一种复杂水腔砂芯垂直分型模的结构及其射芯方法与流程
- 国知局
- 2024-06-20 14:31:31
本发明涉及砂芯铸造,尤其涉及一种复杂水腔砂芯垂直分型模的结构及其射芯方法。
背景技术:
1、复杂水腔砂芯在铸造工艺中,指为了获得零件的内腔形状,预先用轻易成型的材料做成整体,射入易成形的砂粒然后加热硬化后取出成形的砂芯,就形成了一个和零件结构尺寸一样的内腔砂芯,然后在该内腔砂芯周围浇注流动性液体,该液体冷却凝固之后清出内腔中的砂,就能形成和模具外形结构完全一样的内腔形状。
2、传统水腔砂芯铸造均采用树脂砂木模手工造型,对工人的技能要求高,造芯质量不稳定。
技术实现思路
1、本发明的目的在于提供一种复杂水腔砂芯垂直分型模的结构及其射芯方法,旨在解决现有技术中的水腔砂芯铸造对工人的技能要求高,造芯质量不稳定的技术问题。
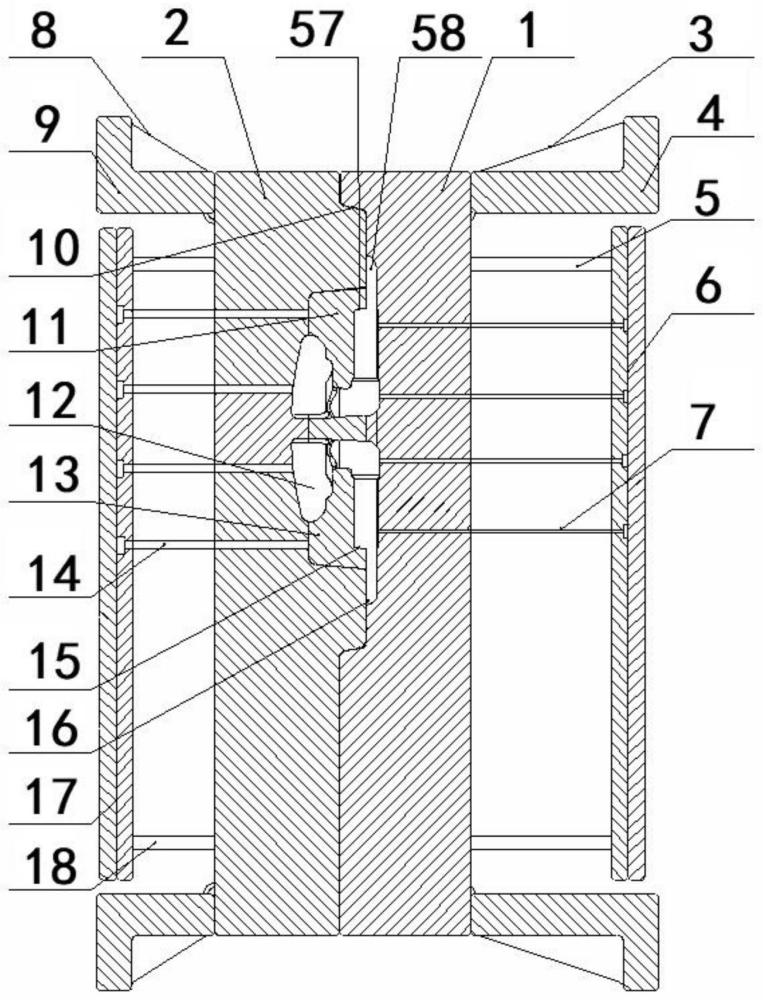
2、为实现上述目的,本发明采用的一种复杂水腔砂芯垂直分型模的结构,包括动模、定模、四根定模加热管、四根动模加热管、第二顶芯板、第二顶芯杆、第二导向柱、第一顶芯杆、第一顶芯板、第一导向柱、第一活块组、第二活块组、第三芯头、第四芯头和砂芯,所述动模具有第一射砂口、第二射砂口、第四射砂口、第五射砂口、第六射砂口和第七射砂口,所述定模具有第一射砂口、第二射砂口和第三射砂口,且两个所述第一射砂口相适配,两个所述第二射砂口相适配,所述定模设置于所述动模的左侧,每根所述动模加热管分别设置于所述动模的内侧,且多根所述动模加热管逐层水平放置,每根所述定模加热管分别设置于所述定模的内侧,且多根所述定模加热管逐层水平放置,所述第一活块组与所述砂芯连接,并位于所述第四芯头的左侧,所述第二活块组与所述砂芯连接,并位于所述第三芯头的左侧,所述砂芯具有九个第一顶芯孔和八个第二顶芯孔,所述第四射砂口的一侧设有三个第三顶芯孔,所述第五射砂口的一侧设有三个第四顶芯孔,所述第一顶芯板设置于所述定模的左侧,所述第一顶芯板的四个角均设置有所述第一导向柱,所述第一顶芯杆与所述第一顶芯板连接,且所述第一顶芯杆与所述第一顶芯孔相适配,所述第二顶芯板设置于所述动模的右侧,所述第二顶芯板的四个角均设置有所述第二导向柱。
3、其中,所述复杂水腔砂芯垂直分型模的结构还包括两个活动吊耳,所述动模和所述定模的顶面均螺纹连接有所述活动吊耳。
4、其中,所述复杂水腔砂芯垂直分型模的结构还包括多个动模加强筋、两个动模底座、多个定模加强筋和两个定模底座,两个所述动模底座均与所述动模固定连接,并分别位于所述动模的两侧,每个所述动模底座上均设置有六个所述动模加强筋,每个所述动模底座具有四个第二底座连接槽,两个所述定模底座均与所述定模固定连接,并分别位于所述定模的两侧,每个所述定模底座上均设置有六个所述定模加强筋,每个所述定模底座具有四个第一底座连接槽。
5、其中,所述定模的两侧均设置有定位销孔,所述动模的两侧均设置有动模销孔,且所述定位销孔与所述动模销孔相适配。
6、其中,所述复杂水腔砂芯垂直分型模的结构还包括第一芯头和第二芯头,所述动模中的所述第一射砂口、所述第二射砂口为所述第一芯头和所述第二芯头的右半模,所述第四射砂口设置于所述第一射砂口的前侧,所述定模中的所述第一射砂口、所述第二射砂口为所述第一芯头和所述第二芯头的左半模,所述第三射砂口设置于所述第一射砂口和所述第二射砂口之间。
7、其中,所述第一活块组包括第一活块和第二活块,所述第一活块具有第一销孔,所述第二活块具有第二销孔,所述第一活块和所述第二活块分别与所述砂芯连接;
