车牌生产辅助装置、车牌生产系统与车牌加工处理方法与流程
- 国知局
- 2024-06-21 13:01:39
本发明涉及车牌生产装置和方法领域,尤其是涉及一种车牌生产辅助装置、车牌生产系统与车牌加工处理方法。
背景技术:
1、汽车行业的迅速发展带来了车牌需求量的大幅增长。目前,大多数车牌(蓝底车牌)的制作流程为铝材加热定型→裁制车牌→贴反光膜→喷漆→压制字符→擦漆→质检→包装出厂。其中,压制字符工序中,现有的方式是由人工挑选阴阳字模并按顺序放入字模盒中排列,再将空白车牌放入字模盒中,送入冲压机冲压。可见,现有的挑选操作大多依赖于人工,由于每一车牌均有差异,操作人员则需进行重复的选模工作,这样,不仅不利于保障生产效率,且在长时间工作下还有可能因专注度下降而降低良品率,从而影响生产质量。
技术实现思路
1、本发明的目的是克服现有技术的上述问题,提供一种车牌生产辅助装置及车牌生产系统与车牌加工处理方法,既能减少操作人员的工作量,又能保证生产质量及效率,具有结构巧妙、运行稳定且自动化程度高的优点。
2、本发明的目的主要通过以下技术方案实现:
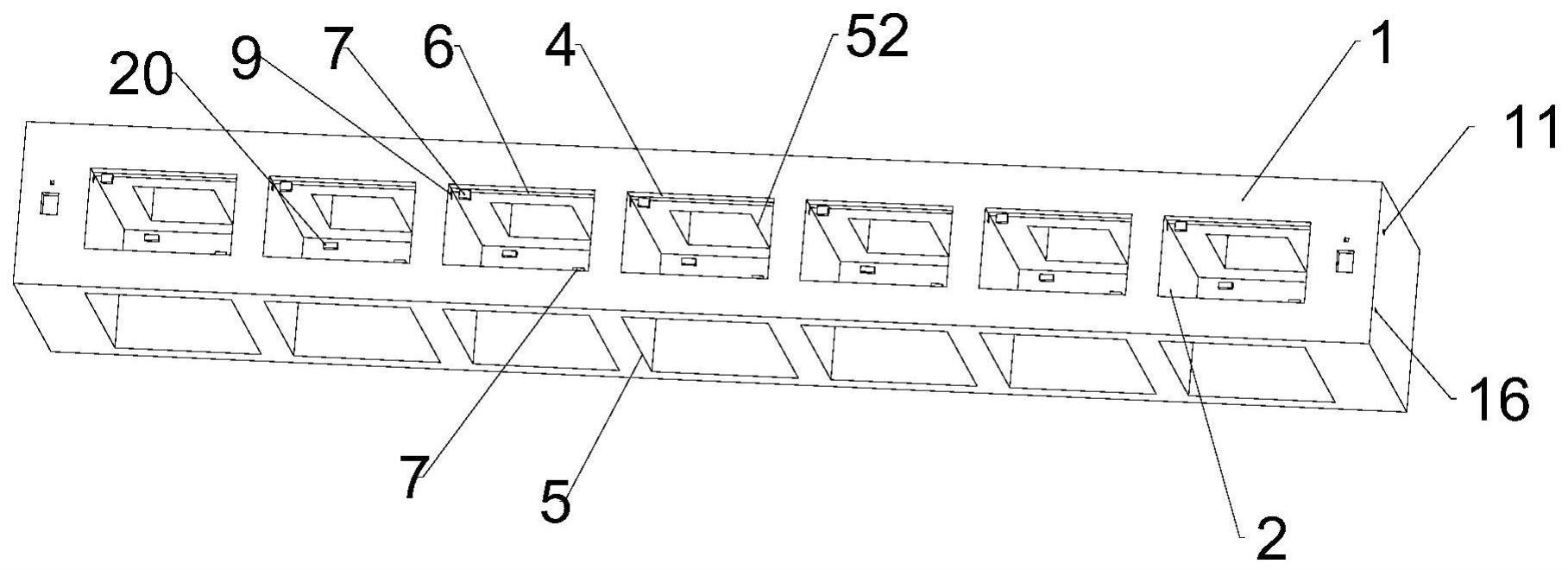
3、车牌生产辅助装置,包括具有空腔的盒体;
4、盒体内设置有若干个隔板,若干个隔板将空腔分割为若干个容纳空间,盒体的前端开设有若干个分别与若干个容纳空间对应的进料开口,盒体的底端开设有若干个分别与若干个容纳空间对应的出料开口,盒体的顶端开设有若干个分别与若干个容纳空间对应的下推开口;
5、盒体于靠近进料开口的端部设置有进料开关组件;
6、进料开关组件包括进料开关杆,盒体上开设有进料滑动槽,进料开关杆通过进料弹性件设置于进料滑动槽内,且进料开关杆可相对盒体左右向滑动,进料开关杆上设置有若干个分别与若干个容纳空间对应的进料开关凸起,盒体和隔板上均设置有可收纳进料开关凸起的进料开关凹槽,当进料弹性件作用于进料开关杆位于盒体一端的极限位置时,进料开关凸起位于容纳空间内,当进料开关杆在外力作用下压缩进料弹性件位于盒体另一端的极限位置时,进料开关凸起收纳于进料开关凹槽内,盒体的侧端贯穿开设有与进料滑动槽连通的进料锁定段;
7、每一容纳空间与对应的进料开关凸起共同形成有定位字模的定位区域。
8、进一步地,所述盒体于靠近所述出料开口的端部设置有出料开关组件;
9、出料开关组件包括出料开关杆,盒体上开设有出料滑动槽,出料开关杆通过出料弹性件设置于出料滑动槽内,且出料开关杆可相对盒体左右向滑动,出料开关杆上设置有若干个分别与若干个容纳空间对应的出料开关凸起,盒体和隔板上均设置有可收纳出料开关凸起的出料开关凹槽,当出料弹性件作用于出料开关杆位于盒体一端的极限位置时,出料开关凸起位于容纳空间内,当出料开关杆在外力作用下压缩出料弹性件位于盒体另一端的极限位置时,出料开关凸起则收纳于出料开关凹槽内,盒体的侧端贯穿开设有与出料滑动槽连通的出料锁定段;
