一种液体火箭发动机用金属贮箱毛坯的增材制造方法与流程
- 国知局
- 2024-06-20 14:29:18
本申请涉及一种液体火箭发动机用金属贮箱毛坯的增材制造方法,特别是采用激光熔化沉积成形技术制造获得构件幅面尺寸在以上球型贮箱的制造方法。
背景技术:
1、金属贮箱是姿轨控火箭发动机燃料贮藏的关键构件,通过外壁金属贮箱壳与橡胶内囊相结合实现气体与液体的共贮存,为挤压式姿轨发动机提供燃料供给,该种金属贮箱目前已有的制造方法采用锻件整体加工方式。
2、锻件整体加工由胎模锻造成形大余量毛坯,然后后采用机械加工成贮箱半球。一方面锻件毛坯单边壁厚高达到100mm以上,而最终加工后的产品壁厚仅有4~5mm,使得该产品制造的机加余量大,材料利用率极低,生产周期长、制造成本高;另一方面半球壳在锻造过程中,坯料不同部位变形不一致,致使不同区域力学性能不一致,易形成力学性能薄弱部位,锻造毛坯成品率低且影响产品质量可靠性。
技术实现思路
1、本申请解决的技术问题是:克服现有技术的不足,提供了一种液体火箭发动机用金属贮箱毛坯的增材制造方法,借助激光增材成形设备,采用激光熔化沉积成形技术,以姿轨控发动机用tc4钛合金材料球型金属贮箱的激光增材制造为对象,拆解所述三维毛坯模型为若干模块,逐模块规划成形路径,解决发动机金属贮箱毛坯的高效快捷、高性能、高可靠制造问题。
2、本申请的技术解决方案是:一种液体火箭发动机用金属贮箱毛坯的增材制造方法,包括:
3、根据待制造金属贮箱构件的设计蓝图构建增材制造金属贮箱的三维毛坯模型;
4、拆解所述三维毛坯模型为若干模块,逐模块规划成形路径,得到完成成形路径规划的无参数赋值的切片毛坯模型;
5、在无参数赋值的切片毛坯模型上,根据模块特征赋值不同成形工艺参数包,得到参数赋值的切片毛坯模型;
6、根据所述参数赋值的切片毛坯模型,按参数赋值的成形路径输出数控系统可读取的赋值加工程序;
7、将所述赋值加工程序读取至数控系统进行金属贮箱毛坯的成形加工,完成成形三维毛坯模型各模块。
8、进一步地,所述拆解所述三维毛坯模型包括:
9、确定金属贮箱构件的成形方向,按预设角度要求摆放三维毛坯模型,依据激光熔化沉积成形工艺特性要求和毛坯结构特征要求对三维毛坯模型进行模块化拆解。
10、进一步地,所述金属贮箱构件的成形方向为金属贮箱构件上悬垂角度小于70°的结构最少的方向。
11、进一步地,所述激光熔化沉积成形工艺特性要求包括激光熔化沉积稳定成形角度不小于70°。
12、进一步地,毛坯结构特征要求包括:对存在超过1处以上悬垂角度小于70°的结构进行拆分,保证拆分后每个模块仅存在最多不超过1处悬垂角度小于70°的结构。
