制造压花设备的方法和系统及相应的压花设备与流程
- 国知局
- 2024-06-21 12:51:06
本发明涉及诸如压花辊、辊、滚筒、圆筒、板等压花设备的领域,更具体地,涉及制造外表面具有压花结构的压花设备的方法以及相应的制造系统的领域,例如,用于对包装材料进行压花的压花设备,使用这样的压花设备对包装材料进行压花。
背景技术:
1、在现有技术中,已经针对不同的应用领域提出了不同的方法来制造压花辊。例如,压花的或结构化的包装箔已用于各种工业部门的包装,例如,烟草产品、诸如巧克力、甜食、糖果等的食品,以及诸如电子元件和设备的装置、珠宝、手表或用于任何零售部门礼品包装的包装箔。例如,出于美观和保护目的,已经使用了具有特定图案的所谓内衬,该内衬可以包裹在香烟、雪茄、巧克力周围。压花辊可用于连续的卷对卷(roll-to-roll,r2r)制造工艺,其中薄箔压花有压花图案,压花图案可以包括金属元素、可穿透的导电元素、非金属元素、电介质元素等。另一个应用领域是使用热塑性薄膜,通过热压花工艺,例如通过r2r或卷对板(roll-to-plate,r2p),例如热塑性聚合物的热压花,来创建压花图案。例如,参见《微型机械与微型工程学报》2013年第24卷第1期第013001页中peng等人的《热塑性聚合物的微热压花:综述》(peng et al.,“microhot embossing of thermoplastic polymers:areview,”journal of micromechanics and microengineering,vol.24,no.1,p.013001,2013)。
2、关于通过激光工艺制造用于协作辊对的压花辊或滚筒,编号为9,579,924的美国专利(其全部内容通过引用并入本文)描述了制造具有凸辊和凹辊的压花辊组的方法,该压花辊组的结构元件关于线性维度和角度维度的任意偏差具有特定结构特征。该压花辊组的结构由激光设备l12独立制造,该设备l12具有激光12和偏转单元14,偏转单元14可以包括分束器以及声光调制器或电光调制器或多角镜。偏转单元14、聚焦光学器件15和偏转镜16形成雕刻单元17,该雕刻单元在x轴上可以线性移动。工件由驱动器23驱动,其由旋转角表示。通过结合雕刻单元的线性位移和辊的旋转,产生了一条恒定的螺旋线sl,其允许均匀的机加工。
3、此外,编号为8,435,373的美国专利(其全部内容通过引用并入本文)描述了通过去除和/或添加材料在柔性基底上形成期望图案的不同r2r工艺/设备,其中,在卷对卷压花工艺中执行具有压花表面(具有浮雕)的旋转图案化工具,例如用于原位掩模层,可以用多种材料和适合形成聚合物三维(three-dimensional,3d)浮雕图案的各种技术制成。