10、每一容纳空间与对应的进料开关凸起、出料开关凸起共同形成有定位字模的所述定位区域。
11、进一步地,所述进料开关组件设置有两组,两组进料开关组件分别位于所述容纳空间上下两侧,且两组进料开关组件中的所述进料开关凸起在左右向上错位设置;
12、所述出料开关组件设置有两组,两组出料开关组件分别位于所述容纳空间前后两侧,且两组出料开关组件中的所述出料开关凸起在左右向上错位设置。
13、进一步地,所述盒体的后端部还设置有模具定位组件;
14、所述盒体上开设有模具定位腔和两个分别衔接于模具定位腔左右两端的定位连动腔;
15、所述模具定位组件包括模具定位板,模具定位板通过定位弹性件设置于模具定位腔内,模具定位板可相对所述盒体前后向移动,模具定位板的前端连接有若干组分别与若干个容纳空间对应的摸具定位凸起组,摸具定位凸起组包括若干个贯穿盒体内壁的模具定位凸起,模具定位板的两端均连接有位于定位连动腔的定位连动杆;
16、定位弹性件作用于模具定位板,使得:模具定位板及定位连动杆均位于靠近盒体前端的极限位置,且模具定位凸起穿过盒体内壁位于容纳空间内;
17、当模具定位板及定位连动杆在外力作用下压缩定位弹性件位于靠近盒体后端的极限位置时,模具定位凸起则收纳于盒体内壁内;
18、盒体的前端贯穿开设有与定位连动腔连通的定位锁定段。
19、车牌生产系统,包括压制系统,压制系统包括排模单元、传送单元、供模单元、冲压单元及如前任意一项所述的生产辅助装置;
20、所述排模单元能转动生产辅助装置,使得生产辅助装置在竖直状态下接收字模的按序排列,并能复位生产辅助装置的横向状态以便于传送单元的传送;
21、所述传送单元用于实现生产辅助装置在横向状态下的传送工作;
22、所述供模单元能将生产辅助装置中的字模推送至冲压单元的字模盒内或者辅助冲压单元字模盒内的字模被推送至生产辅助装置内;
23、所述冲压单元可移动字模盒,并能实现空白车牌的放置及冲压工作。
24、进一步地,所述传送单元包括传送带;
25、所述排模单元包括位于传送带一侧的排模定位框架和用于驱动排模定位框架转动的排模转动驱动装置,排模定位框架具有能容纳所述生产辅助装置的定位容纳腔,排模定位框架还具有与定位容纳腔连通的框架置入口,当排模定位框架处于横向状态时,框架置入口与传送带处于连通状态;
26、排模定位框架上还安装有进料解锁组件;
27、进料解锁组件包括进料解锁驱动装置,进料解锁驱动装置的输出端通过进料解锁连接架安装有可置入进料锁定段的进料解锁杆,当进料解锁杆作用进料开关杆压缩所述进料弹性件时,所述进料开关凸起收纳于所述进料开关凹槽内;
28、所述排模单元还包括排模移动组件,排模移动组件用于实现所述生产辅助装置在排模定位框架与所述传送带之间的移动。
29、进一步地,所述排模移动组件包括位于所述传送带另一侧的排模推入驱动装置,排模推入驱动装置的输出端连接有用于推动所述生产辅助装置的排模推入板;
