一种改善GH4738大规格棒材组织均匀性的快锻方法与流程
- 国知局
- 2024-06-21 09:35:53
本发明属于合金锻件材料的锻造,具体涉及一种改善gh4738大规格棒材组织均匀性的快锻方法。
背景技术:
1、镍基gh4738高温合金用于制造航空某型号涡轮盘,目前该型号涡轮盘制备需求迫切,且对坯料尺寸的需求逐步增大,由原来的提高到现有方法锻造及以上坯料,容易存在组织均匀性差,心部与表面极差过大的现象。基于国内外形势以及关键材料自主保障需求,急需升级gh4738涡轮盘的均质细晶制备工艺并实现工程应用,提升gh4738涡轮盘的稳定性,提高国产涡轮盘的安全性与可靠性。
2、目前该gh4738涡轮盘的锻造工艺,由于直径达到400mm以上,其心部在热加工过程中一直处于高温状态,且锻造后不能快速冷却,所得到的晶粒尺寸因为过大而不能满足使用需求。其边缘由于散热快,在热加工过程中温度较低,仅能完成部分再结晶过程,得到拉长晶组织,其再结晶部分没有足够的能量完成长大,形成超细晶,造成整个界面组织差距很大,严重影响其性能的稳定性。
3、因此,提供一种针对于gh4738涡轮盘组织均匀性不佳的锻造方法,以获得界面组织更均匀,性能稳定性更佳的效果,成为亟待解决的技术问题。
技术实现思路
1、本发明就是为了解决上述技术问题,从而提供一种改善gh4738大规格棒材组织均匀性的快锻方法。本发明的技术目的在于,解决现有工艺在制备大规格涡轮盘存在的组织均匀性差、性能稳定性差的问题。
2、为了实现上述技术目的,本发明采用了以下技术方案来解决:
3、一种改善gh4738大规格棒材组织均匀性的快锻方法,包括以下步骤:
4、步骤a:取gh4738合金作为原材料,使用锻造设备将其锻造成对边尺寸为520mm的八角尺寸柱状坯料;
5、步骤b:将上述合金坯料送进加热炉加热,采用1100℃保温,使其整体温度均匀一致;
6、步骤c:将加热好的合金坯料进行锻造,将其锻造成截面尺寸为400mm×400mm的方形柱状坯料;
7、步骤d:将坯料送进加热炉,采用1050℃保温,使其整体温度均匀一致;
8、步骤e:将加热好的合金坯料锻造成截面尺寸为的圆柱体棒材;
9、步骤f:将坯料送进加热炉,采用1050℃保温5分钟,然后取出;
10、步骤g:将坯料进行水冷;
11、步骤h:将的棒材车光到尺寸
12、步骤i:在棒材端部切取厚度20~25mm的薄片试样,切取边缘与中心的金相试样;
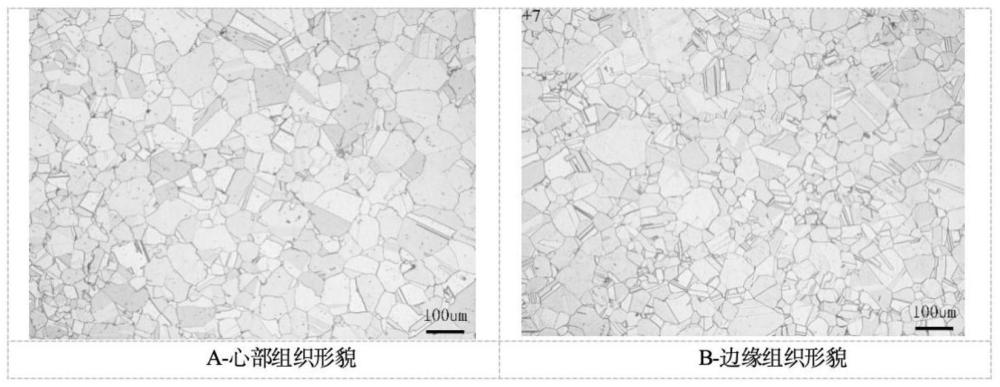
13、步骤j:将金相试样对应棒材纵向面磨光,使用腐蚀剂进行腐蚀,浸蚀时间35s,并使用通过金相光学显微镜分析观察晶粒组织。
14、进一步的是,步骤a中所述gh4738合金是采用真空感应冶炼+保护性气氛电渣+真空自耗重熔获得。
15、进一步的是,所述gh4738合金的主要化学成分按重量百分比计包括:cr:19.0~20.0、mo:4.2~4.8、co:13.0~14.0、al:1.35~1.45、ti:3.1~3.2、c:0.03~0.04、ni余量。
16、进一步的是,步骤c中采用60mn快锻机组进行锻造。
17、需要说明的是,步骤b和步骤d中只需维持恒定温度,对于保温时间并没有特殊要求,如保温时间可以为1h、1.5h或是2h等均可。
