一种无毛刺T型铣刀的制作方法
- 国知局
- 2024-06-21 09:37:23
本技术属于有色金属加工刀具,它适用于数控铣、加工中心、多轴加工的设备上加工零件。
背景技术:
1、随着科技的发展,机械加工产品的种类也在快速的变化,其复杂化程度也越来越高, 加工零件上毛刺对于产品的质量和加工难度有着很重要的影响。对于工件内部的加工毛刺很难使用工具或者刀具进行完美的处理,专门的去除毛刺机器,加工成本昂贵,不符合制造企业精益化生产降低成本的要求。
技术实现思路
1、本实用新型提供一种无毛刺t型铣刀,以解决缺少专门的去除毛刺刀具的问题。
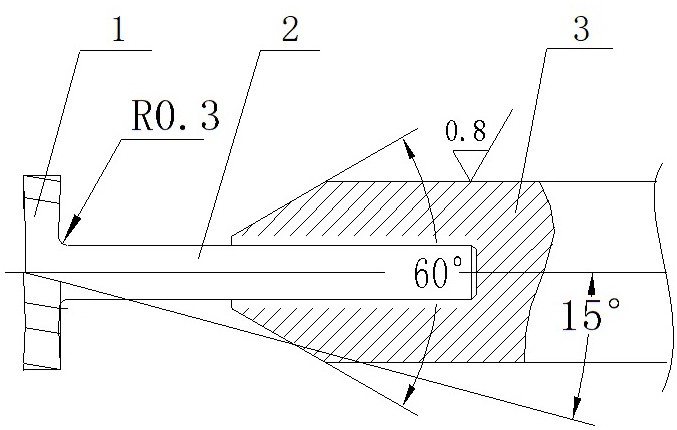
2、本实用新型采取的技术方案是,包括切削部分、刀杆和刀柄,其中刀杆和切削部分为硬质合金一次加工成型,刀杆和刀柄焊接,刀柄与刀杆连接处的刀柄角度为60度,切削部分有四个刀刃,刀刃前刀面与轴线夹角为15度,刀刃和刀杆连接处有r0.3mm的圆角。
3、所述刀刃三个后刀面的表面光洁度为0.2,两侧的刀刃副偏角为3.0度。
4、所述刀刃的宽度l为0.05±0.02mm,刀刃的前角和主后角分别为20度,刀刃光洁度为0.2,前刀面和后刀面光洁度为0.2。
5、所述刀刃的前刀面与上一个刀刃的后刀面夹角为50度,后刀面与基面的夹角为60度,两个刀刃连接处有r2.5mm的圆角。
6、所述刀柄3表面光洁度为0.8。
7、本实用新型的优点是结构新颖,在加工零件内部槽时,由于使用刀具切削角度非常合理,可以迅速、方便的使用三轴数控铣床、四轴数控机床,甚至多轴加工中心加工t型槽。不仅能够保证精度,而且还能使加工后的零件边缘放大30倍后无翻边毛刺,减少毛刺工序的产生工时费用,保证产品质量的同时也大比例的节约了加工成本,符合企业精益化生产的思路。
技术特征:1.一种无毛刺t型铣刀,其特征在于:包括切削部分、刀杆和刀柄,其中刀杆和切削部分为硬质合金一次加工成型,刀杆和刀柄焊接,刀柄与刀杆连接处的刀柄角度为60度,切削部分有四个刀刃,刀刃前刀面与轴线夹角为15度,刀刃和刀杆连接处有r0.3mm的圆角。
2.根据权利要求1所述的一种无毛刺t型铣刀,其特征在于:所述刀刃三个后刀面的表面光洁度为0.2,两侧的刀刃副偏角为3.0度。
3.根据权利要求1或2所述的一种无毛刺t型铣刀,其特征在于:所述刀刃的宽度l为0.05±0.02mm,刀刃的前角和主后角分别为20度,刀刃光洁度为0.2,前刀面和后刀面光洁度为0.2。
4.根据权利要求1所述的一种无毛刺t型铣刀,其特征在于:所述刀刃的前刀面与上一个刀刃的后刀面夹角为50度,后刀面与基面的夹角为60度,两个刀刃连接处有r2.5mm的圆角。
5.根据权利要求1所述的一种无毛刺t型铣刀,其特征在于:所述刀柄表面光洁度为0.8。
技术总结本技术涉及一种无毛刺T型铣刀,属于有色金属加工刀具。刀杆和切削部分为硬质合金一次加工成型,刀杆和刀柄焊接,刀柄与刀杆连接处的刀柄角度为60度,切削部分有四个刀刃,刀刃前刀面与轴线夹角为15度,刀刃和刀杆连接处有R0.3mm的圆角,优点是结构新颖,在加工零件内部槽时,由于使用刀具切削角度非常合理,可以迅速、方便的使用三轴数控铣床、四轴数控机床,甚至多轴加工中心加工T型槽。不仅能够保证精度,而且还能使加工后的零件边缘放大30倍后无翻边毛刺,减少毛刺工序的产生工时费用,保证产品质量的同时也大比例的节约了加工成本,符合企业精益化生产的思路。技术研发人员:刘新勇,马永权,辛春燕,李溟,王迪,郭震宇,马洪宇,鲁惠勇,黄向晨,刘春雨,曹凯,李政,吕大中受保护的技术使用者:吉林东光奥威汽车制动系统有限公司技术研发日:20231110技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15317.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表