一种组装式金属拉丝模具的制作方法
- 国知局
- 2024-06-21 09:40:55
本技术涉及线缆金属拉丝,尤其涉及一种组装式金属拉丝模具。
背景技术:
1、拉丝模具是指金属压力加工过程中,在外力作用下使金属强行通过模具,金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的工具;
2、在应用于线缆加工过程中,线缆首先通过模具的工作区完成拉拔,再由定径区完成直径确定,在拉拔过程中线缆丝会产生较大的震动和摩擦,造成拉丝模具的模芯的损耗,因此拉丝模具需要频繁更换,以达到实现稳定的拉丝质量;
3、现有技术中提出了一种圆形电缆铜丝用拉丝模具,能够在拉丝过程中提供润滑,降低模芯损耗及设计的模芯可拆卸的结构,降低使用成本,但其仍然具有使用缺陷:1、无法实现润滑油的连续使用,需要频繁的增添,操作不便;2、其仅采用对称的定位杆完成模芯固定,在实际的拉拔过程中,连续的震动会造成定位杆偏移甚至脱落现象,进而导致模芯中的工作区和定位区偏移,影响拉丝质量;
4、针对上述的技术缺陷,现提出一种解决方案。
技术实现思路
1、本实用新型的目的在于提供一种组装式金属拉丝模具,去解决润滑油无法连续增添及模芯固定不牢靠的问题。
2、本实用新型的目的可以通过以下技术方案实现:一种组装式金属拉丝模具,包括安装筒、后模套及前模套,所述安装筒的内后端安装有后模套,所述后模套的后端外侧套接有前模套,所述后模套的后端中部嵌入有模芯,所述模芯后侧中部开设有工作区,所述前模套的后侧中部开设有入口区,所述模芯和后模套的中部共同开设有定径区,所述安装筒的中部开设有出口区,所述入口区、工作区、定径区及出口区同轴;
3、所述模芯的上端设置有补油机构,所述补油机构包括油盒、渗油孔,所述渗油孔与工作区在竖直方向上相对齐;所述后模套的后端中部开设有安装槽,所述安装槽的内底端开设有对称的六角盲孔,所述模芯的后端安装有六角杆,所述六角杆与六角盲孔相插接。
4、优选的,所述安装筒的前侧内端开设有内螺纹,所述后模套的前端外侧开设有外螺纹,所述安装筒通过内螺纹与外螺纹相啮合的方式与后模套相套接,所述后模套的后端外侧也开设有外螺纹,所述前模套前端内侧开设有内螺纹,所述前模套通过内螺纹与外螺纹相啮合的方式与后模套相套接。
5、优选的,所述前模套与后模套套接后,所述入口区与工作区端部平滑连接,所述模芯与后模套插接后,所述工作区与定径区端部平滑连接,所述安装筒与后模套套接后,所述定径区与出口区端部平滑连接。
6、优选的,所述前模套的外端插设有均匀分布的多个插杆,所述插杆的外端套接有挂环,所述挂环的下端插接有磁杆,所述磁杆倾斜延伸至入口区内并与内壁相平行。
7、优选的,所述模芯对应渗油孔开设有注油孔,所述注油孔与工作区相连通,所述注油孔为多个条形穿孔并列且底部连通的结构。
8、优选的,所述油盒的上表面中部位置安装有盒盖,所述盒盖与油盒密封连接。
9、优选的,所述前模套前端的外侧安装有若干凸起。
10、本实用新型的有益效果如下:
11、(1)本实用新型是根据所要求的线缆丝横截面积确定模芯尺寸,而在线缆丝拉丝之前,首先将油盒放置于模芯上,再通过模芯和六角杆对应后模套上的六角盲孔完成插接,最后完成前模套的套接固定,当线缆丝经过工作区时,此时油盒内的润滑油通过渗油孔渗出,润滑油渗出后经过模芯上的注油孔向工作区内部流动,而在线缆丝经过工作区的过程中,润滑油不断的通过注油孔向经过工作区的线缆丝表面滴注润滑油,从而达到线缆丝拉丝过程中的持续不断的进行润滑油的滴注,有效的避免了线缆丝润滑油的频繁增添带来的繁琐操作;