18、进一步的是,步骤e中采用60mn快锻机组进行锻造。
19、进一步的是,步骤i中切取的金相试样尺寸为15mm×15mm×20mm。
20、进一步的是,步骤j中所述腐蚀剂为4g cuso4、20ml盐酸、20ml酒精溶液以及水配置的硫酸铜盐酸酒精溶液,腐蚀时间为10~15s。
21、本发明提供的上述快锻方法通过采用两火次成型,减少单火次变形量,有效降低心部应变集中,从而降低心部温升,避免心部尺寸急剧长大。采用两火次成型,第一火次开方,缩短了锻造时长,使边缘温度维持在再结晶温度以上,中途回炉保温,对表面进行温度补偿,有效提高了表面再结晶比例。
22、另一方面,在锻造完成后,通过回炉保温5分钟,对边缘组织的长大过程提供驱动力,使边缘晶粒尺寸进行合理长大,使其与心部组织尺寸一致,有效改善了心、表组织的均匀性。
23、本发明的有益效果如下:
24、通过本发明的方法进行gh4738合计棒材的锻造,得到组织均匀,尺寸适宜的晶粒组织,心部与边缘组织均匀一致,拥有良好的力学性能,为我某型号涡轮盘提供优质棒材。
技术特征:1.一种改善gh4738大规格棒材组织均匀性的快锻方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的快锻方法,其特征在于,步骤a中所述gh4738合金是采用真空感应冶炼+保护性气氛电渣+真空自耗重熔获得。
3.根据权利要求1或2所述的快锻方法,其特征在于,所述gh4738合金的化学成分按重量百分比计包括:cr:19.0~20.0、mo:4.2~4.8、co:13.0~14.0、al:1.35~1.45、ti:3.1~3.2、c:0.03~0.04、ni余量。
4.根据权利要求1所述的快锻方法,其特征在于,步骤c中采用60mn快锻机组进行锻造。
5.根据权利要求1所述的快锻方法,其特征在于,步骤e中采用60mn快锻机组进行锻造。
6.根据权利要求1所述的快锻方法,其特征在于,步骤i中切取的金相试样尺寸为15mm×15mm×20mm。
7.根据权利要求1所述的快锻方法,其特征在于,步骤j中所述腐蚀剂为4g cuso4、20ml盐酸、20ml酒精溶液以及水配置的硫酸铜盐酸酒精溶液,腐蚀时间为10~15s。
技术总结本发明提供了一种改善GH4738大规格棒材组织均匀性的快锻方法,属于合金材料的锻造技术领域。本发明通过采用两火次成型,减少单火次变形量,有效降低心部应变集中,从而降低心部温升,避免心部尺寸急剧长大。采用两火次成型,第一火次开方,缩短了锻造时长,使边缘温度维持在再结晶温度以上,中途回炉保温,对表面进行温度补偿,有效提高了表面再结晶比例。锻造完成后,回炉保温5分钟,对边缘组织的长大过程提供驱动力,使边缘晶粒尺寸进行合理长大,使其与心部组织尺寸一致,有效改善了心、表组织的均匀性。技术研发人员:陈伟,程华东,代彪受保护的技术使用者:四川六合特种金属材料股份有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15166.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表