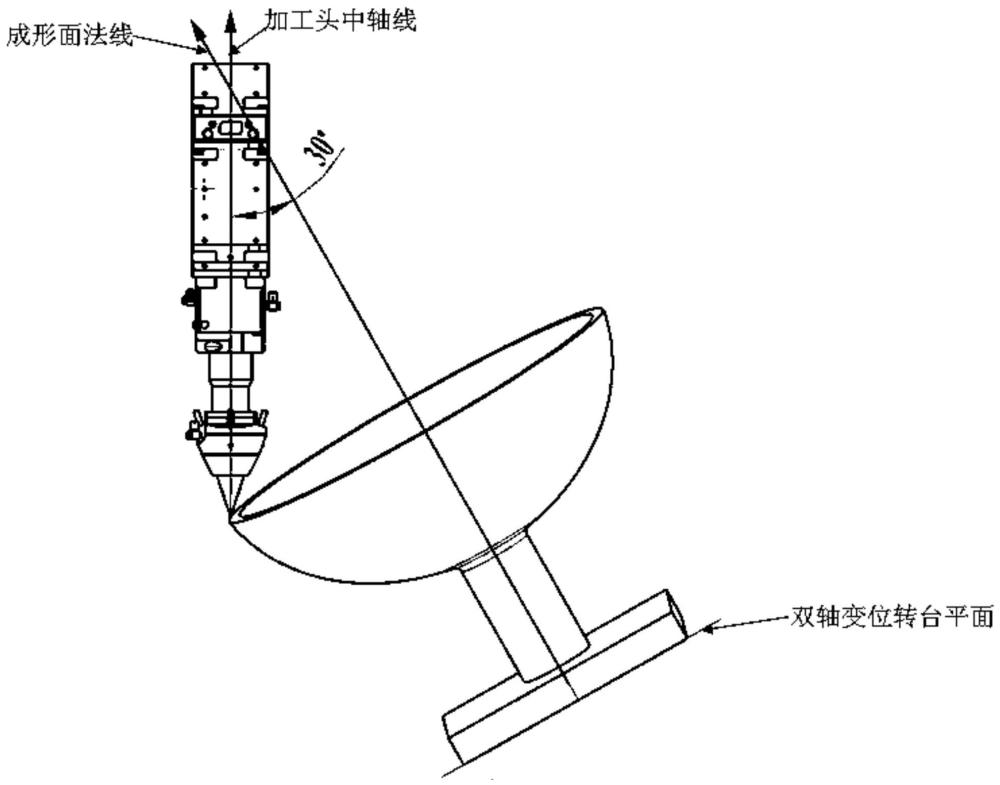
13、进一步地,所述逐模块规划成形路径包括:对拆分后的每个模块指定模型切片参考线和成形方向引导线,然后对无参数赋值的成形路径进行填充,保证每层加工面法线与加工头轴线夹角不大于30°,依次逐个完成对每个模块的路径规划。
14、进一步地,所述模块特征包括每个模块的路径规划特征和结构几何尺寸特征。
15、一种用于进行所述的液体火箭发动机用金属贮箱毛坯的增材制造方法的五轴联动增材数控系统,包括双轴变位机与加持打印加工头的三轴数控机床,其中三轴数控机床的加工原点与双轴变位机零点重叠;根据接收的赋值加工程序,双轴变位机不断翻转配合三轴数控机床协同实现预设成形路径,完成成形三维毛坯模型。
16、进一步地,所述赋值加工程序的生成包括:
17、根据待制造金属贮箱构件的设计蓝图构建增材制造金属贮箱的三维毛坯模型;
18、拆解所述三维毛坯模型为若干模块,逐模块规划成形路径,得到完成成形路径规划的无参数赋值的切片毛坯模型;
19、在无参数赋值的切片毛坯模型上,根据模块特征赋值不同成形工艺参数包,得到参数赋值的切片毛坯模型;
20、根据所述参数赋值的切片毛坯模型,按参数赋值的成形路径输出数控系统可读取的赋值加工程序。
21、一种计算机可读存储介质,所述的计算机可读存储介质存储有计算机程序,所述的计算机程序被处理器执行时实现所述液体火箭发动机用金属贮箱毛坯的增材制造方法的步骤。
22、本申请与现有技术相比的优点在于:
23、(1)采用激光熔化沉积成形的方法制造火箭发动机用金属贮箱毛坯构件,通过三维模型即可实现金属贮箱毛坯的近净成形,极大地提高了材料利用率,相比锻件加工周期降低一半以上,且只需1台激光熔化沉积设备即可完成整个成形过程,人力物力成本极大降低。
24、(2)激光熔化沉积成形金属贮箱毛坯内部无宏观偏析,不同部位组织结构无显著差别,内部组织晶粒细小,力学性能优良,完全达到锻件标准要求,避免了锻件因塑性变形不均匀导致的组织性能不均匀问题。
25、(3)通过该金属贮箱构件的激光熔化沉积制造,验证了该技术在液体火箭发动机箱体类构件制造上应用的可行性,为大尺寸箱体类构件增材制造的工程化应用研究积累了大量的技术经验。
技术特征:1.一种液体火箭发动机用金属贮箱毛坯的增材制造方法,其特征在于,包括:
2.根据权利要求1所述的一种液体火箭发动机用金属贮箱毛坯的增材制造方法,其特征在于,所述拆解所述三维毛坯模型包括:
3.根据权利要求2所述的一种液体火箭发动机用金属贮箱毛坯的增材制造方法,其特征在于,所述金属贮箱构件的成形方向为金属贮箱构件上悬垂角度小于70°的结构最少的方向。
