一种管道生产用合缝机及其合缝方法与流程
- 国知局
- 2024-06-21 09:45:15
本发明涉及管道缝合,更具体地说,它涉及一种管道生产用合缝机及其合缝方法。
背景技术:
1、钢管合缝机为大口径直缝焊管生产线的关键设备,其上部安装有下压主油缸,两侧各安装一个夹紧油缸,夹紧油缸在两侧的提升油缸带动下可上下移动,配合加长压杆可对φ350-φ1500mm范围内各种直径的钢管进行合缝作业。
2、现有技术中,钢管缝合焊接前,一般会经过选料、剪板、点板、焊板和折弯等一系列加工流程,之后才能进入到缝合焊接工艺,缝合焊接时一般会先通过吊具将未缝合的钢管放置在输送带上,随后通过三方挤压对钢管进行挤压限位,从而以便于后续对缝合处进行焊接处理。
3、然而,在对钢管进行挤压的过程中,由于挤压机构只在径向方向上对钢管施加了挤压力,且钢管的两端没有任何限位机构,从而会使得钢管的合缝处发生轴向方向上的错位,导致焊接后钢管合缝处出现不对称的情况,进而影响了钢管的生产质量,进而进一步影响了钢管的生产效率。
4、同时,后续对钢管缝合处进行焊接的过程中,由于焊接点是固定设置的,焊接点接触钢管缝合处时,会向钢管施加一个向下的压力,从而会使得钢管发生径向方向的旋转,进而会使得钢管缝合处与焊接点发生径向方向的偏移,导致钢管的缝合处与焊接点无法重合,从而影响了钢管的焊接效率,进而降低了工作效率;为此,现提出一种管道生产用合缝机及其合缝方法以改善现有存在的问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种管道生产用合缝机及其合缝方法。
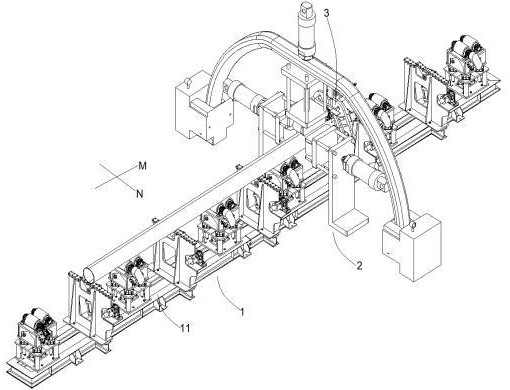
2、为实现上述目的,本发明提供了如下技术方案:一种管道生产用合缝机,包括输送单元、挤压单元和纠偏单元;其中,输送单元,其包括底座、沿轴向方向均匀设置于所述底座上的升降气缸、设置于所述升降气缸伸缩端的升降架、设置于所述升降架内的输送电机、设置于所述输送电机输出端的主轮、与所述主轮啮合传动的次轮、套设于所述主轮和次轮上的输送带、设置于所述次轮一端的次滚轴,以及设置于所述次滚轴一侧的主滚轴;挤压单元,其包括轴向方向对称设置于所述底座两侧的支撑座、设置于所述支撑座之间的支撑梁、设置于所述支撑梁顶部的限位气缸、设置于所述限位气缸伸缩端的限位板、轴向方向对称设置于所述限位板底部的滚板、径向方向对称设置于所述滚板中间的滚筒、轴向方向对称设置于所述底座两侧的承载板、设置于所述承载板一侧的挤压气缸、设置于所述挤压气缸伸缩端的挤压板、轴向方向对称设置于所述挤压板远离挤压气缸侧壁上的固定板,以及径向方向对称设置于所述固定板中间的挤压筒;纠偏单元,设置于所述支撑梁的一侧,其包括立架、设置于所述立架顶部的固定环、设置于所述固定环一侧的纠偏板、设置于所述纠偏板远离固定环一侧的夹持件、设置于所述固定环远离纠偏板一侧的打击件,以及轴向方向对称设置于所述纠偏板下方的伸缩杆;所述伸缩杆的伸缩端能够贴合于纠偏板圆周方向的侧壁。
3、本发明进一步设置为:所述底座的顶部均匀设置有固定架,所述升降气缸的伸缩端能够贯穿固定架的顶部、并连接于升降架的底部,所述固定架的顶部四周还设置有升降柱,所述升降柱的一端能够贯穿固定架的顶部、另一端能够连接升降架的底部;所述升降架径向方向的顶部还对称开设有滚槽,所述滚槽的两端设置有轴承座,所述次滚轴的两端能够转动连接于对应的轴承座的中心孔,所述主滚轴的两端能够转动连接于另外对应的轴承座的中心孔。
