一种电弧微铸锻轧机控制方法及系统与流程
- 国知局
- 2024-06-21 09:42:17
本发明涉及电弧增材制造控制领域,尤其是电弧微铸锻轧机控制方法及系统。
背景技术:
1、电弧增材制造(waam)是一种逐层制造近净成形零件的新兴技术,提供了形状自由、设计自由和材料自由等优势。电弧微铸锻是在电弧增材制造的过程中,引入等材制造的方式,通过在电弧增材制造过程中同步使用轧制工艺,进而细化晶粒、消除缺陷,提升零件的力学性能。
2、然而电弧微铸锻的轧制控制的优劣对零件性能有直接影响,由于电弧成形过程中形貌的不稳定,导致焊道高低起伏,轧机在轧制焊道时轧制压力波动较大,使得零件不同部位受到的轧制压力存在差异,导致零件性能不均匀。本发明提出了一种电弧微铸锻轧机控制方法及系统,可以使得轧机输出稳定的轧制压力,确保设备的稳定性和工艺的稳定性。
技术实现思路
1、本申请的目的在于提供一种电弧微铸锻轧机控制方法及系统,使得轧机能够快速响应,输出稳定的轧制压力。
2、为实现上述目的,本申请提供如下技术方案:一种电弧微铸锻轧机控制方法及系统,具体包括:
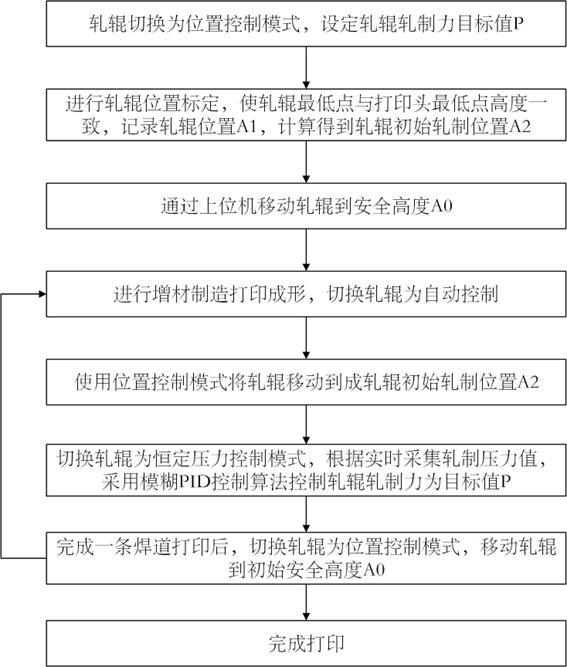
3、s1:切换轧辊为位置控制模式,通过上位机设定轧辊轧制压力目标值p;
4、s2:上下移动轧辊进行位置标定,使轧辊最低点与打印头最低点高度一致,记录轧辊标定位置a1,计算得到轧辊初始轧制位置a2;
5、s3:通过上位机移动轧辊到安全高度a0;
6、s4:开始进行增材制造打印成形,切换轧辊为自动控制;
7、s5:使用位置控制模式将轧辊移动到成轧辊初始轧制位置a2;
8、s6:切换轧辊为恒定压力控制模式,根据实时采集轧制压力值,采用模糊pid控制算法控制轧辊轧制压力为目标值p;
9、s7:完成一条焊道打印后,切换轧辊为位置控制模式,移动轧辊到初始安全高度a0;
10、s8:重复步骤s4-s7,直到整个零件完成打印成形。
11、优选地,所述方法中的轧辊控制分为手动控制和自动控制,步骤s1-s3为手动控制方式,步骤s4-s8为自动控制方式,手动控制方式下可以通过上位机调节轧辊位置,自动控制方式下无法人为调节轧辊位置。
12、优选地,所述方法中,轧辊控制模式有位置控制模式和恒定压力控制模式,其中手动控制和自动控制均可进行位置控制和恒定压力控制。
13、优选地,步骤s2中轧辊初始位置a2计算方式为:,其中,h1为正常打印时打印头与基底材料之间的距离,h2为单层焊道高度。
14、优选地,轧辊安全高度a0高于标定位置a1,标定位置a1高于轧辊初始轧制位置a2。
15、轧辊位置控制模式控制步骤为:
16、(a1)切换轧辊为位置控制模式;
17、(a2)通过上位机设定轧辊需要移动的位置点坐标;
18、(a3)通过plc控制器控制伺服电机运动,根据编码器返回位置值控制轧辊到设定位置。
19、轧辊恒定压力控制模式控制步骤为:
20、(b1)切换轧辊为恒定压力控制模式;
21、(b2)设定所需控制的轧制压力p;
22、(b3)根据压力传感器实时采集轧制压力pk,计算得到轧制压力偏差e和偏差变化ec;
23、(b4)使用模糊控制器计算得到动态pid参数kp、ki、kd;
24、(b5)使用pid控制方法调整轧辊输出,实现恒定压力控制;
25、(b6)重复步骤b3-b5以保证压力恒定控制。
26、优选地,k时刻轧制压力偏差的计算方式为:,k时刻轧制压力偏差变化的计算方式为:。
27、具体的,步骤s6中模糊pid控制方法的核心为采用模糊控制器计算动态pid参数kp、ki、kd,具体方法为:
28、(c1)根据量化函数,将e和ec进行量化处理;
29、(c2)将量化后的e和ec进行模糊化处理,定义e和ec的模糊子集为{nb,nm,ns,zo,ps,pm,pb};
30、(c3)确定k时刻的e和ec在模糊子集上的隶属度;
31、(c4)模糊推理,根据e和ec的隶属度,在模糊规则表中找出输出值kp、ki、kd所对应的隶属度;
32、(c5)根据输出值kp、ki、kd的取值范围,定义输出值kp、ki、kd所处区间的隶属值{nb,nm,ns,zo,ps,pm,pb};
