一种用于电池外壳的印字机及印字方法与流程
- 国知局
- 2024-07-05 15:43:21
本发明涉及电池外壳加工,特别地涉及一种用于电池外壳的印字机及印字方法。
背景技术:
1、目前市面上很多电动工具都采用锂电池供电,且多采用可拆卸锂电池。为了保证使用安全,会采用胶壳包裹锂电池。另外,为了方便使用及后续的维修。需要在电池外壳上印上电池型号以及生产编码等信息。
2、为了在电池外壳上留下清晰的印记,目前多采用凸面热压印的方式对电池外壳印字。通过压模压紧外壳产生印字,并通过在压模过程中加热软化外壳,以使得印字更深更清晰。
3、但是,为了具有较好的保护效果,电池外壳一般较厚,这导致热压印工序中加热软化时间过长,降低了电池外壳的生产效率。
技术实现思路
1、本发明提供一种用于电池外壳的印字机及印字方法,用于提高电池外壳的生产效率。
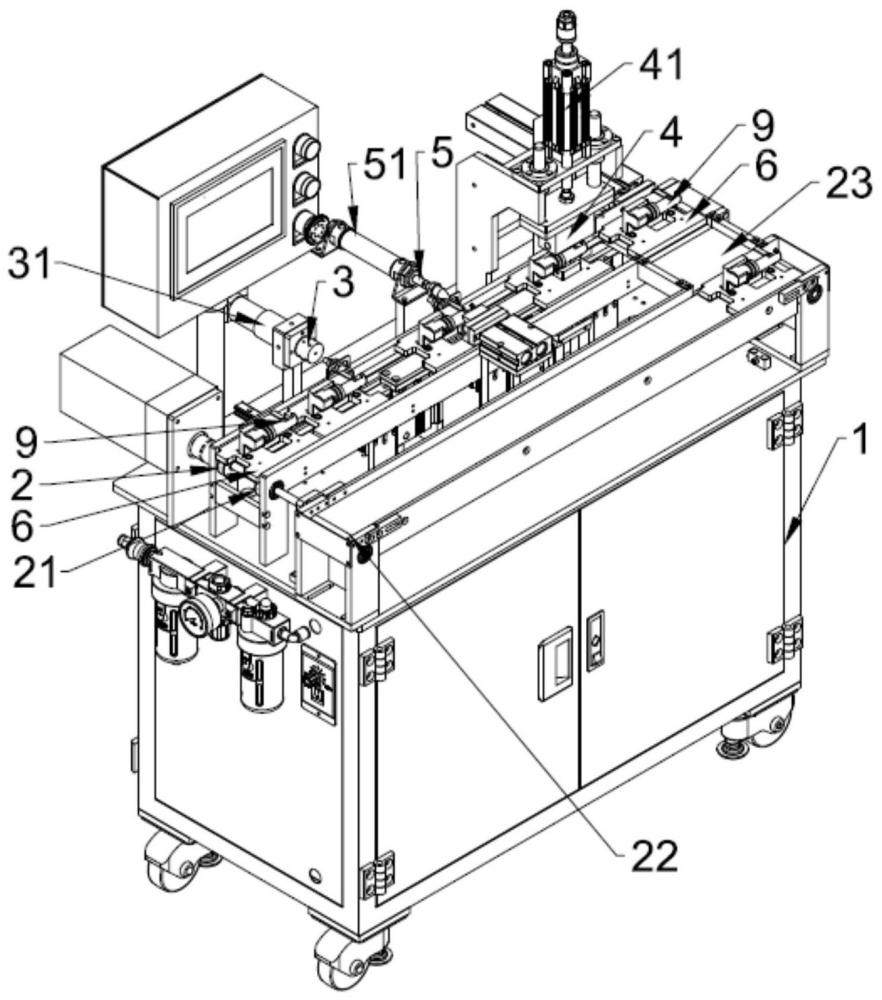
2、第一方面,本发明提供一种用于电池外壳的印字机,包括:架体;输送线,安装于架体且沿预设方向延伸,以用于承载并输送工件;加热软化组件,安装于架体并朝向输送线上的第一工位,以用于加热工件使工件软化;压字组件,安装于架体并朝向输送线上的第二工位,以用于压印工件,输送线能够将第一工位的工件输送至第二工位。
3、在一个实施方式中,压字组件包括第一伸缩件以及第一压模,第一压模安装于第一伸缩件的端部,第一压模连接有用于加热第一压模的第一加热装置。
4、在一个实施方式中,第一压模壳可拆卸的安装于第一伸缩件的端部。
5、在一个实施方式中,压字组件还包括第二伸缩件,第二伸缩件的端部安装有第二压模,第二压模与第一压模分别位于第二工位的相对两侧,第一伸缩件与第二伸缩件沿同一直线伸缩。
6、在一个实施方式中,架体上还安装有冷压组件,冷压组件朝向输送线上的第三工位,以用于将工件与相邻部件相连的定位连接部塑形,第三工位设于第一工位与第二工位之间。
7、在一个实施方式中,冷压组件包括安装于架体的冷压伸缩件,以及安装于架体的垫板伸缩件,冷压伸缩件靠近第三工位的一端连接有冷压头,垫板伸缩件靠近第三工位的一端连接有支撑垫板,支撑垫板与冷压头位于第三工位的相对两侧;冷压组件配置为在检测到存在工件传送至第三工位时,垫板伸缩件及冷压伸缩件均伸长以实现工件夹持于冷压头与支撑垫板之间。
8、在一个实施方式中,加热软化组件包括第三伸缩件,第三伸缩件安装于架体,第三伸缩件的伸缩端安装有吹风方向朝向第一工位的热风机,加热软化组件还包括第一传感器,第三伸缩件配置为在第一传感器检测到存在工件传送至第一工位时伸缩以将热风机靠近第一工位。
9、在一个实施方式中,印字机还包括沿输送线输送的工装板,工装板用于与工件相连并承载工件;架体在第二工位处设有第二定位伸缩件以及第二传感器,工装板设有第一定位结构,第二定位伸缩件设有定位件,第二定位伸缩件配置为在第二传感器检测到工件运输至第二工位时伸长,定位件与第一定位结构相配合以调整工装板的位置。
10、在一个实施方式中,输送线包括第一输送带以及第二输送带,第一输送带的末端与第二输送带的起始端相连,第一输送带的起始端与第二输送带的末端均与工件物料区相连,且第一输送带与第二输送带的运输方向相反。
