提高出品率的角件浇铸模具的制作方法
- 国知局
- 2024-06-20 14:31:28
本技术涉及浇铸浇道工艺领域,具体是一种提高出品率的角件浇铸模具。
背景技术:
1、现有集装箱角件的浇铸浇道工艺,目前通常采取的是直浇道和侧浇道两种模式,都存在明显的缺陷,严重制约着浇铸的一次出品率。
2、1、常用直浇道工艺设计,出品率较高、机械性能好,但角件铸件缺陷较多,易变型、粘砂、破箱、表面渣孔多,修补率高,合格率低。
3、2、常用侧浇道工艺设计,出品率较低、机械性能不稳定,角件铸件表面缺陷较较直浇道略好。
4、3、常用直、侧浇道设计采用浇道截面一样大小,浇铸过程中高温钢水直接下流,冲刷过滤滤网,网片易受冲击而造成破损,继而破损滤网变渣,后续钢水浇铸便无滤网来过滤渣和杂物,角件铸件易有夹渣、夹杂等缺陷产生,不良品率高。
5、4、原直型浇冒口设计,高温钢水在短时间内降温明显,补缩剂无法有效的进行浇铸补缩,不良品率高。
技术实现思路
1、本实用新型为了解决现有技术的问题,提供了一种提高出品率的角件浇铸模具,能够提高滤网过滤效果,减少铸件夹渣缺陷,降低生产成本。
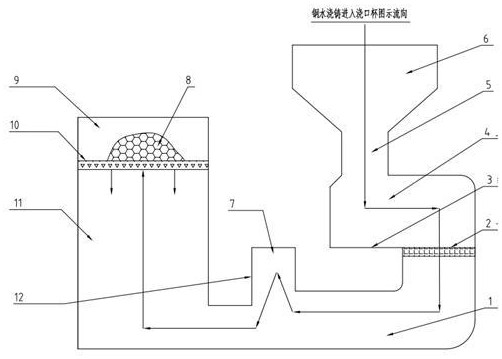
2、本实用新型提供了一种提高出品率的角件浇铸模具,包括上横浇道和下横浇道,上横浇道一端设置有缓冲平台,缓冲平台上方通过节流浇道连接有浇口杯,上横浇道另一端通过竖直浇道连接到下横浇道的一端,竖直浇道中设置有过滤网;下横浇道另一端连接有冒口室,冒口室上方设置有冒口自爆室,冒口室和冒口自爆室之间通过自爆砂片隔离,自爆砂片上放置有补缩保温剂。
3、进一步改进,下横浇道中央设置有引流室,引流室内设置有二次挡渣条。
4、进一步改进,所述节流浇道的水平截面积为上横浇道和下横浇道竖直截面积的三分之一。
5、本实用新型还提供了一种提高出品率的角件浇铸模具的浇铸方法,包括以下步骤:
6、1)钢水通过浇口杯浇入,经过节流浇后撞击在缓冲平台上;
7、2)撞击后的钢水缓冲后以自溢流的方式流过过滤网,进入下横浇道;
8、3)钢水在下横浇道的流转过程中,由于受浮力和截面的影响,浮渣上浮并导入引流室,进行二次滤渣,滤渣后流入冒口室;
9、4)随着冒口室内的钢水不断流入,液位升高,冒口室腔容积变化,压强提高,随着压力和高温的作用,冒口室上截面布置的自爆砂片自动爆裂;受冒口室和自爆室的容积变化,钢水流入迅增,同时随着自爆砂片的爆裂,冒口自爆室内预置的补缩剂撒入钢水,对铸件起到补缩作用。
10、本实用新型有益效果在于:
11、1、采用节流浇道和上、下横浇道转向布局,缓冲台和上横浇道的组合,能降低钢水垂直冲击能,使得钢水能以自溢流的方式,流过过滤网,缓冲钢水对滤网的冲击,提高过滤网的使用效果,确保滤网的滤渣功能,减少铸件夹渣等缺陷。
12、2、采用钢水挡渣条和引流室设计,钢水在下横浇道的流转过程中,由于受浮力和截面的影响,浮渣上浮并导入引流室,达到二次滤渣的效果,增加钢水集渣效果,减少铸件的夹渣、夹杂等缺陷。
13、3、采用冒口自爆室和自爆砂片的优化组合,提高补缩剂的补缩效果,降低铸件的缩松、缩孔等缺陷,降低补缩剂的使用量,降低生产成本。
14、4、项目节流浇道的优化,在于比上、下横浇道的截面设计小1/3左右,可减少高温钢水浇入流量、降低钢水流速,同时上、下横浇道截面的不同设计,可降低钢水的过程变化,达到浇铸理论设计的追求效果。
技术特征:1.一种提高出品率的角件浇铸模具,其特征在于:包括上横浇道和下横浇道,上横浇道一端设置有缓冲平台,缓冲平台上方通过节流浇道连接有浇口杯,上横浇道另一端通过竖直浇道连接到下横浇道的一端,竖直浇道中设置有过滤网;下横浇道另一端连接有冒口室,冒口室上方设置有冒口自爆室,冒口室和冒口自爆室之间通过自爆砂片隔离,自爆砂片上放置有补缩保温剂。
2.根据权利要求1所述的提高出品率的角件浇铸模具,其特征在于:下横浇道中央设置有引流室,引流室内设置有二次挡渣条。
3.根据权利要求1所述的提高出品率的角件浇铸模具,其特征在于:所述节流浇道的水平截面积为上横浇道和下横浇道竖直截面积的三分之一。
技术总结本技术提供了一种提高出品率的角件浇铸模具,包括上横浇道和下横浇道,上横浇道一端设置有缓冲平台,缓冲平台上方通过节流浇道连接有浇口杯,上横浇道另一端通过竖直浇道连接到下横浇道的一端,竖直浇道中设置有过滤网;下横浇道另一端连接有冒口室,冒口室上方设置有冒口自爆室,冒口室和冒口自爆室之间通过自爆砂片隔离,自爆砂片上放置有补缩保温剂。本技术能够提高滤网过滤效果,减少铸件夹渣缺陷,降低生产成本。技术研发人员:吴永峰受保护的技术使用者:江苏环海机械科技有限公司技术研发日:20230918技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10469.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表