33、(c6)清晰化,根据步骤4模糊推理得到的kp、ki、kd所对应的隶属度,计算得到输出kp、ki、kd的动态变化值∆kp、∆ki、∆kd;
34、(c7)确定pid调整的参数kp、ki、kd,公式为:。
35、优选地,步骤c1中e的量化处理为将k时刻的e值归一化到特定区间,量化函数可以使用:。
36、优选地,步骤c1中的ec的量化处理为将k时刻的ec值归一化到特定区间,量化函数可以使用:。
37、优选地,步骤3中的隶属度可以使用线性隶属度函数,例如e在pm、pb之间,则e的两个隶属度值为pm、pb,e属于pm的隶属度为,e属于pb的隶属度为,ec的隶属度及隶属度值同理。
38、优选地,步骤c5-c6中,根据模糊规则表计算kp、ki、kd的方法为:,其中,m为隶属度,f为模糊化量化值。
39、优选地,步骤c7中的α为系数,设定增量值对最终pid参数的影响大小。
40、优选地,步骤b5通过pid控制轧制压力的方法为:{u(k)=k}_{p}\{ e(k)+{k}_{i}\sum ^{k}_{0} {e(n)}+{k}_{d}[e(k)-e(k-1)]\} 。
41、通过所述方法,电弧微铸锻轧机可以实现手动控制和自动控制,在两种控制方式下可切换为位置控制模式和恒定压力控制模式,实现轧制过程的多模式组合控制。
42、本申请的有益效果是:通过结合电弧微铸锻实际工艺过程,发明多模式组合控制方式以满足复杂的工艺,同时使用模糊pid控制算法实现轧制压力的稳定控制,确保了工艺的稳定性,改善了成形零件的力学性能。
技术特征:1.一种电弧微铸锻轧机控制方法及系统,其特征在于,包括以下步骤:
2.根据权利要求1所述的电弧微铸锻轧机控制方法及系统,其特征在于,所述轧辊控制方式包括手动控制方式和自动控制方式,步骤s1至s3为手动控制方式,步骤s4至s8为自动控制方式。
3.根据权利要求1或2所述的电弧微铸锻轧机控制方法及系统,其特征在于,所述轧辊控制模式包括位置控制模式和恒定压力控制模式,手动控制和自动控制均可进行位置控制和恒定压力控制。
4.根据权利要求1所述的电弧微铸锻轧机控制方法及系统,其特征在于,步骤s2中的轧辊初始位置计算方式为:,其中 h1为正常打印时打印头与基底材料之间的距离,h2为单层焊道高度。
5.根据权利要求1所述的电弧微铸锻轧机控制方法及系统,其特征在于,步骤s6中的模糊pid控制算法包括以下步骤:
6.一种电弧微铸锻轧机控制系统,用于执行根据权利要求1至5任一项所述的控制方法,其特征在于,包括:焊枪、焊道、基板、控制器、伺服电机、压力传感器、轧辊、上位机。
7.根据权利要求6所述的电弧微铸锻轧机控制系统,其特征在于,所述控制器通过接收压力传感器的实时轧制压力反馈,并与上位机设定的目标压力值进行比较,采用模糊pid控制算法,控制伺服电机,实现轧制压力的稳定控制。
8.根据权利要求6至7任一项所述的电弧微铸锻轧机控制系统,其特征在于,所述上位机能够设定轧机为手动控制方式或自动控制方式,自动控制方式下控制器可以根据打印指令自动切换位置控制模式或恒定压力控制模式。
技术总结本发明涉及一种电弧微铸锻轧机控制方法及系统,旨在提升电弧增材制造过程中的轧机控制稳定性和零件力学性能。该方法通过切换轧辊控制方式,结合位置控制与恒定压力控制,实现轧制压力的稳定输出。初始阶段,轧辊进行位置标定并设定目标轧制压力,随后在自动控制方式下,通过模糊PID控制算法动态调整轧辊压力,确保焊道均匀受力。该系统包括焊枪、轧辊、控制器等关键部件,能够根据工艺需求切换手动与自动控制方式、位置控制模式和恒定压力控制,实现多模式组合控制。本发明的实施,有效改善了电弧微铸锻工艺的稳定性,提高了成形零件的质量。技术研发人员:唐尚勇,王瑞,王华峰,姜旭,张永浩,刘杨,张晓蕾受保护的技术使用者:华海智造(杭州)科技有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15823.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表