一种提高节Ni型不锈钢焊接热影响区性能的方法
- 国知局
- 2024-06-20 14:04:39
本发明属于不锈钢热加工,具体涉及一种提高节ni型不锈钢焊接热影响区性能的方法。
背景技术:
1、含ni不锈钢不仅具有优良的塑韧性和焊接性,而且耐腐蚀性能也较好,以mn代替ni能够有效稳定奥氏体,提高n的溶解度,增强不锈钢强度和耐腐蚀性能。因此以mn替ni的不锈钢逐渐成为先进钢铁研究中的热点。由于以mn替ni不锈钢中mn/n配比的不同导致不锈钢呈现不同的焊接性,因此焊后焊接热影响区呈现不同的力学性能和腐蚀性能等。然而,由于低热输入条件下焊后容易导致焊接热影响区的奥氏体来不及从铁素体相中析出,存在铁素体相体积分数较高的特点,容易导致焊接热影响区发生脆性断裂和耐腐蚀性降低,严重制约了焊接件的应用发展。
2、中国专利cn114959447a公开了一种高n低ni节约型双相不锈钢及其高性能焊接热影响区热加工方法,在2.85kj/mm~2.95kj/mm热输入范围进行焊接热循环处理,得到的焊接热影响区的点蚀电位eb≥0.93,晶间敏感值ra≤0.31%,在热输入为0.45kj/mm~0.95kj/mm时,获得的焊接热影响区的抗拉强度rm≥796mpa,延伸率a≥32%,焊接热影响区的冲击功大于等于57j,该发明焊接热影响区的力学性能和耐腐蚀性能较低,不能满足焊接性能需要。
技术实现思路
1、针对上述现有技术的缺点,本发明提出一种提高节ni型不锈钢焊接热影响区性能的方法。本发明通过优化mn/n配比、调控热输入量,从而使得焊接件的焊接热影响区具有优异的综合性能。
2、为实现上述目的,本发明采取的技术方案为:一种提高节ni型不锈钢焊接热影响区性能的方法,包括如下步骤:
3、(1)按照质量百分比为c:0.01~0.02%、si:0.04~0.21%、mn:2.20%或8.01%、cr:21.99~23.62%、ni:0.03~5.36%、mo:0.82~2.82%、cu:0.13~0.52%、n:0.45%或0.67%、p:≤0.01%、s:≤0.01%,余量为fe和不可避免的杂质,mn/n比为3.28或17.8;在真空熔炼炉中熔炼,得到不锈钢坯;
4、(2)将不锈钢坯依次进行锻造、轧制、固溶处理,然后水冷至室温得到试样;
5、(3)将试样加工成60mm×10mm×10mm的预压试样,对其进行焊接热模拟实验,控制大热输入范围为3.12kj/mm~5.89kj/mm,同时设定峰值温度在1325℃。
6、作为本发明的优选实施方案,所述大热输入范围为4.65kj/mm~5.355kj/mm。
7、作为本发明的优选实施方案,所述锻造的始锻温度为1100~1150℃,终锻温度≥950℃,锻造比为3.5-5。
8、作为本发明的优选实施方案,所述轧制的开轧温度为1050~1130℃,终轧温度≥960℃,轧制结束后水冷再进行固溶处理。
9、作为本发明的优选实施方案,所述固溶处理的温度为950℃~1200℃,时间为10min~40min。
