显影辊、处理盒及显影辊的加工方法与流程
- 国知局
- 2024-06-21 12:06:02
本技术涉及图像形成,具体涉及一种显影辊、处理盒及显影辊的加工方法。
背景技术:
1、在激光打印过程中,一方面显影辊显影套筒表面涂层直接与碳粉接触运送碳粉,因此,涂层的质量会影响碳粉的运载量和带电量情况,从而直接影响到显影成像质量。对于显影辊表面涂层的要求来说,在具有较好的导电性能的同时,还要有较好的耐磨性、附着力和表面粗糙度,使其有利于碳粉的传输。
2、现有技术中,通常是通过喷油或喷砂的方式在显影套筒上形成具有一定粗糙度的涂层,但是,通过喷油或喷砂的方式形成的涂层的粗糙度不均匀,从而影响吸附到感光鼓上用于成像的碳粉量,进而影响图像浓度的均匀性。
技术实现思路
1、为了克服上述现有技术存在的问题,本技术的主要目的在于提供一种运载碳粉的粗糙面不易被磨损且其粗糙度较均匀的显影辊。
2、为了实现上述目的,本技术具体采用以下技术方案:
3、第一方面,本技术提供了一种显影辊,所述显影辊包括:
4、磁芯;
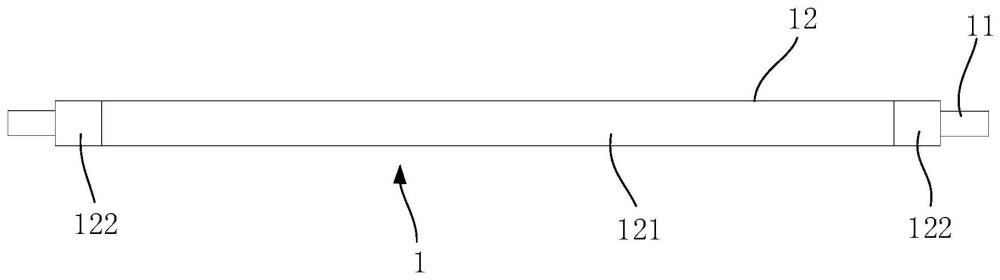
5、显影套筒,所述显影套筒的材质为金属,所述显影套筒套设于所述磁芯,且所述显影套筒包括套筒本体和工作面,所述工作面位于所述套筒本体的外表面,且所述工作面与所述套筒本体为一体成型且材质相同;
6、其中,所述工作面设为具有凹凸结构的粗糙面,且用于运载碳粉;所述工作面上任意两点的粗糙度差值的绝对值为δr1,且0≤δr1≤0.6μm。
7、在一些实施例中,所述工作面上任意两点的粗糙度差值的绝对值为0≤δr1≤0.3μm。
8、第二方面,本技术还提供了一种显影辊,所述显影辊包括:
9、磁芯;
10、显影套筒,所述显影套筒的材质为金属,所述显影套筒套设于所述磁芯,且所述显影套筒包括套筒本体和工作面,所述工作面位于所述套筒本体的外表面,且所述工作面与所述套筒本体为一体成型且材质相同;
11、其中,所述工作面设为具有凹凸结构的粗糙面,且用于运载碳粉;所述工作面上任意两点的粗糙度差值的绝对值最大值为δrmax,且0.1μm≤δrmax≤0.6μm。
12、在一些实施例中,所述δrmax满足:0.1μm≤δrmax≤0.3μm。
13、第三方面,本技术还提供了一种显影辊,所述显影辊包括:
14、磁芯;
15、显影套筒,所述显影套筒的材质为金属,所述显影套筒套设于所述磁芯,且所述显影套筒包括套筒本体和工作面,所述工作面位于所述套筒本体的外表面,且所述工作面与所述套筒本体为一体成型且材质相同;
16、其中,所述工作面设为具有凹凸结构的粗糙面,且用于运载碳粉;所述工作面上位于所述显影套筒的轴向上的任意两点的粗糙度差值的绝对值为δr2,所述工作面上位于所述显影套筒的周向上的任意两点的粗糙度差值的绝对值为δr3,并且,
17、0≤δr2≤0.6μm;
18、0≤δr3≤0.6μm。
19、在一些实施例中,所述工作面上位于所述显影套筒的轴向上的任意两点的粗糙度差值的绝对值δr2满足:0≤δr2≤0.3μm;和/或
20、所述工作面上位于所述显影套筒的周向上的任意两点的粗糙度差值的绝对值δr3满足:0≤δr3≤0.3μm。
21、在一些实施例中,所述工作面的粗糙度值ra,且0.9μm≤ra≤3.0μm。
22、在一些实施例中,所述工作面的粗糙度值ra满足:1.3μm≤ra≤1.9μm。
23、在一些实施例中,所述套筒本体的两端均不设置倒角。
24、在一些实施例中,所述套筒本体的至少一端设有倒角。
25、在一些实施例中,所述显影辊还包括分别设置于所述套筒本体的两端的传动头和导电机构,所述传动头用于接收外部驱动力,所述导电机构用于将所述套筒本体接入外部电源。
26、在一些实施例中,所述导电机构包括安装支架以及导线;所述安装支架安装于所述套筒本体的端部;所述导线安装于所述安装支架上,所述导线的一端连接所述套筒本体,所述导线的另一端用于接入所述外部电源。
27、在一些实施例中,所述套筒本体和所述工作面的材质均为铝材。
28、在一些实施例中,所述粗糙面的凹凸结构的形状规则或者形状不规则。
