一种提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法与流程
- 国知局
- 2024-06-21 09:46:25
本申请属于热电偶领域,特别涉及一种提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法。
背景技术:
1、航空发动机进口温度畸变测试需要测试用的热电偶具有快速的时间响应,以满足其动态温度畸变参数测试的要求。热电偶为了可测试2000k/s的温升率响应,热电偶探针的偶丝就要具备更小的热惯性。一般热电偶的偶丝会使用直径在0.1mm以内的电偶裸丝,并采用交叉搭接焊接的方式固定在温度探针上。这种细丝热电偶温度探针是目前响应时间最为理想的结构,但由于电偶丝为交叉搭接焊接结构,当测试气流达到0.5~0.6ma时,其可靠性会大大降低。
2、因此,需要在不改变交叉搭接焊接小惯性细丝热总体结构的基础上,通过改进焊接与制作工艺,大幅提高交叉搭接焊接方式小惯性电偶丝在航空发动机进口测试条件下的使用寿命,降低修复的成本,提高试验效率。
技术实现思路
1、本申请的目的是提供了一种提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,以解决或减轻背景技术中的至少一个问题。
2、本申请的技术方案是:一种提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,所述方法包括:
3、选取k型的第一直径电偶丝作为热电偶端头横截面测量用的电偶丝,在焊机前使用清洗剂清洁第一直径电偶丝的焊接表面,并使用细砂纸打磨去除焊接处氧化层;
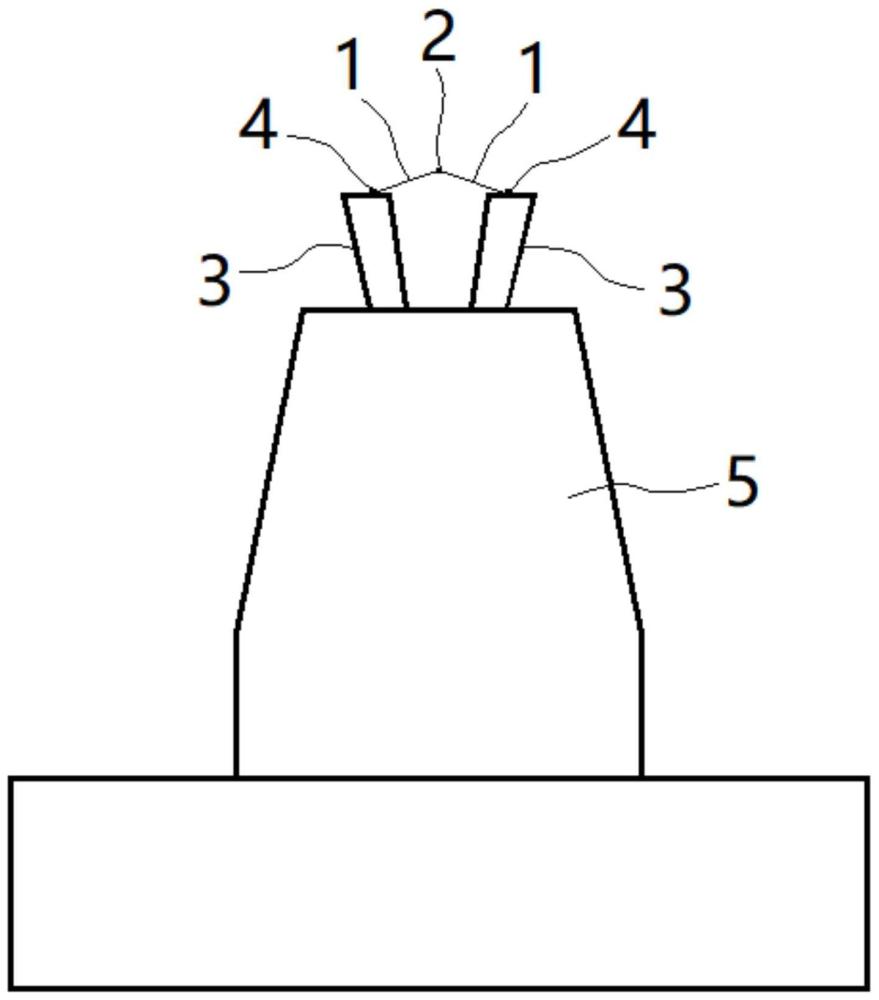
4、焊接两根第一直径电偶丝的端面以形成预定角度的弯折状电偶丝,两根第一直径电偶丝的端面位置焊接处形成第一焊点;
5、焊接第二直径电偶丝与第一直径电偶丝以形成交叉搭接焊接式电偶丝,第二直径电偶丝与第一直径电偶丝的焊接处形成第二焊点;
6、在第二焊点处均匀涂抹助连保护剂,助连保护剂覆盖整个第二焊点,且在第二焊点临近的第一直径电偶丝和第二直径电偶丝的根部均匀涂抹助连保护剂,涂抹的总长度分别不少于第一直径电偶丝和第二直径电偶丝总长度的三分之一;
7、在热电偶的安装座内注入绝缘固定剂,将交叉搭接焊接式电偶丝插入至安装座中,并使第二直径电偶丝高出安装座5的端面预定长度。
8、进一步的,所述清洗剂为乙醇。
9、进一步的,所述预定角度大于130°。
10、进一步的,所述助连保护剂为聚丙烯酸酯树脂。
11、进一步的,所述绝缘固定剂为704硅橡胶。
12、进一步的,所述预定长度为2mm~3mm。
13、进一步的,所述第一直径电偶丝的直径小于第二直径电偶丝的直径。
14、进一步的,所述第一直径电偶丝的直径为0.08mm,第二直径电偶丝的直径为0.5mm。
15、进一步的,焊接第一直径电偶丝时的焊接参数为:焊接能量为14焦耳,焊接时间为30ms,焊点一次焊接完成,不可重复焊接;
16、焊接第一直径电偶丝与第二直径电偶丝时的焊接参数为:焊接能量为15焦耳,焊接时间为35ms,焊点一次焊接完成,不可重复焊接。
17、另外,本申请还提供了一种交叉搭接焊接式热电偶,所述交叉搭接焊接式热电偶采用如上任一所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法制得。