4、此外,编号为9,993,895的美国专利(其全部内容通过引用并入本文)描述了用于雕刻压花辊的激光加工方法,该压花涂覆有非常硬的表面涂层,例如非晶四面体碳(tetrahedral amorphous carbon,ta-c),以提供两个叠加的非常小的压花结构,其尺寸可以小于一微米,优选地具有300nm的深度。这允许压花箔具有不同的可见多色光学衍射效应。
5、此外,编号为10,183,318号的美国专利(其全部内容通过引用并入本文)描述了一种结构化压花钢辊表面的方法,该压花辊由非均匀高合金铁基底料制成,该方法使用具有激光的激光加工系统,该激光加工系统使用针对高激光偏转速度的特定激光加工参数,其中,偏转速度可达100m/s及以上,以形成60μm至200μm之间的结构深度。
6、此外,公开号为2017/0066079的美国专利(其全部内容通过引用并入本文)描述了用于将飞秒或皮秒激光束掩模投射到衬底表面的设备,其中,由激光束脉冲组成的激光束2在光轴的位置处形成以产生具有扩展的激光束横截面的激光束脉冲或具有减小的激光束横截面的激光束脉冲,其中,特定真空容器18、20和23用于避免在激光焦斑17、19和22的位置处形成等离子体,真空容器20中的一个具有靠近工件(进行激光烧蚀的衬底13的表面12)的针孔孔径26。
7、然而,尽管对制造压花设备(如辊、滚筒或板)的工艺进行了所有前述改进以及有不同应用领域,但仍然需要新颖且实质性改进的方法和由此产生的压花设备,特别是为了对不同类型的衬底进行压花以在外表面上形成更多样化的压花结构,并提供压花设备,例如具有实质性改善的耐用性和生命周期的辊。例如,已经确定的一个问题是在其他平面或弯曲内表面上存在相当高的表面粗糙度,特别是对于位于压花结构本身内部的表面,这可能导致最终压花膜和箔中的高磨损和不期望的光学效应,例如造成光学模糊并降低这些结构的光学质量。
技术实现思路
1、根据本发明的一个方面,提供了制造用于压花系统的压花设备的方法。优选地,该方法包括以下步骤:提供具有圆柱形芯和硬涂层的硬涂层压花辊,硬涂层的厚度小于30μm;和对硬质层圆柱体进行激光烧蚀,从硬涂层去除材料,以形成开口,开口的表面形成进入硬涂层的结构特征,以形成结构化硬涂层圆柱。此外,该方法还可以包括抛光结构化硬涂层圆柱体的表面,以平滑结构特征的内表面。
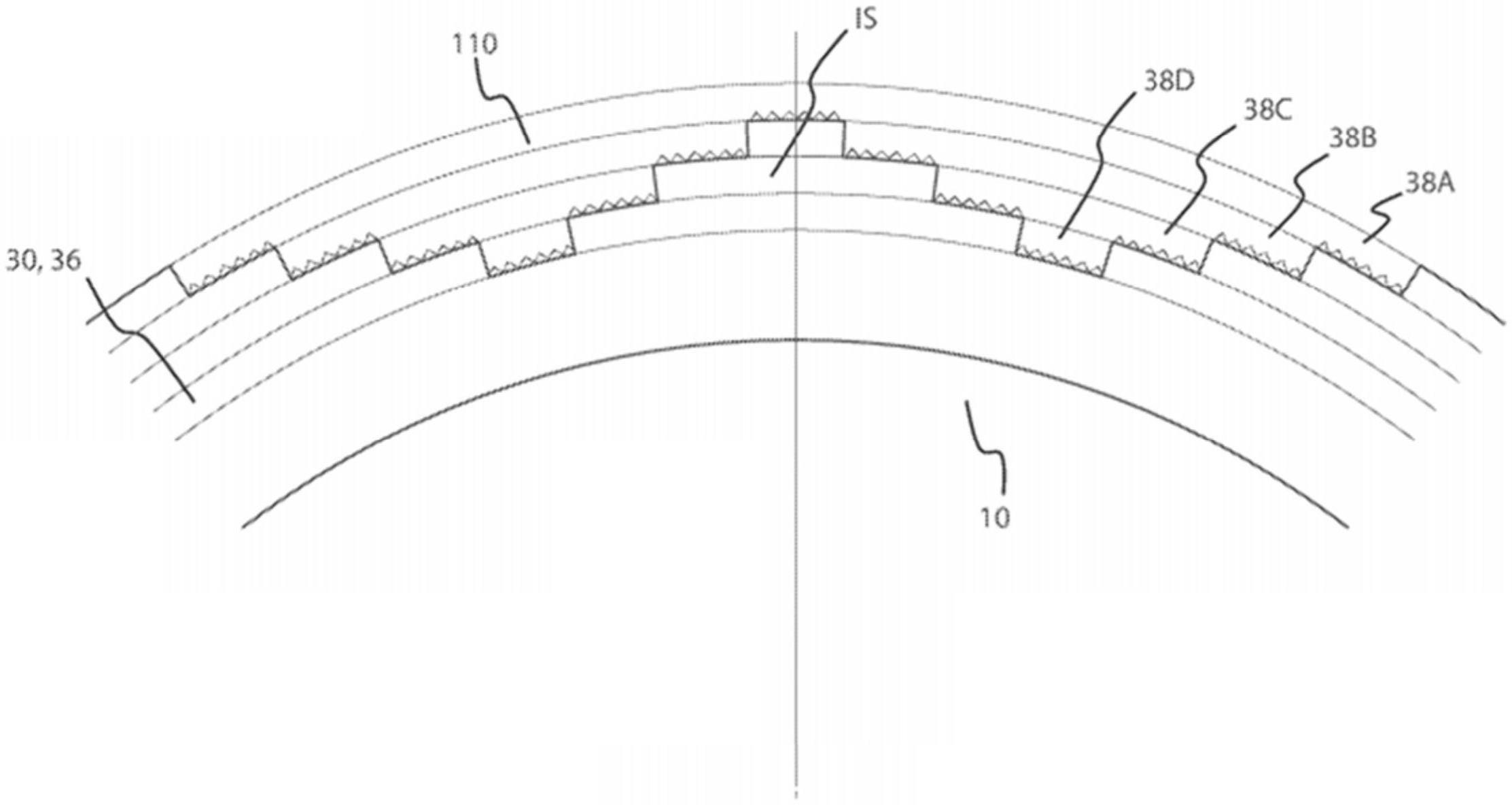
2、根据本发明的另一方面,提供了压花设备。优选地,该压花设备包括基底、设置在基底上的粘附层、设置在粘附层上的硬涂层以及设置在硬涂层的表面中的压花结构,硬涂层的厚度等于或小于30μm。此外,优选地,压花结构包括周期性结构,例如,多个角方向中的格栅的凹槽、或点或正方形的矩阵。优选地,该结构的深度在1μm和10μm之间。该格栅的周期的范围为1μm至10μm。该点或正方形的矩阵按照矩形或六角网格或格状结构排列,其中,其周期的范围为1μm至10μm。优选地,该结构的深度和宽度之间的比率在0.25和2之间的范围内。
