矿用隔爆兼本质安全型LED照明灯的制作方法
- 国知局
- 2024-06-21 10:12:18
本发明涉及矿用灯具领域,具体涉及矿用隔爆兼本质安全型led照明灯。
背景技术:
1、目前管式的防爆灯的壳体多采用铸件(铸铝或铸钢)制作,且需要配合其他多种部件(如拉杆、防尘罩、各种紧固件等)完成灯体的装配;该方案有以下缺点:
2、1、铸件(铸铝或铸钢)生产工艺的特性会产生铸造缺陷(缩孔缩松等),会降低成品率,提高生产成本,影响灯体质量。
3、2、灯体的装配质量会受到每个部件质量的影响,故装配前会单独进行各个部件的检验,费时费力。
4、3、多个部件进行装配,装配过程易发生损坏,且装配时间长,造成生产效率低,增加生产成本。
5、4、目前防爆灯的防护网要么无法拆卸,要么拆卸困难,导致玻璃灯罩清洁困难。
6、目前制造巷道长管灯壳体时,无使用无缝管一次切割成型的工艺和灯具产品。
技术实现思路
1、本发明的目的就是为了解决上述问题,提供了矿用隔爆兼本质安全型led照明灯。
2、为了实现上述目的,本发明采用如下技术方案:
3、矿用隔爆兼本质安全型led照明灯,包括灯体、端盖、引入装置、防护网,其特征在于,所述引入装置焊接在灯体左侧,所述灯体左右两端面用端盖封闭,接线板用螺钉固定在长六角铜柱左端,所述长六角铜柱固定在隔板左端的螺纹孔上,驱动与短六角铜柱固定在接线板右端;所述隔板焊接在灯体内部,穿墙端子固定在隔板左端,光源通过螺钉固定在穿墙端子右端,限位板通过螺钉固定在光源右端并嵌入玻璃管密封圈内壁;止动垫圈通过右侧端盖固定于灯体右端;防护网固定于灯体上,并通过搭扣组件控制所述防护网开合。
4、矿用隔爆兼本质安全型led照明灯制造步骤如下:
5、具有以下步骤 :
6、a)加工灯体外壳:1)使用激光切割大直径钢管,截取所需长度,切出灯体外壳;2)使用激光切割防护网;3)使用激光切割出两侧电缆引入孔;
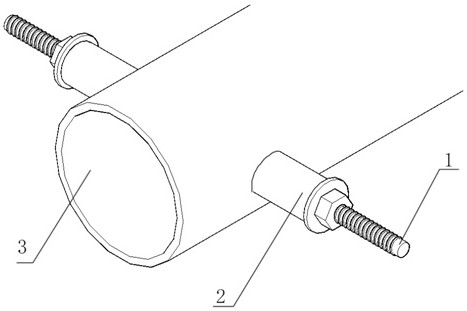
7、b)加工引入装置:使用激光切割小直径钢管,截取两端作为线缆引入装置;
8、c)焊接线缆引入装置:用临时螺柱穿过左右两个引入装置,两端用螺母拧紧临时固定,焊接线缆引入装置后取下临时螺柱;
9、d)车削灯体外壳两侧外螺纹;
10、e)清除焊渣,表面电镀。
11、优选地,切割防护网时,要把防护网的网孔铁片与防护网留出微连点,取下工件,待其冷却后人工敲击去除网孔铁片,这样可以防止热应力引起的变形。
12、优选地,步骤a)中可用水刀代替激光进行加工。
13、本发明的有益效果是:
14、灯体与防护网用同一根钢管通过激光或水刀切割一次性制成,无铸件的铸造缺陷,成品率高;无需配合其他部件进行装配,节约装配部件的检验及装配时间,提升生产效率及质量,降低生产成本。
技术特征:1.矿用隔爆兼本质安全型led照明灯,具有以下步骤 :
2.根据权利要求1所述的矿用隔爆兼本质安全型led照明灯,其特征在于,切割防护网时,要把防护网的网孔铁片与防护网留出微连点,取下工件,待其冷却后人工敲击去除网孔铁片,这样可以防止热应力引起的变形。
3.根据权利要求1所述的矿用隔爆兼本质安全型led照明灯,其特征在于,步骤a)中可用水刀代替激光进行加工。
技术总结本发明公开了矿用隔爆兼本质安全型LED照明灯,具有以下步骤:a)加工灯体外壳:使用激光切割大直径钢管,截取所需长度,切出灯体外壳;使用激光切割防护网;使用激光切割出两侧电缆引入孔;b)加工引入装置:使用激光切割小直径钢管,截取两端作为线缆引入装置;c)焊接线缆引入装置:用临时螺柱穿过左右两个引入装置,两端用螺母拧紧临时固定,焊接线缆引入装置后取下临时螺柱;d)车削灯体外壳两侧外螺纹;e)清除焊渣,表面电镀。本发明的有益效果是:灯体与防护网用同一根钢管一次性制成,无铸件的铸造缺陷,成品率高;无需配合其他部件进行装配,节约装配部件的检验及装配时间,提升生产效率及质量,降低生产成本。技术研发人员:赵善龙,杨佐君,赵恒山,孙昊,曹江莉受保护的技术使用者:阳泉木林森科技研发有限公司技术研发日:技术公布日:2024/5/16本文地址:https://www.jishuxx.com/zhuanli/20240618/18803.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表