用钢字头打正时标识的防错工装的制作方法
- 国知局
- 2024-06-21 13:12:16
本发明涉及汽车零部件制造,具体是一种用于在曲轴法兰轴颈端面用钢字头打正时标识的防错工装。
背景技术:
1、正时记号是在安装正时皮带或者正时链条的时候,保证曲轴和凸轮轴角度一致的标记。正时记号对准,装配就正确,发动机就能正常运行;否则,如果正时错乱,就会使发动机无法正常工作,严重时会导致发动机故障,甚至损坏发动机。
2、而曲轴法兰盘端面上有两个销孔,一个位于曲轴的p6连杆颈方向,另一个在曲轴p6连杆颈的相反方向。安装正时皮带或者正时链条时,使用的是曲轴法兰盘端面上p6连杆颈方向的销孔定位,因此,要求标识“t”打在p6连杆颈方向销孔的下端,以确保安装方向正确。
3、目前,在曲轴法兰端沉孔上打正时标识“t”,还是采用最简单的办法:操作工一只手拿钢字头,另一只手拿榔头,直接在曲轴法兰端沉孔上p6连杆颈方向的销孔下端打标识“t”,而且打标识“t”的位置要靠操作工目测进行判断确定,主要存在以下缺陷:
4、(1)曲轴码放在料架上,料架有四层,每层可放五件曲轴,每个料架共计可放二十件曲轴。由于曲轴放置在料架上的方向是很随意的,p6连杆颈朝向在360°的任意方向均有可能,所以打字时,钢字头“t”需要随每件曲轴的p6连杆颈方向变化而进行相应的变化,如果操作工判断错误,将“t”字打在p6连杆颈的相反方向,将会造成装配线装配错误。
5、(2)由于钢字头的长度为55-70mm,直径大约10-12mm,比较细小,常常会出现榔头打在操作人员手上的现象,存在很大的安全风险。
6、(3)由于打正时标识时,法兰外圆端面已精磨加工,如果榔头打偏,落在法兰端面上,将会造成曲轴磕碰划伤甚至报废的风险,同时,钢字头打偏还会出现所打的“t”字有深有浅,标识不清现象。
技术实现思路
1、为克服现有技术的不同,本发明的发明目的在于提供一种用钢字头打正时标识的防错工装,以使操作人员可以方便快捷对曲轴法兰轴颈的端面打正时标识。
2、为实现上述发明目的,本发明防错工装的本体上安装有定位销和导向套,本体上带有与曲轴法兰轴颈的法兰端面沉孔相配合的凸台一,以及与法兰轴颈的法兰中心沉孔相配合的凸台二,将凸台二插入法兰中心沉孔内定位,以凸台二的中心为圆心旋转本体,使定位销转至位于曲轴水平中心线的上方、法兰轴颈端面上的销孔二处,将定位销插入销孔二内,直至凸台一端面与法兰端面沉孔的底部贴合,防错工装定位;防错臂为用钢板折弯90°而成,由防错臂一和防错臂二构成,防错臂一的左端焊接在本体上,右端伸出法兰轴颈以外,防错臂二与法兰轴颈保持有间隙,防错臂二的长度为防错工装定位后,防错臂二的前端伸出到达曲轴的第十二平衡块厚度的中间位置;导向套配有用于对字头进行轴向限位的限位螺钉。
3、所述本体的外形为长圆形,本体上带有台阶。
4、所述凸台一的外形为圆柱形,其半径r小于法兰轴颈的法兰端面沉孔半径,深度h大于法兰端面沉孔深度;凸台二的外形为圆柱形,凸台二与法兰轴颈的法兰中心孔滑动配合,凸台二的深度h小于法兰中心孔的深度,在凸台二的中间位置为挖空的型腔结构。
5、所述限位螺钉拧紧后螺钉头伸进导向套内孔内的深度为h2,且在字头的键槽长度l之间,键槽的深度为h3,h3>h2。
6、所述定位销与销孔二为间隙配合,定位销前端为圆弧形。
7、本发明与现有技术相比,可满足用钢字头对曲轴的法兰端面打正时标识,完全能够防止标识打错位置,即保护了曲轴法兰轴颈,又保护了操作人员自身的安全,结构简单,操作方便快捷,能有效减轻操作人员的劳动强度,提高作业效率及打正时标识质量。
