一种管筒类铸件用双面模具的制作方法
- 国知局
- 2024-06-20 14:43:28
本发明属于砂型铸造,具体涉及一种管筒类铸件用双面模具。
背景技术:
1、常规砂型铸造模具一般分为上模和下模,如图1和图2所示,为两个独立的模具,在造型时需要先放入下模44、下砂箱22,造下箱,然后翻箱放入上模3、上砂箱1,再造上箱,在砂箱做好标记后,打开砂箱去除模具。同时管筒类铸件需要使用芯盒制作型芯5,此方法在操作时较为繁琐,同时上下模频繁开合容易磨损导致出现错型。
技术实现思路
1、本发明目的在于提供一种管筒类铸件用双面模具,以克服上述技术缺陷。
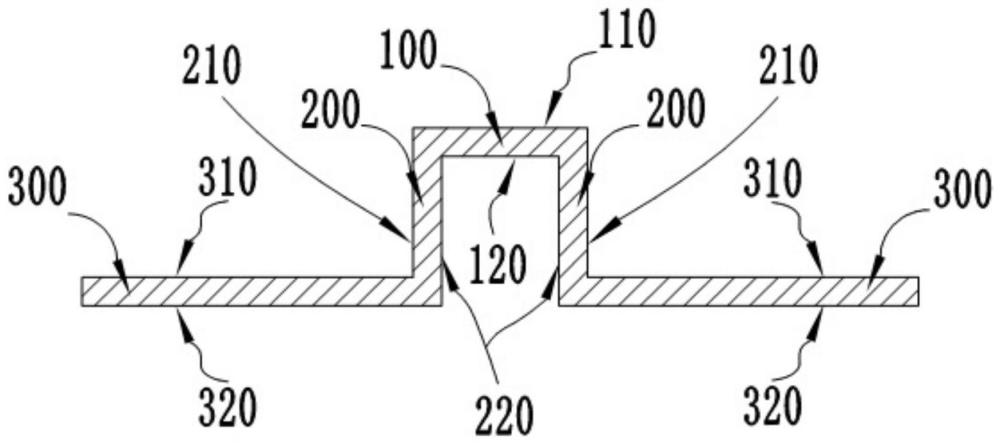
2、为解决上述技术问题,本发明提供了一种管筒类铸件用双面模具,包括:
3、圆形基板;
4、圆形基板的圆形边沿垂直向下延伸,形成空心圆柱;
5、空心圆柱的环形底面沿径向延伸形成翼板;
6、圆形基板与空心圆柱组成的腔室作为管筒类铸件的内腔。
7、进一步地,圆形基板包括供填砂造上砂箱用的第一圆形基板平面,以及供填砂造下砂箱用的第二圆形基板平面;
8、第一圆形基板平面与第二圆形基板平面相互平行且正对。
9、进一步地,空心圆柱包括供填砂造上砂箱用的第一空心圆柱外圆表面,以及供填砂造下砂箱用的第二空心圆柱内圆表面;
10、第一空心圆柱外圆表面与第二空心圆柱内圆表面同心。
11、进一步地,翼板包括供填砂造上砂箱用的第一翼板平面,以及供填砂造下砂箱用的第二翼板平面;
12、第一翼板平面与第二翼板平面相互平行且正对。
13、进一步地,第一圆形基板平面与第二圆形基板平面的间距、第一空心圆柱外圆表面与第二空心圆柱内圆表面的间距、第一翼板平面与第二翼板平面的间距均相等,为管筒类铸件的筒壁厚度。
14、本发明的有益效果如下:
15、(1)无需上下模具,仅用双面模具即可完成填砂造砂箱,减少了模具数量,避免因模具定位销长期使用磨损而造成的错型。
16、(2)不需要芯盒制作型芯,双面模具自带型芯成型。
17、(3)由于减少了模具数量且不再需要型芯,进而减少了造型时的工序,提高了生产效率。
18、为让本发明的上述内容能更明显易懂,下文特举优选实施例,并结合附图,作详细说明如下。
技术特征:1.一种管筒类铸件用双面模具,其特征在于,包括:
2.如权利要求1所述的管筒类铸件用双面模具,其特征在于,所述圆形基板(100)包括供填砂造上砂箱(1)用的第一圆形基板平面(110),以及供填砂造下砂箱(2)用的第二圆形基板平面(120);
3.如权利要求2所述的管筒类铸件用双面模具,其特征在于,所述空心圆柱(200)包括供填砂造上砂箱(1)用的第一空心圆柱外圆表面(210),以及供填砂造下砂箱(2)用的第二空心圆柱内圆表面(220);
4.如权利要求3所述的管筒类铸件用双面模具,其特征在于,所述翼板(300)包括供填砂造上砂箱(1)用的第一翼板平面(310),以及供填砂造下砂箱(2)用的第二翼板平面(320);
5.如权利要求4所述的管筒类铸件用双面模具,其特征在于,所述第一圆形基板平面(110)与所述第二圆形基板平面(120)的间距、所述第一空心圆柱外圆表面(210)与所述第二空心圆柱内圆表面(220)的间距、所述第一翼板平面(310)与所述第二翼板平面(320)的间距均相等,为管筒类铸件的筒壁厚度。
技术总结本发明提供了一种管筒类铸件用双面模具,包括:圆形基板;圆形基板的圆形边沿垂直向下延伸,形成空心圆柱;空心圆柱的环形底面沿径向延伸形成翼板;圆形基板与空心圆柱组成的腔室作为管筒类铸件的内腔。其中圆形基板、翼板的作用是制作上下砂箱,而空心圆柱的作用是形成管筒类铸件。利用双面模具制作管筒类铸件,全程无需上模具、下模具,仅用双面模具替代常规的上下模具,即双面模具可同时具有上下模具的功能,减少了模具数量,避免因模具定位销长期使用磨损而造成的错型;此外,还取消了芯盒制作型芯的工序,双面模具自带型芯成型;由于减少了模具数量且不再需要型芯,进而减少了造型时的工序,提高了生产效率。技术研发人员:马卫平,张溦,田荣县,李铁麟,张长安,张春耕,曹建刚,张军受保护的技术使用者:中船重工西安东仪科工集团有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10796.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表