3、根据本发明的又一个方面,提供了注塑模具。优选地,该注塑模具包括基底、设置在基底上的粘附层、设置在粘附层上的硬涂层以及设置在硬涂层的表面中的表面结构,硬涂层的厚度在1μm和30μm之间的范围内,其中,该表面结构用作模具结构。
4、参考示出本发明的一些优选实施例的附图,本发明的上述和其他目的、特征和优点以及实现它们的方式将更加明显,且本发明本身通过研究以下描述以及附图将得到最好的理解。
技术特征:1.一种制造用于压花系统的压花设备的方法,包括以下步骤:
2.根据权利要求1所述的制造压花设备的方法,还包括以下步骤:
3.根据权利要求1所述的制造压花设备的方法,其中,在所述进行激光烧蚀的步骤中,所述开口的深度大于1μm且小于20μm。
4.根据权利要求1所述的制造压花设备的方法,其中,所述开口的表面限定三维结构。
5.根据权利要求2所述的制造压花设备的方法,其中,在所述抛光的步骤中,所述结构特征的表面的表面粗糙度ra低于100nm。
6.根据权利要求2所述的制造压花设备的方法,其中,用于所述抛光的步骤的激光的激光焦斑的直径为用于所述激光烧蚀的步骤的激光焦斑的直径的至少10倍。
7.根据权利要求1至6中任一项所述的制造压花设备的方法,还包括提供所述结构承载层作为多层结构。
8.根据权利要求1至7中任一项所述的制造压花设备的方法,进一步地,其中,所述开口的横向尺寸在1μm至100μm的范围内。
9.一种压花设备,包括:
10.根据权利要求9所述的压花设备,其中,所述周期性结构的所述深度和所述宽度之间的比率在0.25和2之间的范围内。
11.根据权利要求9所述的压花设备,其中,所述基底包括由金属或复合材料制成的圆柱体。
12.根据权利要求9所述的压花设备,其中,所述基底包括由金属或复合材料制成的板。
13.根据权利要求9至12中任一项所述的压花设备,其中,所述结构承载层包括多层结构。
14.一种注塑模具,包括:
技术总结一种制造压花设备或注塑模具的方法包括以下步骤:提供具有圆柱形芯和硬涂层的硬涂层压花辊,该硬涂层的厚度等于或小于30μm;以及对硬涂层圆柱体进行激光烧蚀,以从该硬涂层去除材料以形成开口,该开口的表面在该硬涂层内形成结构特征,以形成结构化硬涂层圆柱体。技术研发人员:C·伯格利,G·杜米特鲁受保护的技术使用者:伯格利-格拉维瑞斯股份有限公司技术研发日:技术公布日:2024/1/11本文地址:https://www.jishuxx.com/zhuanli/20240618/29615.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表