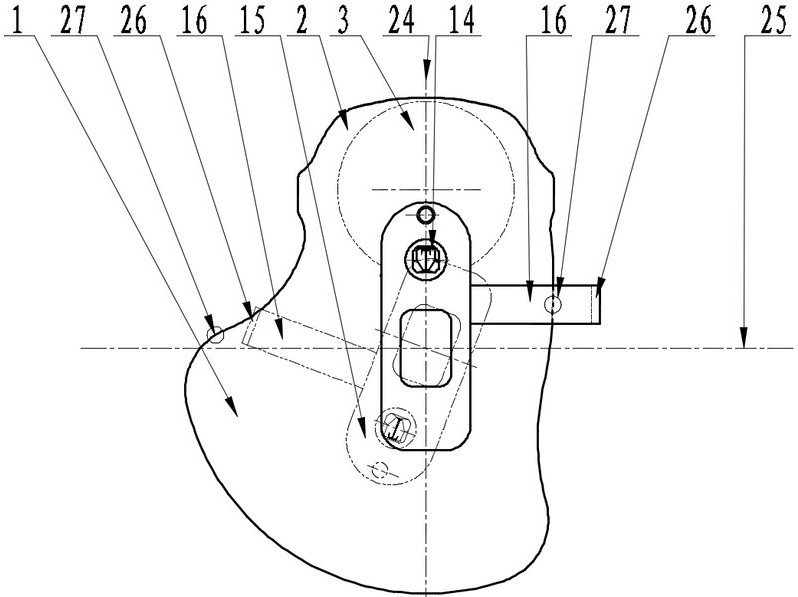
技术特征:1.一种用钢字头打正时标识的防错工装,其特征在于:所述防错工装的本体(11)上安装有定位销(10)和导向套(12),本体(11)上带有与曲轴(2)法兰轴颈(8)的法兰端面沉孔(9)相配合的凸台一(19),以及与法兰轴颈(8)的法兰中心沉孔(7)相配合的凸台二(20),将凸台二(20)插入法兰中心沉孔(7)内定位,以凸台二(20)的中心为圆心旋转本体(11),使定位销(10)转至位于曲轴(2)水平中心线(25)的上方、法兰轴颈(8)端面上的销孔二(5)处,将定位销(10)插入销孔二(5)内,直至凸台一(19)端面与法兰端面沉孔(9)的底部贴合,防错工装定位;防错臂为用钢板折弯90°而成,由防错臂一(16)和防错臂二(26)构成,防错臂一(16)的左端焊接在本体(11)上,右端伸出法兰轴颈(8)以外,防错臂二(26)与法兰轴颈(8)保持有间隙,防错臂二(26)的长度为防错工装定位后,防错臂二(26)的前端伸出到达曲轴(2)的第十二平衡块(1)厚度的中间位置;导向套(12)配有用于对字头(13)进行轴向限位的限位螺钉(21)。
2.根据权利要求1所述的用钢字头打正时标识的防错工装,其特征在于:所述本体(11)的外形为长圆形,本体(11)上带有台阶(28)。
3.根据权利要求1所述的用钢字头打正时标识的防错工装,其特征在于:所述凸台一(19)的外形为圆柱形,其半径r小于法兰轴颈(8)的法兰端面沉孔(9)半径,深度h大于法兰端面沉孔(9)深度;凸台二(20)的外形为圆柱形,凸台二(20)与法兰轴颈(8)的法兰中心孔(7)滑动配合,凸台二(20)的深度h小于法兰中心孔(7)的深度,在凸台二(20)的中间位置为挖空的型腔(18)结构。
4.根据权利要求1所述的用钢字头打正时标识的防错工装,其特征在于:所述限位螺钉(21)拧紧后螺钉头伸进导向套(12)内孔(22)内的深度为h2,且在字头(13)的键槽(23)长度l之间,键槽(23)的深度为h3,h3>h2。
5.根据权利要求1所述的用钢字头打正时标识的防错工装,其特征在于:所述定位销(10)与销孔二(5)为间隙配合,定位销(10)前端为圆弧形。
技术总结一种用钢字头打正时标识的防错工装,用于在曲轴法兰轴颈端面用钢字头打正时标识。本体上安装有定位销和导向套,本体上带有凸台一和凸台二,将凸台二插入法兰中心沉孔内定位,以凸台二中心为圆心旋转本体,使定位销转至位于曲轴水平中心线上方、法兰轴颈端面上的销孔二处,将定位销插入销孔二内,直至凸台一端面与法兰端面沉孔的底部贴合,防错工装定位;防错臂为用钢板折弯90°而成,防错臂一的左端焊接在本体上,右端伸出法兰轴颈以外,防错臂二与法兰轴颈保持有间隙,防错臂二的长度为防错工装定位后,防错臂二前端伸出到达曲轴的第十二平衡块厚度的中间位置;导向套配有限位螺钉。本发明完全能够防止标识打错位置,提高作业效率及质量。技术研发人员:肖梦婕受保护的技术使用者:襄阳福达东康曲轴有限公司技术研发日:技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240618/31608.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表