4、本发明进一步设置为:所述底座的顶部还均匀设置有调节单元,所述调节单元能够与输送单元相互交错分布,所述调节单元包括立板、设置于所述立板一侧的调节气缸,以及设置于所述调节气缸伸缩端的调节板;其中,所述立板的侧壁上还设置有立座,所述调节板远离调节气缸的一端能够转动连接于立座的中心孔,所述立板的顶部开设有立槽,所述调节板的顶部还开设有斜槽,所述斜槽上设置有防滑垫。
5、通过采用上述技术方案,通过夹持件对钢管的外壁进行夹持,从而达到了二次限位钢管的目的,与此同时,打击件启动,对钢管缝合处两侧的钢管端面进行敲击,使得错位的钢管端面齐平,从而达到了对钢管轴向方向进行纠偏的目的。
6、本发明进一步设置为:所述支撑梁呈弧形,所述支撑梁的两端能够连接于对应的支撑座,所述支撑梁的凹陷面设置有支撑板,所述支撑板的侧壁上设置有焊接枪;所述限位气缸的伸缩端能够贯穿支撑梁和支撑板、并连接于限位板的顶部,所述限位板的顶部四周还均匀设置有限位柱,所述限位柱远离限位板的一端能够贯穿支撑板的底部,所述滚筒的两端能够转动连接于对应的滚板的侧壁。
7、本发明进一步设置为:所述挤压气缸的伸缩端能够贯穿承载板、并连接于挤压板远离固定板的侧壁,所述挤压板远离固定板的侧壁四周还设置有导向柱,所述导向柱远离挤压板的一端能够贯穿承载板的侧壁,所述挤压筒的两端能够转动连接于对应的固定板的侧壁。
8、通过采用上述技术方案,通过敲击产生的力会使得钢管发生圆周方向的旋转,从而会使得纠偏板发生转动,进而会使得纠偏板挤压底部的两个伸缩杆,伸缩杆启动后,其伸缩端会将纠偏板进行纠偏,使得钢管的缝合处与焊接处始终保持在同一条水平线上,从而达到了对钢管径向方向进行纠偏的目的。
9、本发明进一步设置为:所述立架的底部能够连接于底座的顶部,所述固定环靠近纠偏板的侧壁上开设有环槽,所述环槽内均匀设置有环块,所述环块远离环槽的一侧能够连接于纠偏板远离夹持件的侧壁。
10、本发明进一步设置为:所述夹持件包括夹持气缸、圆周方向均匀设置于所述纠偏板远离固定环一侧的夹持块、设置于所述夹持块之间的活动条、对称设置于所述夹持块一端的耳板,以及设置于所述耳板之间的微型滚柱;其中,所述夹持气缸的伸缩端能够转动连接于其中一个所述夹持块远离耳板的一端,所述纠偏板呈六边形,所述纠偏板的中部侧壁开设有穿孔,所述纠偏板的侧壁上均匀开设有活动槽,所述活动槽能够与环块交错分布,所述纠偏板远离环块的侧壁上圆周方向还均匀设置有滑轨,所述滑轨能够与活动槽交错分布,所述夹持块能够滑动于对应的滑轨内,所述微型滚柱的两端能够转动连接于对应的耳板的侧壁。
11、本发明进一步设置为:所述夹持块的侧壁上还开设有插接槽,所述活动条呈箭头端部形状,所述活动条包括活动主条和活动次条,所述活动主条的一端能够与活动次条的一端连接,所述活动主条水平方向上的高度大于活动次条水平方向上的高度,所述活动主条远离活动次条的一端能够插接于对应的插接槽内,所述活动次条远离活动主条的一端能够插接于另外对应的插接槽内,其中一个所述活动主条远离活动次条的一端能够与另外一个所述活动次条远离活动主条的一端呈叠加设置、并分布于其中一个插接槽内;所述活动主条和活动次条的连接处还设置有活动销,所述活动销能够配合滑动于对应的活动槽内。
12、本发明进一步设置为:所述打击件包括打击气缸、设置于所述打击气缸伸缩端的打击条,以及设置于所述打击条远离打击气缸一端的打击板;其中,所述固定环远离纠偏板的侧壁上设置有放置板,所述放置板顶部开设有通槽,所述打击板呈l形,所述打击板垂直方向的一端能够转动连接于通槽的内壁,所述打击板远离通槽的一端设置有橡胶垫;所述伸缩杆的伸缩端上套设有伸缩弹簧,所述伸缩杆远离伸缩弹簧的一端能够连接于底座的顶部,另一端设置有压力感应器。