10、与现有技术相比,本发明的有益效果为:
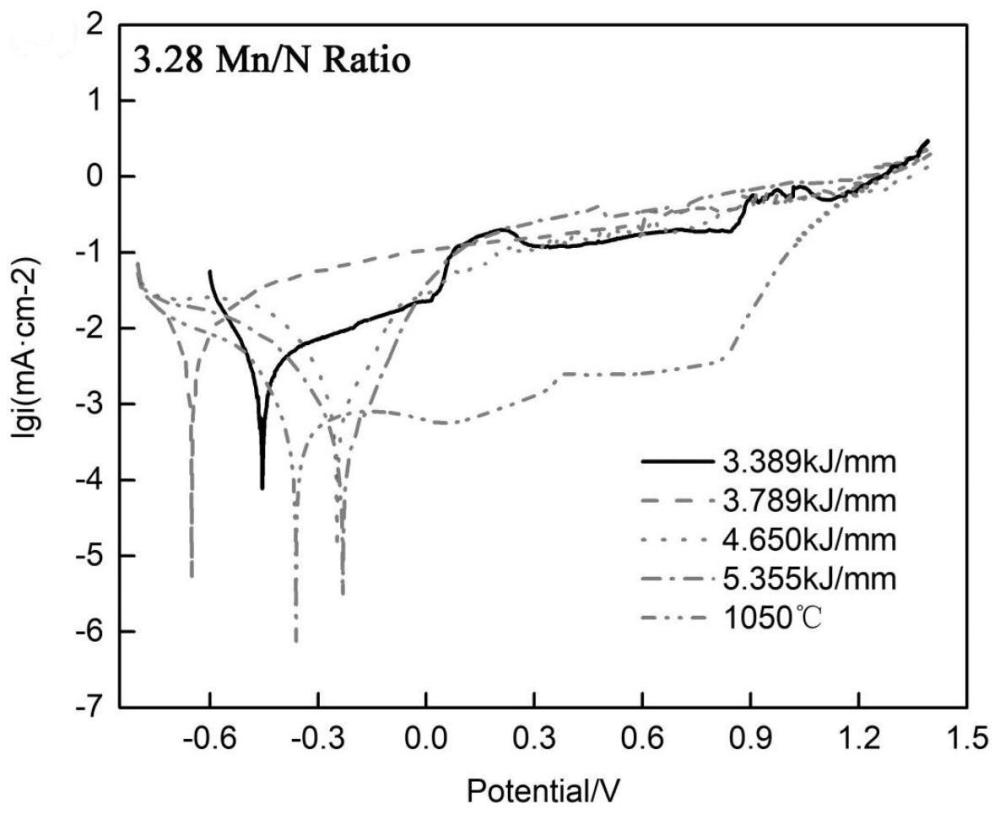
11、本发明通过对mn/n配比以及大热输入功率的结合调配,在大热输入为4.65kj/mm~5.355kj/mm范围内,对mn/n配比为3.28的试样进行焊接热循环处理,焊接热影响区的点蚀电位eb≥1.13v,晶间敏感值ra≤0.022%,冲击功≥170j,抗拉强度rm≥750mpa,屈服强度rp0.2≥1000mpa,延伸率a≥40%,试样具有优异的力学性能和良好的耐腐蚀性能。
12、在热输入为3.789kj/mm~5.355kj/mm范围内,对mn/n配比为17.8的试样进行焊接热循环处理,所得到试样的点蚀电位eb≥1.11v,晶间敏感值ra≤0.1%,试样具有优异的耐腐蚀性能。
技术特征:1.一种提高节ni型不锈钢焊接热影响区性能的方法,其特征在于,包括如下步骤:
2.如权利要求1所述提高节ni型不锈钢焊接热影响区性能的方法,其特征在于,所述大热输入范围为4.65kj/mm~5.355kj/mm。
3.如权利要求2所述提高节ni型不锈钢焊接热影响区性能的方法,其特征在于,所述锻造的始锻温度为1100~1150℃,终锻温度≥950℃,锻造比为3.5-5。
4.如权利要求2所述提高节ni型不锈钢焊接热影响区性能的方法,其特征在于,所述轧制的开轧温度为1050~1130℃,终轧温度≥960℃,轧制结束后水冷再进行固溶处理。
5.如权利要求2所述提高节ni型不锈钢焊接热影响区性能的方法,其特征在于,所述固溶处理的温度为950℃~1200℃,时间为10min~40min。
技术总结本发明公开一种提高节Ni型不锈钢焊接热影响区性能的方法,属于不锈钢热加工技术领域。本发明调控节Ni型不锈钢的Mn/N比为3.28或17.8,将节Ni型不锈钢原料依次进行熔炼、锻造、轧制、固溶处理,然后控制大热输入范围为3.12kJ/mm~5.89kJ/mm进行焊接热模拟实验来提高不锈钢的焊接性。所述焊接件在热输入为4.56kJ/mm~5.82kJ/mm范围内,对Mn/N配比为3.28的试样进行焊接热循环处理,焊接热影响区的点蚀电位Eb≥1.13V,晶间敏感值Ra≤0.022%,冲击功≥170J,抗拉强度Rm≥750MPa,屈服强度Rp0.2≥1000MPa,延伸率A≥40%;在热输入为3.789kJ/mm~5.355kJ/mm范围内,Mn/N配比为17.8的试样,所得的焊接热影响区的点蚀电位Eb≥1.11V,晶间敏感值Ra≤0.1%。技术研发人员:杨银辉,杨晴,夏高令,吴诗裕,祁宇,曹建春受保护的技术使用者:昆明理工大学技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240619/9470.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表