18、本申请的方法可以在不改变交叉搭接焊接小惯性细丝热总体结构的基础上,大幅提高交叉搭接焊接式小惯性电偶丝在航空发动机进口测试条件下的使用寿命,可大幅降低修复的成本,提高试验效率。
技术特征:1.一种提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,所述方法包括:
2.如权利要求1所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,所述清洗剂为乙醇。
3.如权利要求1所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,所述预定角度大于130°。
4.如权利要求1所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,所述助连保护剂为聚丙烯酸酯树脂。
5.如权利要求1所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,所述绝缘固定剂为704硅橡胶。
6.如权利要求1所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,所述预定长度为2mm~3mm。
7.如权利要求1至6所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,所述第一直径电偶丝(1)的直径小于第二直径电偶丝(3)的直径。
8.如权利要求7所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,所述第一直径电偶丝(1)的直径为0.08mm,第二直径电偶丝(3)的直径为0.5mm。
9.如权利要求8所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,其特征在于,焊接第一直径电偶丝(1)时的焊接参数为:焊接能量为14焦耳,焊接时间为30ms,焊点一次焊接完成,不可重复焊接;
10.一种交叉搭接焊接式热电偶,其特征在于,所述交叉搭接焊接式热电偶采用如权利要求1至9任一所述的提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法制得。
技术总结本申请提供了一种提高交叉搭接焊接式小惯性热电偶丝使用寿命的方法,属于热电偶技术领域,该方法包括:在焊机前使用清洗剂清洁第一直径电偶丝的焊接表面,并使用细砂纸打磨去除焊接处氧化层;焊接两根第一直径电偶丝的端面以形成预定角度的弯折状电偶丝;焊接第二直径电偶丝与第一直径电偶丝以形成交叉搭接焊接式电偶丝,第二直径电偶丝与第一直径电偶丝的焊接处形成第二焊点;在第二焊点处均匀涂抹助连保护剂,助连保护剂覆盖整个第二焊点,且在第二焊点临近的第一直径电偶丝和第二直径电偶丝的根部均匀涂抹聚丙烯酸酯树脂材料;在热电偶的安装座内注入绝缘固定剂,将交叉搭接焊接式电偶丝插入至安装座中,并使第二直径电偶丝高出安装座5的端面预定长度。技术研发人员:孙海龙,张群,张天昊,赵斌,耿欣,周轶群,邢志国,李中玺,宋伟锋,闻泽智,孙建威,蔡靖雨,田吉祥受保护的技术使用者:中国航发沈阳发动机研究所技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/16237.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表