13、通过采用上述技术方案,在后续的焊接过程中,焊接点接触钢管缝合处时,会向钢管施加一个向下的压力,从而会使得钢管发生径向方向的旋转,进而会使得钢管缝合处与焊接点发生径向方向的偏移,导致钢管的缝合处与焊接点无法重合,针对以上问题,钢管旋转时也会带动纠偏板进行转动,也可通过伸缩杆启动,其伸缩端会将纠偏板进行纠偏,使得钢管的缝合处与焊接处始终保持在同一条水平线上,从而达到了对钢管径向方向进行纠偏的目的。
14、一种管道生产用合缝方法,根据上述所述的管道生产用合缝机,包括以下步骤:
15、s1、工作人员通过吊具将未缝合的钢管放置在若干个次滚轴和主滚轴上,随后启动输送电机,其输出端带动主轮进行旋转,由于输送带套设在主轮和次轮,因此次轮也随之进行转动,从而会使得次滚轴带动钢管向着挤压单元进行位移,主滚轴与钢管的外壁接触贴合也随之进行转动,从而达到了轴向方向输送钢管的目的;
16、s2、当钢管的一端输送至支撑梁的下方后,一方面,限位气缸启动,其伸缩端带动限位板向着钢管靠近,使得滚筒与钢管缝合处的外壁接触贴合,将钢管缝合处的两端进行挤压,从而达到了向下挤压钢管的目的,进而限制了钢管缝合处在高度方向上凸起;
17、s3、另一方面,位于钢管两侧的挤压气缸同时启动,其伸缩端带动挤压板向着钢管的两侧移动,从而使得挤压筒与钢管的外壁贴合,并挤压钢管,使得钢管的缝合处逐渐闭合,从而达到了对钢管的缝合处进行挤压闭合的目的,以便于后续的缝合焊接;
18、s4、紧接着,钢管继续轴向进行输送,当钢管的一端穿过固定环的环孔后,夹持件对钢管的外壁进行夹持,从而达到了二次限位钢管的目的,与此同时,打击件启动,对钢管缝合处两侧的钢管端面进行敲击,使得错位的钢管端面齐平,从而达到了对钢管轴向方向进行纠偏的目的;在此过程中,敲击产生的力会使得钢管发生圆周方向的旋转,从而会使得纠偏板发生转动,进而会使得纠偏板挤压底部的两个伸缩杆,伸缩杆启动后,其伸缩端会将纠偏板进行纠偏,使得钢管的缝合处与焊接处始终保持在同一条水平线上,从而达到了对钢管径向方向进行纠偏的目的。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、(1)通过夹持件对钢管的外壁进行夹持,从而达到了二次限位钢管的目的,与此同时,打击件启动,对钢管缝合处两侧的钢管端面进行敲击,使得错位的钢管端面齐平,从而达到了对钢管轴向方向进行纠偏的目的。
21、(2)通过敲击产生的力会使得钢管发生圆周方向的旋转,从而会使得纠偏板发生转动,进而会使得纠偏板挤压底部的两个伸缩杆,伸缩杆启动后,其伸缩端会将纠偏板进行纠偏,使得钢管的缝合处与焊接处始终保持在同一条水平线上,从而达到了对钢管径向方向进行纠偏的目的。
22、(3)在后续的焊接过程中,焊接点接触钢管缝合处时,会向钢管施加一个向下的压力,从而会使得钢管发生径向方向的旋转,进而会使得钢管缝合处与焊接点发生径向方向的偏移,导致钢管的缝合处与焊接点无法重合,针对以上问题,钢管旋转时也会带动纠偏板进行转动,也可通过伸缩杆启动,其伸缩端会将纠偏板进行纠偏,使得钢管的缝合处与焊接处始终保持在同一条水平线上,从而达到了对钢管径向方向进行纠偏的目的。
本文地址:https://www.jishuxx.com/zhuanli/20240618/16110.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表