的基板定位机构,所述基板定位机构具有可上下活动部件,在焊接过程可保持基板定位机构底部与散热板上表面贴合,防止基板的位置发生变化;采用以上结构的焊接定位治具,当焊接过程散热板热膨胀产生拱度变化时,基板定位治具、PIN针定位治具不会随之发生位置变化,焊接效果更好。技术研发人员:陈永华,钟心宇,付云鹏,朱圣远,聂立文,薛文君受保护的技术使用者:珠海格力电子元器件有限公司技术研发日:20231109技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15098.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表