8、所述第二活块组包括第三活块和第四活块,所述第三活块具有第三销孔,所述第四活块具有第四销孔,所述第三活块和所述第四活块分别与所述砂芯连接;
9、所述复杂水腔砂芯垂直分型模的结构还包括第五活块,所述第五活块具有第五销孔,所述第五活块分别与所述第一活块和所述第四活块连接,并位于所述第一活块和所述第四活块之间。
10、其中,所述定模和所述动模之间具有异形分模线,所述第一芯头的左侧具有第一排气槽,所述第二芯头的右侧具有第七排气槽,所述动模的左侧具有第二排气槽,所述第四芯头的下侧具有第三排气槽和第四排气槽,所述第三芯头的下侧具有第五排气槽和第六排气槽,所述第二排气槽、所述第三排气槽、所述第四排气槽、所述第五排气槽和所述第六排气槽与所述异形分模线相连通。
11、本发明还提供一种复杂水腔砂芯垂直分型模的射芯方法,包括如下步骤:
12、将所述复杂水腔砂芯垂直分型模的结构安装在垂直分模射芯机上;
13、开启垂直分模射芯机,往水腔砂芯模内射砂,保温固化后形成所述砂芯。
14、本发明的一种复杂水腔砂芯垂直分型模的结构及其射芯方法,所述动模中间逐层设有四根均布并前后贯通的所述动模加热管;所述定模中间逐层设有四根均布并前后贯通所述定模加热管;所述动模加热管、所述定模加热管一侧引出接线头;在制造水腔砂芯时,预先通过产品铸件图设计复杂水腔砂芯模的结构,根据水腔砂芯结构尺寸大小和射砂量大小选用合适的垂直分模射芯机,将所述第一活块组、所述第二活块组安装到位,对所述动模加热管、所述定模加热管通电,开启垂直分模射芯机往所述砂芯内射砂,保温固化后形成水腔砂芯;通过设计水腔砂芯的热射芯模结构,改变了传统手工制芯,采用射芯机设备连接热芯盒模具并加热、射砂、保温、硬化来实现水腔砂芯的造型,并能降低工人的技能要求和减轻工人的劳动力,提高生产效率。
技术特征:1.一种复杂水腔砂芯垂直分型模的结构,其特征在于,
2.如权利要求1所述的复杂水腔砂芯垂直分型模的结构,其特征在于,
3.如权利要求1所述的复杂水腔砂芯垂直分型模的结构,其特征在于,
4.如权利要求1所述的复杂水腔砂芯垂直分型模的结构,其特征在于,
5.如权利要求1所述的复杂水腔砂芯垂直分型模的结构,其特征在于,
6.如权利要求1所述的复杂水腔砂芯垂直分型模的结构,其特征在于,
7.如权利要求5所述的复杂水腔砂芯垂直分型模的结构,其特征在于,
8.一种复杂水腔砂芯垂直分型模的射芯方法,采用如权利要求1所述的复杂水腔砂芯垂直分型模的结构,其特征在于,包括如下步骤:
技术总结本发明涉及砂芯铸造技术领域,具体涉及一种复杂水腔砂芯垂直分型模的结构及其射芯方法;包括动模、定模、四根定模加热管、四根动模加热管、第二顶芯板、第二顶芯杆、第二导向柱、第一顶芯杆、第一顶芯板、第一导向柱、第一活块组、第二活块组、第三芯头、第四芯头和砂芯,动模具有第一射砂口、第二射砂口、第四射砂口、第五射砂口、第六射砂口和第七射砂口,定模具有第一射砂口、第二射砂口和第三射砂口,砂芯具有九个第一顶芯孔和八个第二顶芯孔,第四射砂口的一侧设有三个第三顶芯孔,第五射砂口的一侧设有三个第四顶芯孔,通过上述结构,实现降低工人的技能要求和减轻工人的劳动力,提高生产效率。技术研发人员:廖宏,熊晏锋,潘本伦,刘茂源,邵涛,李荣可,杨璐瑶受保护的技术使用者:重庆江增船舶重工有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10471.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表