30、所述排模移动组件还包括位于所述传送带一侧的排模推出驱动装置,排模推出驱动装置的输出端安装有排模推出架,排模推出架具有若干个能穿过所述排模定位框架的排模推出杆。
31、进一步地,所述进料锁定段的截面呈非圆形,相应地,进料解锁杆的截面呈非圆形。
32、进一步地,所述供模单元包括用于固定生产辅助装置的供模固定架;
33、供模固定架上安装有出料解锁组件和定位解锁组件;
34、所述出料解锁组件包括出料解锁驱动装置,出料解锁驱动装置的输出端通过出料解锁连接架安装有可置入出料锁定段的出料解锁杆,当出料解锁杆作用出料开关杆压缩所述出料弹性件时,所述出料开关凸起收纳于所述出料开关凹槽内;
35、定位解锁组件包括定位解锁驱动装置,定位解锁驱动装置的输出端通过定位解锁连接架安装有可置入定位锁定段的定位解锁杆,当定位解锁杆作用定位连动杆压缩所述定位弹性件时,所述模具定位凸起则收纳于盒体内壁内;
36、供模固定架上还安装有供模驱动装置,供模驱动装置的输出端连接有供模连接架,供模连接架具有若干个分别与若干个容纳空间对应且能穿过所述下推开口的供模推杆。
37、进一步地,所述出料锁定段的截面呈非圆形,相应地,出料解锁杆的截面呈非圆形;
38、所述定位锁定段的截面呈非圆形,相应地,定位解锁杆的截面呈非圆形。
39、车牌加工处理方法,其特征在于:包括的步骤是:采用权利要求1至4中任一项所述的车牌生产辅助装置;在压制字符工序中,先将字模按序排列在盒体中,再传送盒体至冲压单元中。
40、同现有技术相比较,本发明具有以下有益效果:
41、1、本发明所述的车牌生产辅助装置中,在排列字模时,通过进料开关凸起和模具定位凸起的设置,可用于调整定位区域进料端及内部的开放或者关闭状态,进而实现字模的接收和卡紧操作,这样,便于实现盒体对字模组的整体传送工作;在供给字模时,通过出料开关凸起和出料开关凸起的设置,可用于调整定位区域出料端及内部的开放或者关闭状态,进而实现字模的供料操作,通过进料开关凸起的设置,可辅助定位字模,避免字模在供料时发生意外偏移。
42、2、本发明所述的车牌生产系统中,生产辅助装置相当于周转盒,先将字模按序排列在盒体中,再传送盒体至冲压单元中以便于后续的冲压工作,如此,排列字模和压制字模则可同步且独立地进行操作,如此,可有效节省生产效率,保证生产质量。另外,也可将装有字模的周转盒(以完成压制工作的周转盒)进行回收处理并重新排列,如此,可仅对差异的字模进行置换,可减少不必要的重复操作,并进一步提高生产效率。其中,排模单元能实现生产辅助装置的转动以接收字模;供模单元能实现生产辅助装置的供模操作,可有效减少人工参与度,进而保障生产效率及生产质量。
本文地址:https://www.jishuxx.com/zhuanli/20240618/30695.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。