12、(2)确定线缆丝待拉丝直径后,将选择适配的模芯,随即根据模芯后的六角杆与后模套上的六角盲孔对应并插接,此时模芯装配完毕并且工作区与入口区、定径区完成平滑连接,当线缆丝通过工作区时产生震动及摩擦时,模芯受到六角杆的维稳,不会在后模套内产生偏移,且径向的线缆丝移动方向,也不会对模芯产生纵向拉拽效果,进而有利于线缆丝拉丝过程中的工作区和定径区稳定的平滑连接,从而有利于保证线缆丝拉丝成品质量。
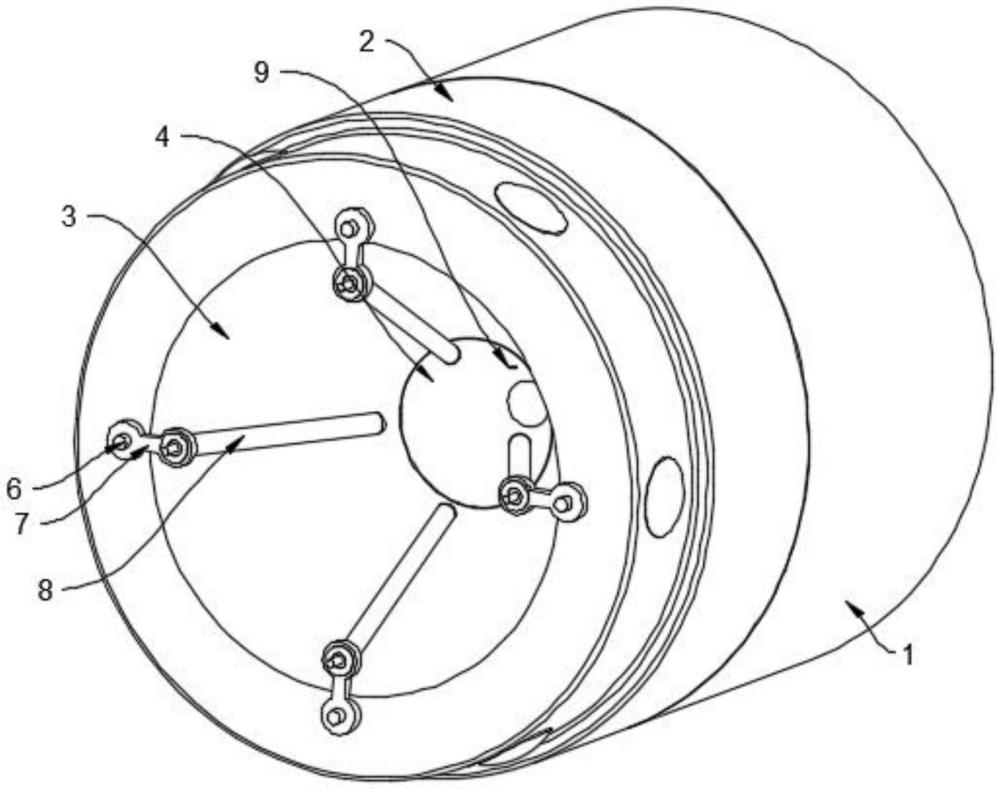
技术特征:1.一种组装式金属拉丝模具,包括安装筒(1)、后模套(12)及前模套(2),其特征在于,所述安装筒(1)的内后端安装有后模套(12),所述后模套(12)的后端外侧套接有前模套(2),所述后模套(12)的后端中部嵌入有模芯(13),所述模芯(13)后侧中部开设有工作区(4),所述前模套(2)的后侧中部开设有入口区(3),所述模芯(13)和后模套(12)的中部共同开设有定径区(10),所述安装筒(1)的中部开设有出口区(5),所述入口区(3)、工作区(4)、定径区(10)及出口区(5)同轴;
2.根据权利要求1所述的一种组装式金属拉丝模具,其特征在于,所述安装筒(1)的前侧内端开设有内螺纹,所述后模套(12)的前端外侧开设有外螺纹,所述安装筒(1)通过内螺纹与外螺纹相啮合的方式与后模套(12)相套接,所述后模套(12)的后端外侧也开设有外螺纹,所述前模套(2)前端内侧开设有内螺纹,所述前模套(2)通过内螺纹与外螺纹相啮合的方式与后模套(12)相套接。
3.根据权利要求2所述的一种组装式金属拉丝模具,其特征在于,所述前模套(2)与后模套(12)套接后,所述入口区(3)与工作区(4)端部平滑连接,所述模芯(13)与后模套(12)插接后,所述工作区(4)与定径区(10)端部平滑连接,所述安装筒(1)与后模套(12)套接后,所述定径区(10)与出口区(5)端部平滑连接。
4.根据权利要求1所述的一种组装式金属拉丝模具,其特征在于,所述前模套(2)的外端插设有均匀分布的多个插杆(6),所述插杆(6)的外端套接有挂环(7),所述挂环(7)的下端插接有磁杆(8),所述磁杆(8)倾斜延伸至入口区(3)内并与内壁相平行。
5.根据权利要求1所述的一种组装式金属拉丝模具,其特征在于,所述模芯(13)对应渗油孔(16)开设有注油孔(9),所述注油孔(9)与工作区(4)相连通,所述注油孔(9)为多个条形穿孔并列且底部连通的结构。
6.根据权利要求5所述的一种组装式金属拉丝模具,其特征在于,所述油盒(11)的上表面中部位置安装有盒盖(15),所述盒盖(15)与油盒(11)密封连接。
7.根据权利要求1所述的一种组装式金属拉丝模具,其特征在于,所述前模套(2)前端的外侧安装有若干凸起(201)。
技术总结本技术属于线缆金属拉丝技术领域,具体公开了一种组装式金属拉丝模具,用于解决润滑油无法连续增添及模芯固定不牢靠的技术问题;本技术包括安装筒、后模套及前模套,安装筒的内后端安装有后模套,后模套的后端外侧套接有前模套,后模套的后端中部嵌入有模芯,模芯后侧中部开设有工作区,前模套的后侧中部开设有入口区,模芯和后模套的中部共同开设有定径区,安装筒的中部开设有出口区;本技术是通过润滑油注入结构完成润滑油的连续滴注,避免线缆丝润滑油的频繁增添带来的繁琐操作,又能通过可拆卸模芯的有效固定结构,完成模芯的维稳从而达到线缆丝拉丝过程平滑行进。技术研发人员:曹磊,崔亚峰,梅宇,胡靖受保护的技术使用者:铜陵铜泉铜基新材料有限公司技术研发日:20231116技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15676.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表