4.根据权利要求2所述的一种液体火箭发动机用金属贮箱毛坯的增材制造方法,其特征在于,所述激光熔化沉积成形工艺特性要求包括激光熔化沉积稳定成形角度不小于70°。
5.根据权利要求2所述的一种液体火箭发动机用金属贮箱毛坯的增材制造方法,其特征在于,毛坯结构特征要求包括:对存在超过1处以上悬垂角度小于70°的结构进行拆分,保证拆分后每个模块仅存在最多不超过1处悬垂角度小于70°的结构。
6.根据权利要求2所述的一种液体火箭发动机用金属贮箱毛坯的增材制造方法,其特征在于,所述逐模块规划成形路径包括:对拆分后的每个模块指定模型切片参考线和成形方向引导线,然后对无参数赋值的成形路径进行填充,保证每层加工面法线与加工头轴线夹角不大于30°,依次逐个完成对每个模块的路径规划。
7.根据权利要求1所述的一种液体火箭发动机用金属贮箱毛坯的增材制造方法,其特征在于,所述模块特征包括每个模块的路径规划特征和结构几何尺寸特征。
8.一种用于进行权利要求1~7任一项所述的液体火箭发动机用金属贮箱毛坯的增材制造方法的五轴联动增材数控系统,其特征在于,包括双轴变位机与加持打印加工头的三轴数控机床,其中三轴数控机床的加工原点与双轴变位机零点重叠;根据接收的赋值加工程序,双轴变位机不断翻转配合三轴数控机床协同实现预设成形路径,完成成形三维毛坯模型。
9.根据权利要求8所述的五轴联动增材数控系统,其特征在于,所述赋值加工程序的生成包括:
10.一种计算机可读存储介质,所述的计算机可读存储介质存储有计算机程序,其特征在于,所述的计算机程序被处理器执行时实现如权利要求1~权利要求7任一所述方法的步骤。
技术总结一种液体火箭发动机用金属贮箱毛坯的增材制造方法,包括:建立适用于多轴联动激光熔化沉积成形的金属贮箱构件的三维毛坯模型;拆解三维毛坯模型,逐模块规划成形路径,得到无参数赋值的切片毛坯模型,根据模块特征赋值不同成形工艺参数包;在激光熔化成形设备上空程运行加工程序,检查路径执行的准确性、干涉情况;控制成形过程气氛和加工路径,通过双轴变位机往复翻转实现预定设计成形路径;回收舱内粉末,带基板整体进行退火处理;分离基板和贮箱毛坯构件;对完成加工的金属贮箱进行质量和性能检测。本发明采用激光熔化沉积成形技术与五轴联动激光增材制造设备,实现液体火箭发动机用金属贮箱毛坯的高效、高可靠性批量制造。技术研发人员:杨欢庆,牛强,彭东剑,王云,李一岩,成党顺受保护的技术使用者:西安航天发动机有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10391.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表