11、在一个实施方式中,输送线还包括驱动装置,驱动装置的驱动轴与第一输送带相连,以驱动第一输送带沿第一方向输送;驱动装置的驱动轴还通过转向机构与第二输送带相连,以驱动第二输送带沿第二方向输送,第二方向与第一方向相反。
12、第二方面,本方面还提供了一种印字方法,应用于上述的印字机,所述印字方法包括以下步骤:在输送线将工件输送至第一工位时,控制加热软化组件对位于第一工位的工件加热,以实现工件软化;在输送线将第一工位的工件输送至第二工位时,控制压字组件对位于第二工位的工件压印。
13、与现有技术相比,本发明的优点在于,通过设置前后依次进行的第一工位与第二工位,可在工件经过第一工位时利用加热软化组件将工件加热软化,并在工件达到第二工位时利用压字组件对工件压字。由于压字工序与加热软化工序设置在两个不同的工位,可在对第二工位中工件压字的同时,完成第一工位中工件的加热软化,缩短了压字的时间,加快了加工节拍,提高了电池外壳的印字效率。
技术特征:1.一种用于电池外壳的印字机,其特征在于,其包括:
2.根据权利要求1所述的印字机,其特征在于,所述压字组件包括第一伸缩件以及第一压模,所述第一压模安装于所述第一伸缩件的端部,所述第一压模连接有用于加热所述第一压模的第一加热装置。
3.根据权利要求2所述的印字机,其特征在于,所述第一压模壳可拆卸的安装于所述第一伸缩件的端部。
4.根据权利要求2所述的印字机,其特征在于,
5.根据权利要求1或2所述的印字机,其特征在于,所述架体上还安装有冷压组件,所述冷压组件朝向所述输送线上的第三工位,以用于将所述工件与相邻部件相连的定位连接部塑形,所述第三工位设于所述第一工位与所述第二工位之间。
6.根据权利要求5所述的印字机,其特征在于,
7.根据权利要求1或2所述的印字机,其特征在于,所述加热软化组件包括第三伸缩件,所述第三伸缩件安装于架体,所述第三伸缩件的伸缩端安装有吹风方向朝向第一工位的热风机,所述加热软化组件还包括第一传感器,所述第三伸缩件配置为在所述第一传感器检测到存在工件传送至第一工位时伸缩以将所述热风机靠近所述第一工位。
8.根据权利要求1所述的印字机,其特征在于;
9.根据权利要求1所述的印字机,其特征在于,
10.根据权利要求9所述的印字机,其特征在于,
11.一种印字方法,其特征在于,应用于权利要求1-10任一项所述的印字机,所述印字方法包括以下步骤:
技术总结本发明涉及一种用于电池外壳的印字机及印字方法,涉及电子外壳加工技术领域。本发明的用于电池外壳的印字机,包括:架体;输送线,安装于架体且沿预设方向延伸,以用于承载并输送工件;加热软化组件,安装于架体并朝向输送线上的第一工位,以用于加热工件使工件软化;压字组件,安装于架体并朝向输送线上的第二工位,以用于压印工件,输送线能够将第一工位的工件输送至第二工位。可在工件经过第一工位时利用加热软化组件将工件加热软化,并在工件达到第二工位时利用压字组件对工件压字,可在对第二工位中工件压字前,在第一工位中完成工件的加热软化,缩短了第二工位压字的时间,提高了电池外壳的印字效率。技术研发人员:李安诚,冯东闯,苏笑禄,李常宏,刘东阳受保护的技术使用者:珠海格力智能装备有限公司技术研发日:技术公布日:2024/4/22本文地址:https://www.jishuxx.com/zhuanli/20240618/38143.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表