29、在一些实施例中,所述粗糙面的凹凸结构设为规律排布或者不规律排布。
30、在一些实施例中,所述粗糙面由加工辊轮滚压所述套筒本体的外表面而形成,且所述粗糙面上的凹凸结构由所述加工辊轮转印产生。
31、在一些实施例中,所述粗糙面的凹凸结构在所述加工辊轮对所述套筒本体的外表面施加预定压力,并带动所述套筒本体旋转预设圈数的过程中,从所述加工辊轮转印至所述套筒本体的外表面,从而使得所述粗糙面具有预设粗糙度。
32、在一些实施例中,所述粗糙面由加工辊轮组共同滚压所述套筒本体的外表面而形成,其中,所述加工辊轮组包括多个加工辊轮,多个所述加工辊轮沿圆周方向间隔分布,围成用于容纳所述套筒本体的加工区。
33、在一些实施例中,所述加工辊轮组包括三个加工辊轮,三个所述加工辊轮沿圆周方向间隔分布,围成用于容纳所述套筒本体的加工区。
34、在一些实施例中,三个所述加工辊轮在相同截面上轴心的连线呈等边三角形或者等腰三角形。
35、在一些实施例中,所述加工辊轮的外表面的粗糙度大于或者等于所述工作面的预设粗糙度。
36、第四方面,本技术还提供了一种处理盒,该处理盒包括感光鼓、粉仓、废粉仓和以上任一实施例所述的显影辊,所述感光鼓安装于所述废粉仓,所述显影辊安装于所述粉仓。
37、第五方面,本技术还提供了一种显影辊的加工方法,所述加工方法包括:
38、控制加工辊轮对显影辊的套筒本体的外表面施加预定压力;
39、控制所述加工辊轮转动以带动所述套筒本体旋转预设圈数,使所述加工辊轮的凹凸结构转印至所述套筒本体的外表面,以使所述套筒本体的外表面形成具有预设粗糙度的工作面;
40、其中,
41、所述工作面上任意两点的粗糙度差值的绝对值为
42、δr1,且0≤δr1≤0.6μm;或者
43、所述工作面上位于显影套筒的轴向上的任意两点的粗糙度差值的绝对值为δr2,所述工作面上位于所述显影套筒的周向上的任意两点的粗糙度差值的绝对值为δr3,并且,0≤δr2≤0.6μm;0≤δr3≤0.6μm;或者
44、所述工作面上任意两点的粗糙度差值的绝对值最大值为δrmax,且0.1μm≤δrmax≤0.6μm。
45、在一些实施例中,通过至少一组加工辊轮组对所述显影辊的套筒本体的外表面施加预定压力,并通过控制至少一组所述加工辊轮组的转动以带动所述套筒本体旋转预设圈数,使至少一组所述加工辊轮组的凹凸结构转印至所述套筒本体的外表面,以使所述套筒本体的外表面形成具有预设粗糙度的工作面,其中,所述加工辊轮组包括多个加工辊轮,多个所述加工辊轮沿圆周方向间隔分布,围成用于容纳所述套筒本体的加工区。
46、在一些实施例中,所述加工辊轮组包括三个加工辊轮,三个所述加工辊轮在相同截面上轴心的连线呈等边三角形或者等腰三角形。
47、在一些实施例中,所述加工辊轮的外表面的粗糙度大于或者等于所述工作面的粗糙度的最大值。
48、相比于现有技术,本技术的显影辊包括磁芯和显影套筒,显影套筒套设于磁芯,且显影套筒包括套筒本体和工作面,工作面位于套筒本体的外表面,且工作面与套筒本体为一体成型且材质均为金属,工作面设为具有凹凸结构的粗糙面,至少部分工作面用于运载碳粉,因此,在显影辊的工作过程中,用于运载碳粉的工作面不容易被磨损,提高了显影辊品质的稳定性,提高了印刷品影印质量。且由于在处理盒的整个生命周期内,显影辊工作面的粗糙度变化小,降低了整体耗粉量。
49、另外,用于运载碳粉的工作面上任意两点的粗糙度差值的绝对值为δr1满足0≤δr1≤0.6μm,或者用于运载碳粉的工作面上位于显影套筒的轴向和周向上的任意两点的粗糙度差值的绝对值分别为δr2和δr3,且满足于0≤δr2≤0.6μm,0≤δr3≤0.6μm。即,用于运载碳粉的工作面的粗糙度较均匀,从而使显影辊表面能够稳定均匀地承载碳粉,同时使不同区域碳粉带电量一致,使得打印图像浓度均匀,保证印刷品影印质量。
本文地址:https://www.jishuxx.com/zhuanli/20240618/25564.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。